
内喜古科私大幸 CSP工艺控制对象 厚度自动控制 温度自动控制 板形自动控制 张力自动控制 温度自动控制 7
7 厚度自动控制 温度自动控制 板形自动控制 张力自动控制 温度自动控制 ■ CSP工艺控制对象

窗内多古科私大举 9.2厚度自动控制 9.2.1P-H图是板带厚度控制的理论基础 9.2.2轧制过程厚度变化的基本规律 9.2.3厚度自控系统的基本形式和自控原理 8
8 9.2 厚度自动控制 9.2.1 P-H图是板带厚度控制的理论基础 9.2.2 轧制过程厚度变化的基本规律 9.2.3 厚度自控系统的基本形式和自控原理
通内专古科私大举 知识要点: ■三个概念:轧机刚度K、轧件刚度M、压下有效系数C ■三种厚度控制基本形式:测厚仪式(反馈式) 厚度计(反馈式) 整机架式(前馈式) ■厚度自动控制原理 9
9 知识要点: ◼ 三个概念:轧机刚度K、轧件刚度M、压下有效系数C ◼ 三种厚度控制基本形式: 测厚仪式(反馈式) 厚度计(反馈式) 整机架式(前馈式) ◼ 厚度自动控制原理
窗内事古科私大举 9.2.1P-H图是板带厚度控制的理论基础 h=S。+AS=S。+ P (9.1) km 其中: h一轧制出口厚度 S—预设辊缝值 S—轧制弹跳值 P—轧制压力 K— 轧机刚度系数,表征使轧机生产单位弹 跳量所需的轧制压力 10
10 9.2.1 P-H图是板带厚度控制的理论基础 (9.1) 其中: h——轧制出口厚度 S0——预设辊缝值 ΔS——轧制弹跳值 P——轧制压力 Km——轧机刚度系数,表征使轧机生产单位弹 跳量所需的轧制压力 m k P h = S0 + S = S0 +
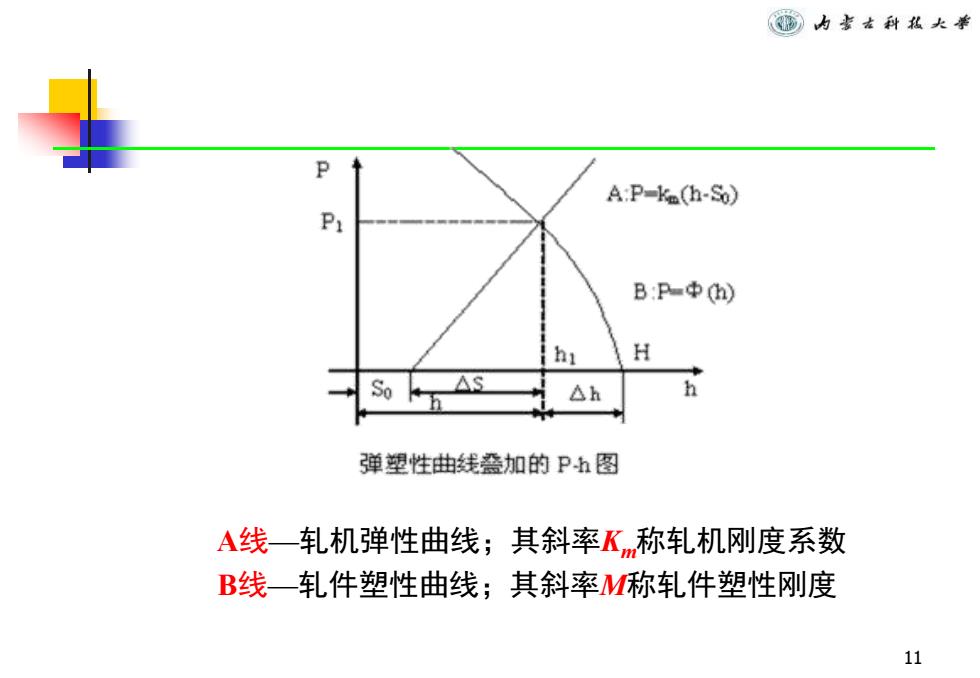
《内专右科私大举 P A:P-Km(h-So) BP中h) hi H △h h 弹塑性曲线叠加的Ph图 A线一轧机弹性曲线;其斜率K称轧机刚度系数 B线一轧件塑性曲线;其斜率M称轧件塑性刚度 11
11 A线—轧机弹性曲线;其斜率Km称轧机刚度系数 B线—轧件塑性曲线;其斜率M称轧件塑性刚度