
表1-1金相砂纸的规格 金相砂0 01 02 03 04 05 06 07 纸编号 粒度序 M40 M28 M20 M14 M10 M7 M5 M3.5 砂粒尺 40-2828-20 20-14 14-10 10-7 7-5 5-3.53.5-3.0 寸/μm 为加快磨制速度,减轻劳动强度,可采用在转盘上贴有水砂纸的预磨机进 行机械磨光。水砂纸按粗细有400号/600号/800号/1000号等。磨制时由粗砂 纸逐次磨到细砂纸(具体水砂纸的选择要看样品材料而定),同时不断加水冷 却。每换一道水砂纸,须将试样用水冲洗干净,并将磨制方向调换90°。 表1-2常用水砂纸的规格 轴号 粒度马 粒度尺寸(μm) 备注· 180 0~75% 一般钢铁材料用 220 ~60° 320 220 55 240、320、400和 360 240 63~50 600四个粒度号的 380 280 50~40 砂纸奢光即可 400 20 40~28 500 360 600 400 28~20 700 500 800 600 20~14 900 700 1000 800 ~18* :为平均粒度
16 表 1-1 金相砂纸的规格 金相砂 纸编号 0 01 02 03 04 05 06 07 粒度序 号 M40 M28 M20 M14 M10 M7 M5 M3.5 砂粒尺 寸/μm 40-28 28-20 20-14 14-10 10-7 7-5 5-3.5 3.5-3.0 为加快磨制速度,减轻劳动强度,可采用在转盘上贴有水砂纸的预磨机进 行机械磨光。水砂纸按粗细有 400 号/600 号/800 号/1000 号等。磨制时由粗砂 纸逐次磨到细砂纸(具体水砂纸的选择要看样品材料而定),同时不断加水冷 却。每换一道水砂纸,须将试样用水冲洗干净,并将磨制方向调换 90°。 表 1-2 常用水砂纸的规格
切割瘦 粗磨痕 细 图1-13试样表面磨痕变化示意图 4.抛光 抛光的目的是去除细磨后留下的细微磨痕,使磨面呈光亮镜面。抛光常用 方法有:机械抛光、电解抛光和化学抛光等。 (①)机械抛光机械抛光在抛光机上进行,可分为粗抛和精抛两个步骤。由 电动机带动的水平抛光盘转速一般为300一500转/分。粗抛时,转速高一些, 精抛或抛软材料时,转速要低些。抛光盘上铺以不同材料的抛光布。粗抛时常 用帆布或粗呢,精抛时常用绒布、细呢或丝绸等。对于易于抛光的材料仅采用 精抛即可。 抛光时需向抛光盘上不断滴注抛光液,以产生磨削和润滑作用。抛光液通 常采用AlzO3,MgO或CrO3等细抛光粉(粒度约为0.3~1μum)在水中的悬浮 液(每升水中加A1205~10g)。白色A1203又称刚玉,可用于粗抛和精抛:白色 Mg0硬度较低,适用于铝、镁及其合金等软材料的最后精抛:Cr2O3为绿色
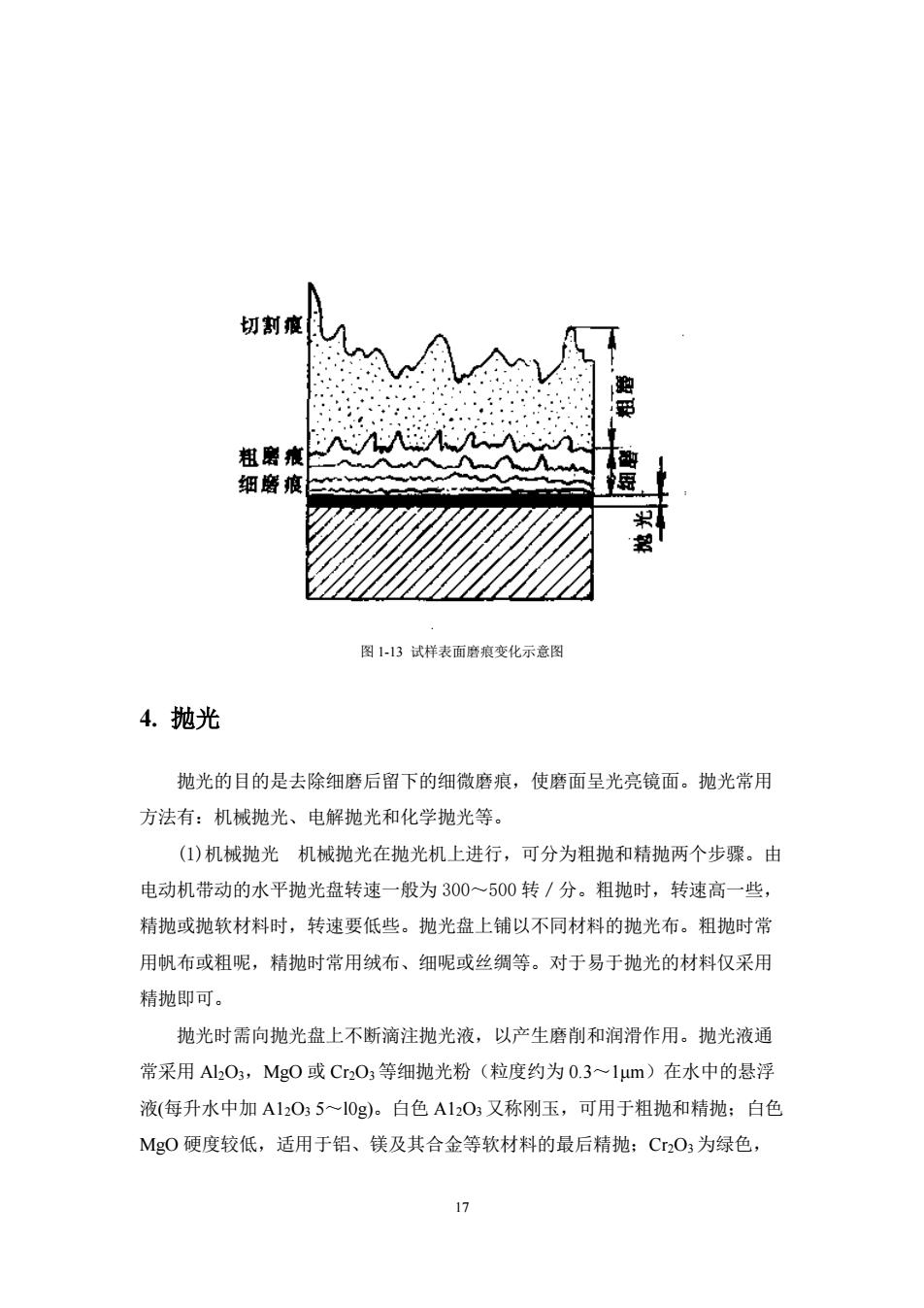
17 图 1-13 试样表面磨痕变化示意图 4. 抛光 抛光的目的是去除细磨后留下的细微磨痕,使磨面呈光亮镜面。抛光常用 方法有:机械抛光、电解抛光和化学抛光等。 (1)机械抛光 机械抛光在抛光机上进行,可分为粗抛和精抛两个步骤。由 电动机带动的水平抛光盘转速一般为 300~500 转/分。粗抛时,转速高一些, 精抛或抛软材料时,转速要低些。抛光盘上铺以不同材料的抛光布。粗抛时常 用帆布或粗呢,精抛时常用绒布、细呢或丝绸等。对于易于抛光的材料仅采用 精抛即可。 抛光时需向抛光盘上不断滴注抛光液,以产生磨削和润滑作用。抛光液通 常采用 Al2O3,MgO 或 Cr2O3 等细抛光粉(粒度约为 0.3~1μm)在水中的悬浮 液(每升水中加 A12O3 5~l0g)。白色 A12O3 又称刚玉,可用于粗抛和精抛;白色 MgO 硬度较低,适用于铝、镁及其合金等软材料的最后精抛;Cr2O3 为绿色