
2.4钢的热处理(heat treatment of steels) 2.4.5钢的化学热处理(ther 在一定温度下使活性氮原子渗入 工件表面的化学热处理工艺。 2、氮化(Nitriding) ● 氨化前零件须经调质处理,对 (1) 氮化工艺的特点 于高精度零件,氮化前精加工 后还要进行消除内应力的退火。 ● 2NH3→3H,+2[N] 氮化温度低,约500℃600℃。 氮化时间长,约20h~50h。 ● 氮化层厚度小,约0.3~0.5mm。 930C-970C Ac3 获得一定厚 600CC-650 500C-520℃ 6o度的氨蝎c 油 8h12h 6h~10h 盟 冷 油 使表层氮含量提高 油 冷 或冷 淬火 高温回火 一段氮化 时间 图2-97 38 CrMoAl钢愿化工艺曲线国
2、氮化(Nitriding) (1)氮化工艺的特点 2NH3 → 3H2+2[N] • 氮化前零件须经调质处理,对 于高精度零件,氮化前精加工 后还要进行消除内应力的退火。 • 氮化温度低,约500℃~600℃。 • 氮化时间长,约20h~50h。 • 氮化层厚度小,约0.3~0.5mm。 使表层氮含量提高 获得一定厚 度的氮化层 2.4 钢的热处理(heat treatment of steels) 2.4.5 钢的化学热处理(thermo在一定温度下使活性氮原子渗入 -chemical treatment) 工件表面的化学热处理工艺
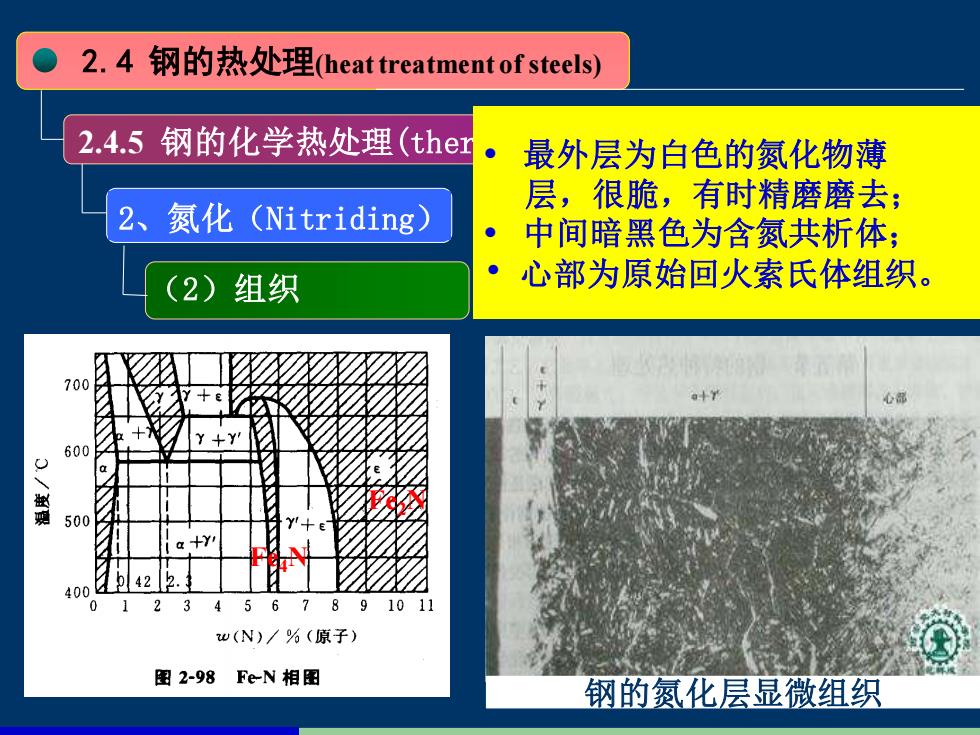
2.4钢的热处理(heat treatment of steels) 2.4.5钢的化学热处理(the 最外层为白色的氮化物薄 层,很脆,有时精磨磨去; 2、 氮化(Nitriding) 中间暗黑色为含氮共析体; (2)组织 心部为原始回火索氏体组织。 700 600 500 400 42 0 4 6 7 8 9 10 11 w(N)/%(原子) 图2-98FeN相图 钢的氮化层显微组织
(2)组织 Fe4N Fe2N 钢的氮化层显微组织 2.4 钢的热处理(heat treatment of steels) 2.4.5 钢的化学热处理(thermo-chemical treatment) 2、氮化(Nitriding) • 最外层为白色的氮化物薄 层,很脆,有时精磨磨去; • 中间暗黑色为含氮共析体; • 心部为原始回火索氏体组织