整料摸具设计与制造 2洗注条统的没汁原则 ☑尽量采用软短的流程充满型腔 ☑这样可有效减少各种质量缺陷 ☑流动距寓比的校核 ☑对于大型或薄壁塑料制件,塑料熔体有可能因其 流动距离过长或流动阻力太火而无法充满整个型腔 12
12 Ø尽量采用较短的流程充满型腔 Ø这样可有效减少各种质量缺陷 Ø流动距离比的校核 Ø对于大型或薄壁塑料制件,塑料熔体有可能因其 流动距离过长或流动阻力太大而无法充满整个型腔 2 浇注系统的设计原则

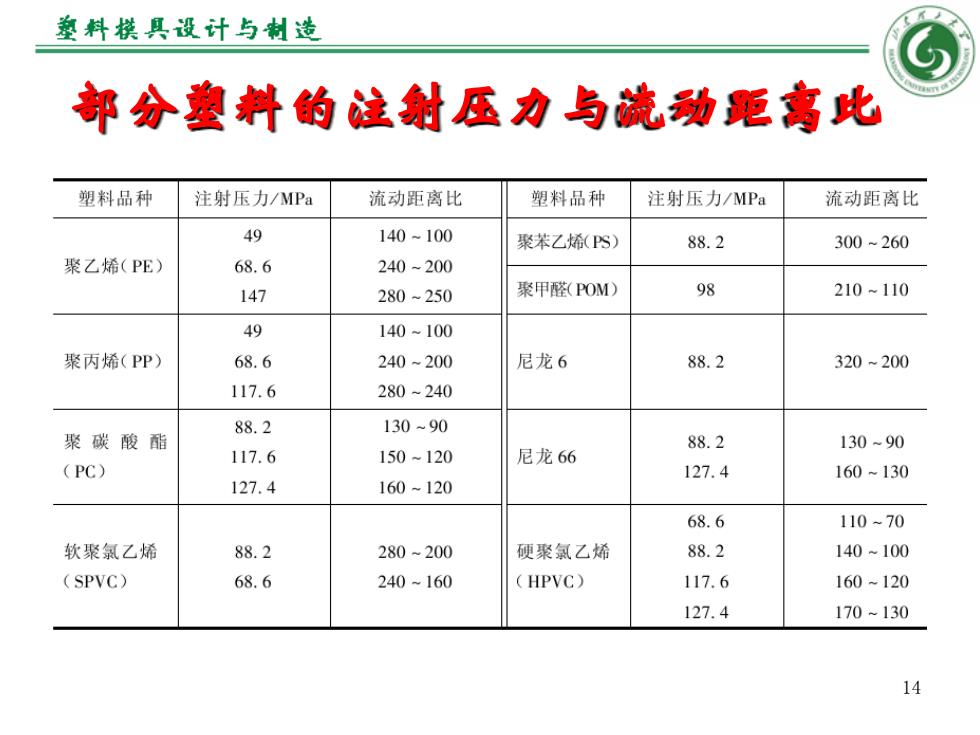
整料摸具设计与制造 3流动比的校核 流动距离此简称流动比,它是指塑料熔体在模具中 进行景长距离的流动时,其载面厚度相同的各段料 流通道及各段模脸的长度与其对应截面厚度之比值 的慈和,即 中=】 L≤[Φ] (3-4) 式中 中— 流动距离比: L 模具中各段料流通道及各段模腔的长度,mm: t, 模具中各段料流通道及各段模腔的截面厚度,mm: [Φ]一塑料的许用流动距离比,见表3-6。 13
13 流动距离比简称流动比,它是指塑料熔体在模具中 进行最长距离的流动时,其截面厚度相同的各段料 流通道及各段模腔的长度与其对应截面厚度之比值 的总和,即 3 流动比的校核
整料摸具设计与制造 部分塑料的注射压力与流动距高比 塑料品种 注射压力/MPa 流动距离比 塑料品种 注射压力/MPa 流动距离比 49 140~100 聚苯乙烯(PS) 88.2 300-260 聚乙烯(PE) 68.6 240~200 147 280-250 聚甲醛(POM) 98 210-110 49 140~100 聚丙烯(PP) 68.6 240-200 尼龙6 88.2 320~200 117.6 280~240 88.2 130~90 聚碳酸酯 88.2 130~90 117.6 150-120 尼龙66 (PC) 127.4 160~130 127.4 160~120 68.6 110~70 软聚氯乙烯 88.2 280~200 硬聚氯乙烯 88.2 140~100 SPVC) 68.6 240~160 HPVC) 117.6 160~120 127.4 170~130 14
14 部分塑料的注射压力与流动距离比
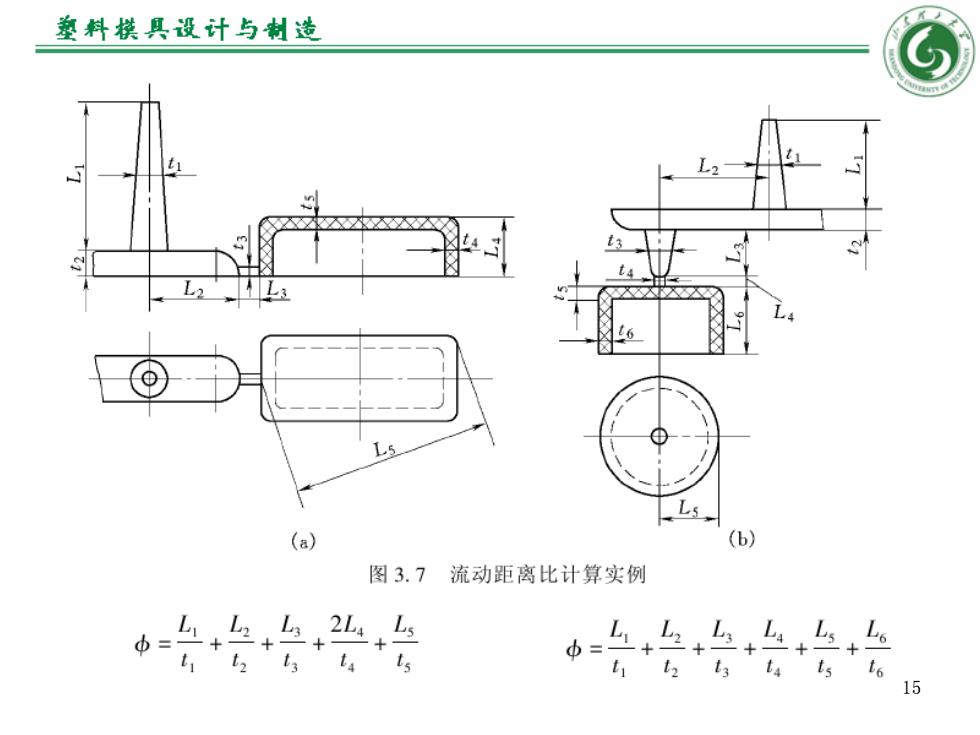
整料摸具设计与制造 15 (a) (b) 图3.7流动距离比计算实例 中 L1,L2,L32L4L5 + + 中= +++++ 655雨
15
整料摸具设计与制造 332主流道和分流道设计 ☑1主流道设计 ☑主流道是指浇注条统中从注射机喷嘴与摸 具接触处开始到分流道为上的塑料熔体的流 动通道。 ☑主流道是熔体最先流经模具的部分,它的 形状与尺寸对塑料熔体的流动速度和充模时 间有较火的影响,因此,必须使嫁体的温度 降和压力损失最小。 16
16 Ø1 主流道设计 Ø主流道是指浇注系统中从注射机喷嘴与模 具接触处开始到分流道为止的塑料熔体的流 动通道。 Ø主流道是熔体最先流经模具的部分,它的 形状与尺寸对塑料熔体的流动速度和充模时 间有较大的影响,因此,必须使熔体的温度 降和压力损失最小。 3.3.2 主流道和分流道设计