窗内害古科私大* ■由公式(9.1)可知:轧件出口厚度主要取决于S、Km和P ■分析轧制过程厚度变化基本规律,或从工艺方面阐明厚度 自动控制基本原理时,都应从分析这三个因素入手 12
12 ◼ 由公式(9.1)可知:轧件出口厚度主要取决于S0、Km和P ◼ 分析轧制过程厚度变化基本规律,或从工艺方面阐明厚度 自动控制基本原理时,都应从分析这三个因素入手
《通内专古科私大举 P=F(B,R,H,h,f,T,ok,OH,Os) 其中:x前张力;δ后张力;δ,变形抗力 ■总之:诸多影响因素最后都要归结到对 预设辊缝值S, 轧制压力P 轧机刚度系数K 的影响来影响板带厚度。 13
13 ◼ 总之:诸多影响因素最后都要归结到对 预设辊缝值S0、 轧制压力P 轧机刚度系数Km 的影响来影响板带厚度。 ( , , , , , , , , ) T k H s P = F B R H h f 其中:δK前张力;δH后张力;δs变形抗力
窗内多古科私大举 9.2.2轧制过程中厚度变化的基本规律 ·厚度随辊缝变化的规律 ■厚度随轧机刚度变化的规律 ·厚度随轧制压力变化的规律 14
14 9.2.2 轧制过程中厚度变化的基本规律 ◼ 厚度随辊缝变化的规律 ◼ 厚度随轧机刚度变化的规律 ◼ 厚度随轧制压力变化的规律
内喜古科私大举 ■厚度随辊缝变化的规律 P 预压紧轧制 X03 02 Q1 预压力Po 8 i hs ha Ih H So i△h h △h S0=0 △h 预设辊缝示意图 15
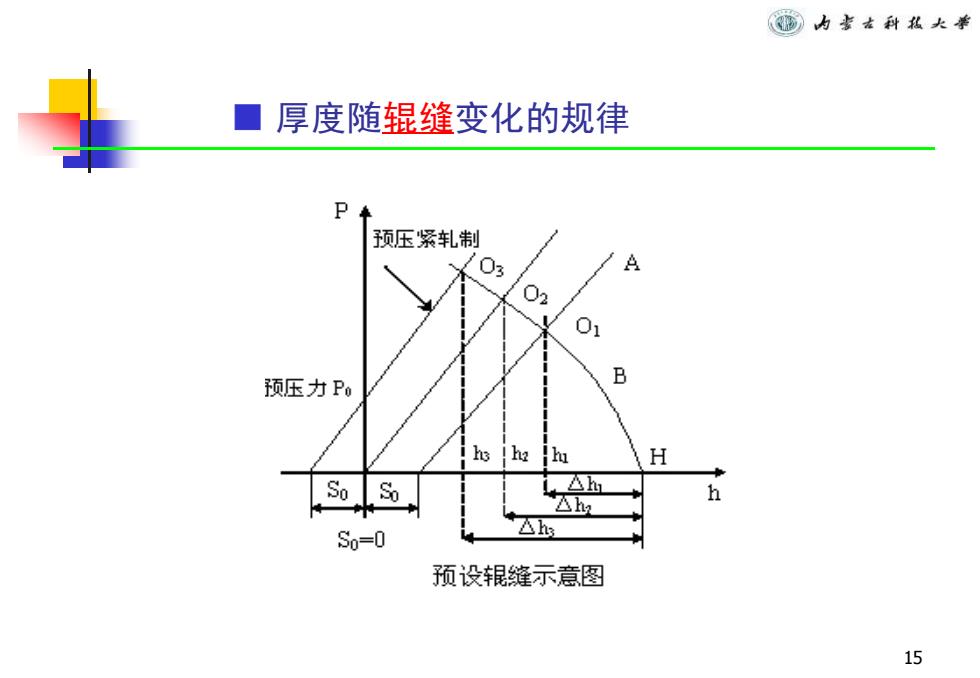
15 ■ 厚度随辊缝变化的规律
窗内麦古科私大幸 小结: ◆轧机的原始预设辊缝值S决定着弹性曲线A的起始 位置,A曲线左移,出口厚度减小 ◆采取预压紧轧制时,即在进行轧制之前,使上、下 轧辊以一定的预压力卫互相压紧,能将轧件轧得 更薄 ◆轧制过程中,因轧辊热膨胀、轧辊磨损或轧辊偏心 而引起的辊缝变化,也会引起S改变,从而导致轧 件出口厚度h发生变化 16
16 小结: ◆轧机的原始预设辊缝值S0决定着弹性曲线A的起始 位置, A曲线左移 ,出口厚度减小 ◆采取预压紧轧制时,即在进行轧制之前,使上、下 轧辊以一定的预压力P0互相压紧,能将轧件轧得 更薄 ◆轧制过程中,因轧辊热膨胀、轧辊磨损或轧辊偏心 而引起的辊缝变化,也会引起S0改变,从而导致轧 件出口厚度h发生变化