本次课内容 2.4.5钢的化学热处理大 1、渗碳;2、氮化;3、碳氮共渗 2.4.6其他热处理技术(自学) 2.4.7计算机技术在热处理中的应用(自学) 2.4.8热处理的工程应用 2.5钢的合金化★ 2.5.1合金元素与铁、碳的作用 2.5.2合金元素对Fe-FeC相图的影响 2.5.3合金元素对钢热处理的影响 2.5.4合金元素对钢的工艺性能的影响 2.5.5合金元素对钢的性能的影响 2.5,6合金化的工程应用 2.6表面技术(自学)
本次课内容 2.4.5 钢的化学热处理 1、渗碳;2、氮化;3、碳氮共渗 2.4.6 其他热处理技术(自学) 2.4.7 计算机技术在热处理中的应用(自学) 2.4.8 热处理的工程应用 2.5 钢的合金化 2.5.1 合金元素与铁、碳的作用 2.5.2 合金元素对Fe-Fe3C相图的影响 2.5.3 合金元素对钢热处理的影响 2.5.4 合金元素对钢的工艺性能的影响 2.5.5 合金元素对钢的性能的影响 2.5.6 合金化的工程应用 2.6 表面技术(自学)
2.4钢的热处理(heat treatment of steels) 2.4.5钢的化学热处理(th 化学热处理((thermo-chemical treatment) 将钢件置于一定温度的活性介 渗碳(Carburizing) 质中保温,使一种或几种元素渗入 它的表面,改变其化学成分和组织 (1) 目的 ,,达到改进表面性能,满足技术要 求的热处理过程。 (2)方法 化学热处理中发生的三个基本过程 ①介质的分解:释放活性原子 固体渗碳(powder carburizing) ②表面吸收:活性原子被吸收 将零件和固体渗碳 ③原子扩散:活性原子形成扩散层 剂(如木炭等)装入渗 碳箱中,加盖并用耐火 使低碳钢件表面获得高碳浓度,在 泥密封,然后放入炉中 经过适当热处理后,提高表面的硬 加热至900~950°C(A3线 度、耐磨性和疲劳强度,而使心部 以上),保温渗碳。 仍保持良好的韧性和塑性
2.4.5 钢的化学热处理(thermo-chemical treatment) 1、渗碳(Carburizing) (1)目的 (2)方法 化学热处理中发生的三个基本过程 ①介质的分解:释放活性原子 ②表面吸收:活性原子被吸收 ③原子扩散:活性原子形成扩散层 使低碳钢件表面获得高碳浓度,在 经过适当热处理后,提高表面的硬 度、耐磨性和疲劳强度,而使心部 仍保持良好的韧性和塑性。 固体渗碳(powder carburizing) 将零件和固体渗碳 剂(如木炭等)装入渗 碳箱中,加盖并用耐火 泥密封,然后放入炉中 加热至900~950C(A3线 以上),保温渗碳。 2.4 钢的热处理(heat treatment of steels) 化学热处理(thermo-chemical treatment) 将钢件置于一定温度的活性介 质中保温,使一种或几种元素渗入 它的表面,改变其化学成分和组织 ,达到改进表面性能,满足技术要 求的热处理过程

2.4钢的热处理heat treatment of steels) 2.4.5钢的化学热处理(t1 气体渗碳(gas carburizing) 将工件装在密封的渗碳炉中, 渗碳(Carburizing 加热到900~950℃(A3线以上),向 炉内滴入易分解的有机液体(如煤 (2)方法 油等),或直接通入渗碳气体(如 (3)工艺 煤气等),使钢件表面渗碳。 Figure 13-25 Carburizing of a low-carbon steel to High produce a high-carbon,wear-resistant surface. Low C
(3)工艺 2.4 钢的热处理(heat treatment of steels) (2)方法 表 面 : 过 共 析 组 织 心 部 : 亚 共 析 组 织 渗碳温度:一般为900~950C。 渗碳时间:决定于渗碳层厚度,几小时 低碳钢渗碳后缓冷下来的显微组织: 2.4.5 钢的化学热处理(thermo 气体-渗碳chemical treatment) (gas carburizing) 将工件装在密封的渗碳炉中, 加热到900~950℃ (A3线以上) ,向 炉内滴入易分解的有机液体(如煤 油等),或直接通入渗碳气体(如 煤气等),使钢件表面渗碳。 1、渗碳(Carburizing)
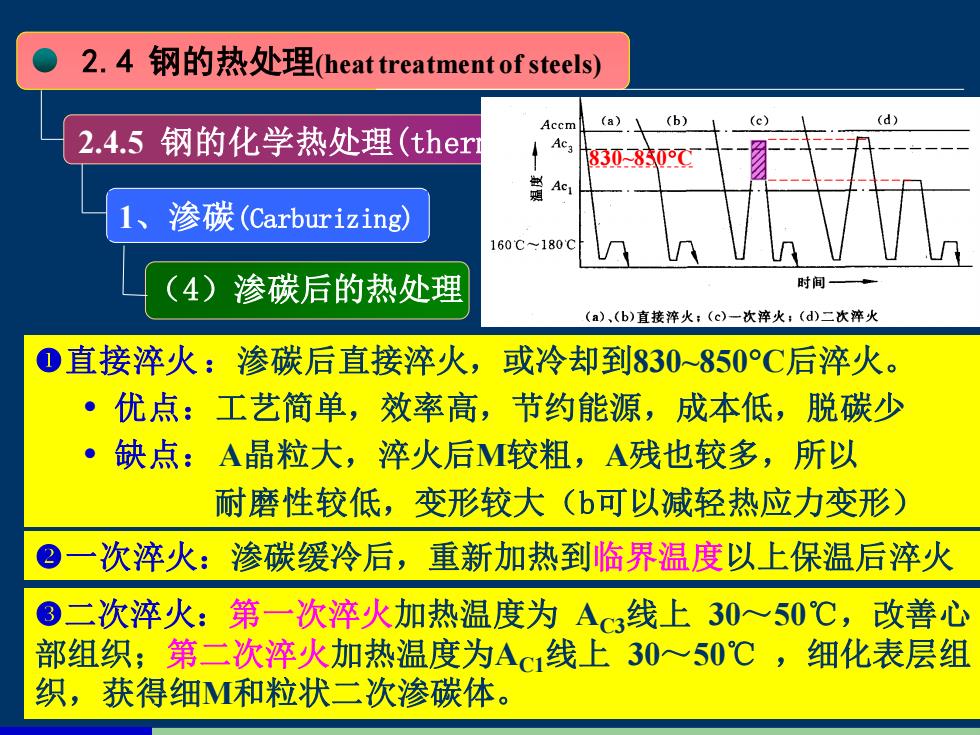
2.4钢的热处理(heat treatment of steels) Accm (a) (b) (c) (d) 2.4.5钢的化学热处理(ther1 830850 Ac 1 渗碳(Carburizing》 160℃1800 4) 渗碳后的热处理 时间 (a)、(b)直接淬火:(c)一次淬火;(d)二次淬火 ①直接淬火:渗碳后直接淬火,或冷却到830~850°C后淬火。 ·优点:工艺简单,效率高,节约能源,成本低,脱碳少 缺点:A晶粒大,淬火后M较粗,A残也较多,所以 耐磨性较低,变形较大(b可以减轻热应力变形) 一次淬火:渗碳缓冷后,重新加热到临界温度以上保温后淬火 ®二次淬火:第一次淬火加热温度为AC3线上30~50℃,改善心 部组织;第二次淬火加热温度为AC1线上30~50℃,细化表层组 织,获得细M和粒状二次渗碳体
2.4.5 钢的化学热处理(thermo-chemical treatment) (4)渗碳后的热处理 直接淬火:渗碳后直接淬火,或冷却到830~850C后淬火。 • 优点:工艺简单,效率高,节约能源,成本低,脱碳少 • 缺点:A晶粒大,淬火后M较粗,A残也较多,所以 耐磨性较低,变形较大(b可以减轻热应力变形) 一次淬火:渗碳缓冷后,重新加热到临界温度以上保温后淬火 830~850C 二次淬火:第一次淬火加热温度为 AC3线上 30~50℃,改善心 部组织;第二次淬火加热温度为AC1线上 30~50℃ ,细化表层组 织,获得细M和粒状二次渗碳体。 2.4 钢的热处理(heat treatment of steels) 1、渗碳(Carburizing)
2.4钢的热处理(heat treatment of steels) 2.4.5钢的化学热处理(thermo-chemical treatment) 渗碳(Carburizing) 5) 钢渗碳、淬火、回火后的组织和性能 组织(渗碳、淬火后一般低温回火) 表层:高碳回火马氏体+碳化物+残余奥氏体; 心部:低碳回火马氏体(或含铁素体、屈氏体)。 2 性能: ·表面硬度高,耐磨性较好,心部韧性较好; ·在表层中造成压应力,零件的疲劳强度提高
(5)钢渗碳、淬火、回火后的组织和性能 组织(渗碳、淬火后一般低温回火) • 表层:高碳回火马氏体 + 碳化物 + 残余奥氏体; • 心部:低碳回火马氏体(或含铁素体、屈氏体)。 性能: • 表面硬度高,耐磨性较好,心部韧性较好; • 在表层中造成压应力,零件的疲劳强度提高。 2.4 钢的热处理(heat treatment of steels) 2.4.5 钢的化学热处理(thermo-chemical treatment) 1、渗碳(Carburizing)