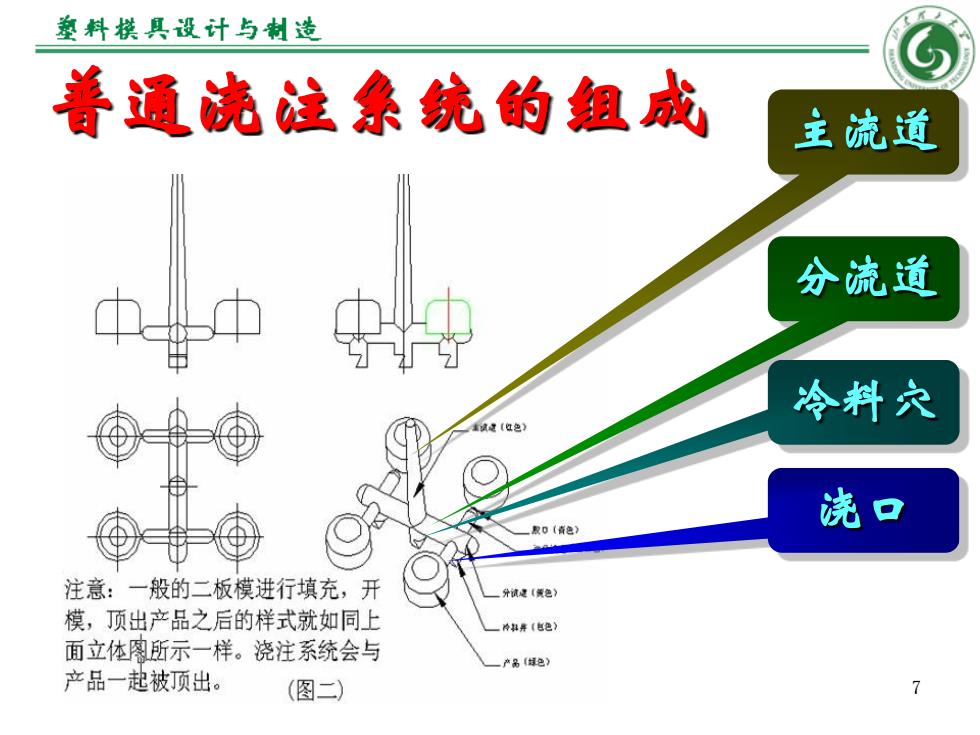
差料摸具设计与制造 善通洗注条统的组成 主流道 分流道 冷料穴 项是〔红色】 洗口 0(色) 注意:一般的二板模进行填充,开 模,顶出产品之后的样式就如同上 冷县年(包色) 面立体离所示一样。浇注系统会与 产品一起被顶出。 (图二) 7
7 普通浇注系统的组成 主流道 分流道 冷料穴 浇口
整料摸具设计与制造 ☑对称分布
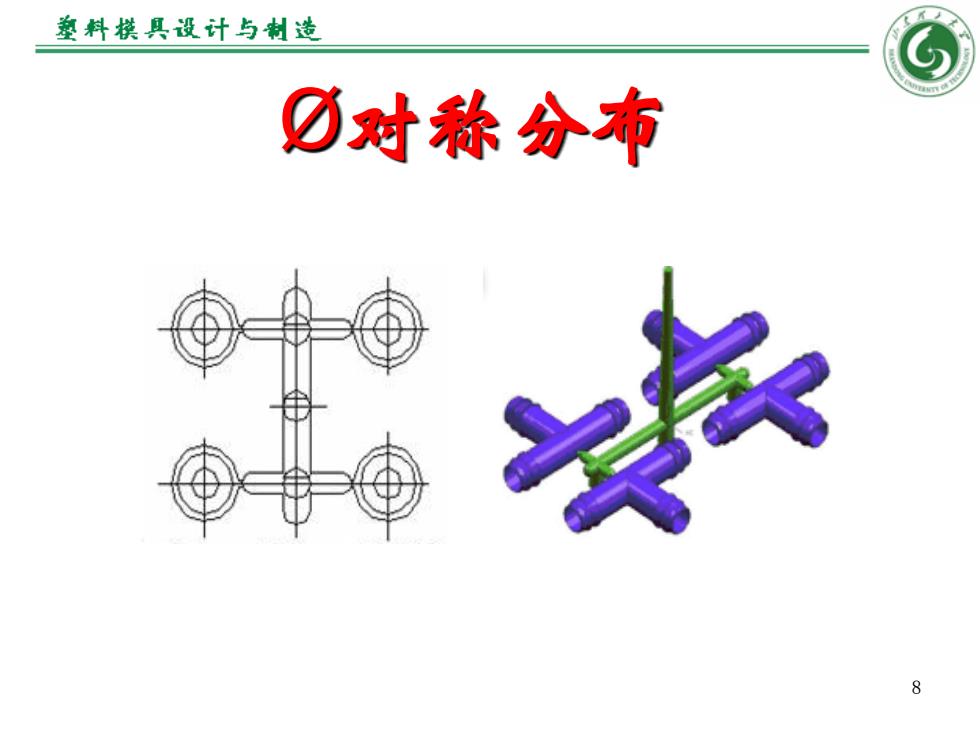
8 Ø对称分布
差料摸具设计与制造 2浇注象统的设汁原则 ☑了解塑料的成形性能 ⑦套握塑料的流动特性以及温度、剪切速率对黏度的 影响,以设计出合适的浇注象统。 ⑦尽量避免或减少产生综接痕 ☑熔体流动时应尽量减少分流的次数,有分流必然有 汇合,熔体汇合之处必然会产生熔接痕,尤其在流程 长、温度低时,这对塑件强度的影响较大 9
9 Ø了解塑料的成形性能 Ø掌握塑料的流动特性以及温度、剪切速率对黏度的 影响,以设计出合适的浇注系统。 Ø尽量避免或减少产生熔接痕 Ø熔体流动时应尽量减少分流的次数,有分流必然有 汇合,熔体汇合之处必然会产生熔接痕,尤其在流程 长、温度低时,这对塑件强度的影响较大 2 浇注系统的设计原则
整料模具设计与制造 2浇注象统的设计原则 ☑有利于型腔中气体的排出 ☑浇注集统应能顺利地引导塑料熔体充满型腔的 各个部分,使浇注象统及型腔中原有的气体能有 序地排出,避免充填过程中产生素流或涡流,也 避免因气体积存而引起凹陷、气泡、烧焦等塑件 的成形缺陷 10
10 Ø有利于型腔中气体的排出 Ø浇注系统应能顺利地引导塑料熔体充满型腔的 各个部分,使浇注系统及型腔中原有的气体能有 序地排出,避免充填过程中产生紊流或涡流,也 避免因气体积存而引起凹陷、气泡、烧焦等塑件 的成形缺陷 2 浇注系统的设计原则
整料摸具设计与制造 2满注象统的设汁原则 ☑防止型芯的变形和炎件的位移 ☑浇注集统设计时应尽量避免塑料熔体直接 冲击细小型芯和嵌件,以防止熔体的中能击 力使细小型芯变形或嵌件位移 11
11 Ø防止型芯的变形和嵌件的位移 Ø浇注系统设计时应尽量避免塑料熔体直接 冲击细小型芯和嵌件,以防止熔体的冲击 力使细小型芯变形或嵌件位移 2 浇注系统的设计原则