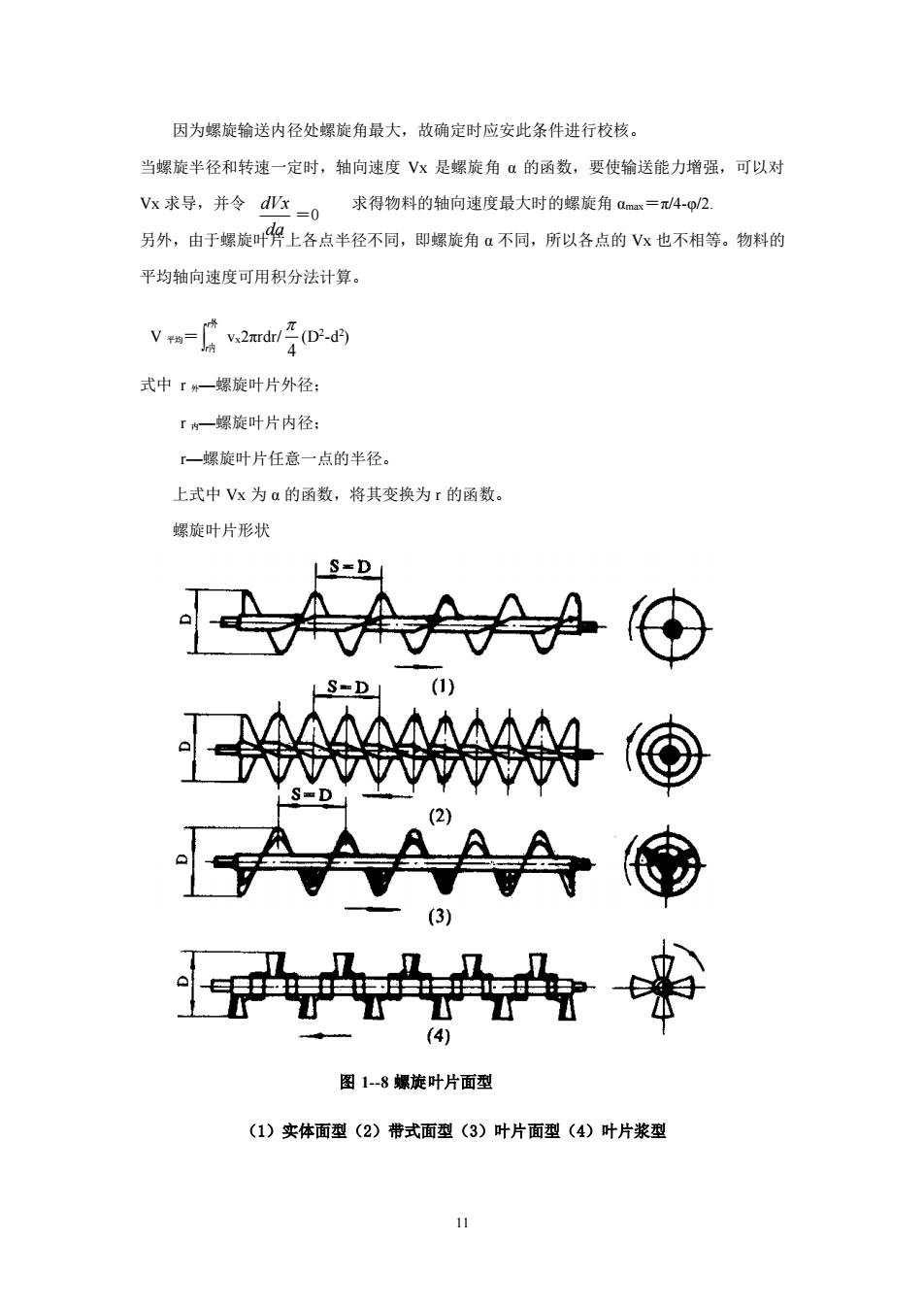
11 因为螺旋输送内径处螺旋角最大,故确定时应安此条件进行校核。 当螺旋半径和转速一定时,轴向速度 Vx 是螺旋角 α 的函数,要使输送能力增强,可以对 Vx 求导,并令 求得物料的轴向速度最大时的螺旋角 αmax=π/4-φ/2. 另外,由于螺旋叶片上各点半径不同,即螺旋角 α 不同,所以各点的 Vx 也不相等。物料的 平均轴向速度可用积分法计算。 式中 r 外—螺旋叶片外径; r 内—螺旋叶片内径; r—螺旋叶片任意一点的半径。 上式中 Vx 为 α 的函数,将其变换为 r 的函数。 螺旋叶片形状 da dVx =0 V 平均= 外 内 r r vx2πrdr/ 4 (D2 -d 2 ) 图 1-8 螺旋叶片面型 (1)实体面型(2)带式面型(3)叶片面型(4)叶片浆型
11 因为螺旋输送内径处螺旋角最大,故确定时应安此条件进行校核。 当螺旋半径和转速一定时,轴向速度 Vx 是螺旋角 α 的函数,要使输送能力增强,可以对 Vx 求导,并令 求得物料的轴向速度最大时的螺旋角 αmax=π/4-φ/2. 另外,由于螺旋叶片上各点半径不同,即螺旋角 α 不同,所以各点的 Vx 也不相等。物料的 平均轴向速度可用积分法计算。 式中 r 外—螺旋叶片外径; r 内—螺旋叶片内径; r—螺旋叶片任意一点的半径。 上式中 Vx 为 α 的函数,将其变换为 r 的函数。 螺旋叶片形状 da dVx =0 V 平均= 外 内 r r vx2πrdr/ 4 (D2 -d 2 ) 图 1-8 螺旋叶片面型 (1)实体面型(2)带式面型(3)叶片面型(4)叶片浆型
12 ② 工作原理 o 点牵连速度 Vo, 相对速度 AB,绝对速度 Vf 根据速度图的分析,可算出物料的轴向输送速度 因为 Vz=Vfcos(α+φ),Vf=Vn/cosφ,Vn= Vosinα Vo= cos( ) cos cos . 60 + Sn = 60 Sn cos2 (1-f tg ) 式中 S—螺旋叶片的螺距; n-螺旋轴转速; f ,φ-摩擦系数和摩擦角。 由上式可知,当 1-f tg ≤0 时,Vz≤0,物料将不能沿轴向运动,因此,螺旋输送机的 螺旋角应满足以下条件 tg ≤ tg 1 即 α≤900-φ ③ 螺旋输送机的生产率和功率消耗 a.生产率: b. 输送功耗:水平输送或倾角在 20~45º之间 c. 输送倾角在 45~90º之间时: N2=(2~3〕N1 (2)垂直螺旋输送机 ① 工作原理 垂直螺旋输送机是依靠较高的转速向上输送物料的,其原理如下:物料在垂直螺旋叶片 高速旋转的带动下得到很大的里新惯性力,这种惯性力克服了叶片对物料的阻力将物料推向 螺旋四周并压向机壳,形成对机壳的较大摩擦力,这种阻力足以克服物料由本身重力在螺旋 面上所产生的物料对机壳的摩擦力是物料得以在垂直螺旋输送机内上升的前提。螺旋的转速 越高,物料的离心力就越大,其上升就越快。能使物料上升的螺旋最低转速称为临界转速。 低于临界转速时,物料不能上升。 物料在离心力的作用下将有可能出现下列三种运动状态: a.离心力小于物料与叶片之间的摩擦力时,物料在叶片上处于静止状态,并随叶片一 同旋转,物料不能上升。 b.当离心力大于物料与叶片之间的摩擦力时,物料沿叶片表面滑向外壳壁,此时物料
12 ② 工作原理 o 点牵连速度 Vo, 相对速度 AB,绝对速度 Vf 根据速度图的分析,可算出物料的轴向输送速度 因为 Vz=Vfcos(α+φ),Vf=Vn/cosφ,Vn= Vosinα Vo= cos( ) cos cos . 60 + Sn = 60 Sn cos2 (1-f tg ) 式中 S—螺旋叶片的螺距; n-螺旋轴转速; f ,φ-摩擦系数和摩擦角。 由上式可知,当 1-f tg ≤0 时,Vz≤0,物料将不能沿轴向运动,因此,螺旋输送机的 螺旋角应满足以下条件 tg ≤ tg 1 即 α≤900-φ ③ 螺旋输送机的生产率和功率消耗 a.生产率: b. 输送功耗:水平输送或倾角在 20~45º之间 c. 输送倾角在 45~90º之间时: N2=(2~3〕N1 (2)垂直螺旋输送机 ① 工作原理 垂直螺旋输送机是依靠较高的转速向上输送物料的,其原理如下:物料在垂直螺旋叶片 高速旋转的带动下得到很大的里新惯性力,这种惯性力克服了叶片对物料的阻力将物料推向 螺旋四周并压向机壳,形成对机壳的较大摩擦力,这种阻力足以克服物料由本身重力在螺旋 面上所产生的物料对机壳的摩擦力是物料得以在垂直螺旋输送机内上升的前提。螺旋的转速 越高,物料的离心力就越大,其上升就越快。能使物料上升的螺旋最低转速称为临界转速。 低于临界转速时,物料不能上升。 物料在离心力的作用下将有可能出现下列三种运动状态: a.离心力小于物料与叶片之间的摩擦力时,物料在叶片上处于静止状态,并随叶片一 同旋转,物料不能上升。 b.当离心力大于物料与叶片之间的摩擦力时,物料沿叶片表面滑向外壳壁,此时物料
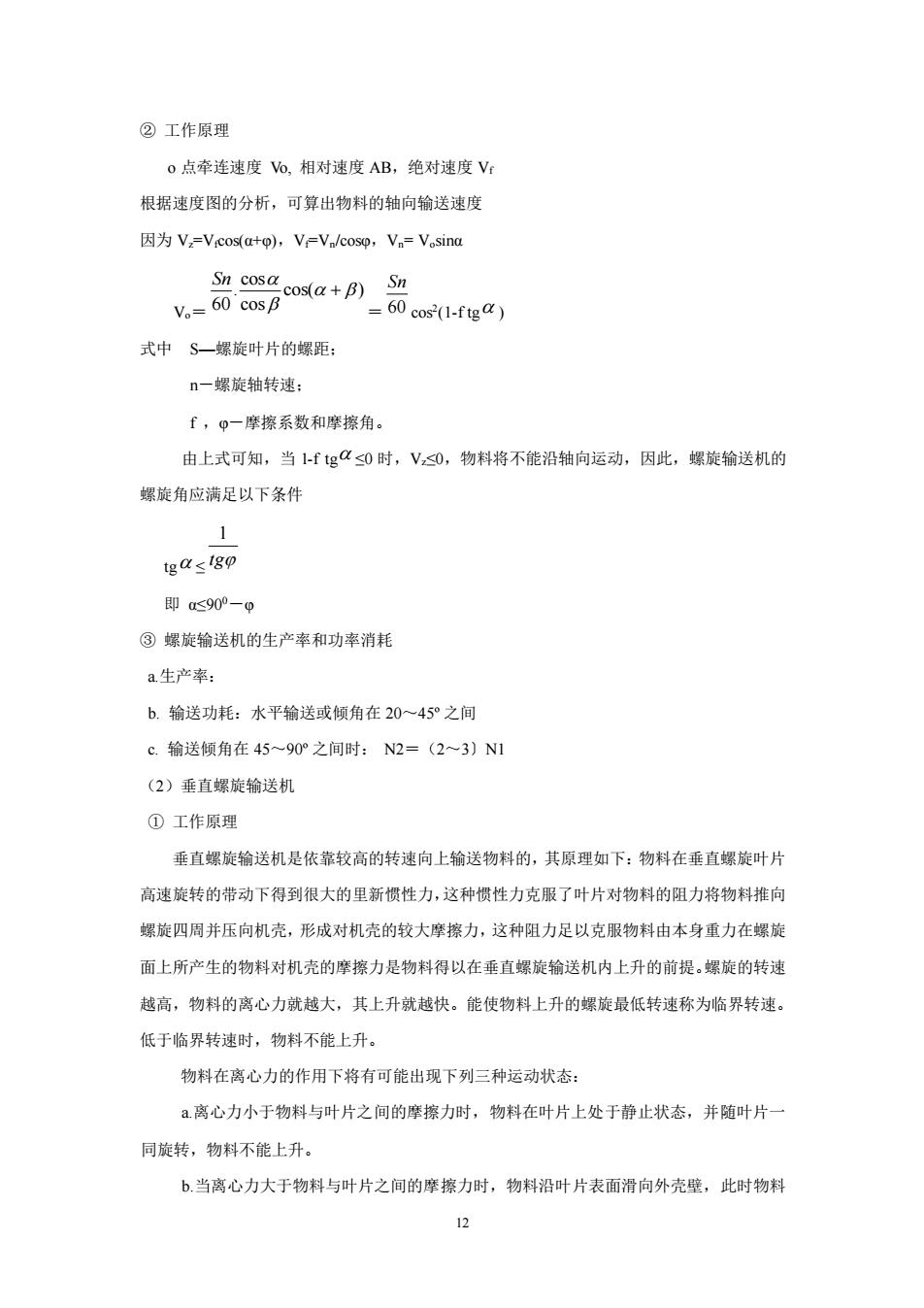
13 与外壳产生的摩擦力还不足以克服物料与叶片表面之间的摩擦力及物料重力沿叶片向下的 分力,物料与叶片表面无相对运动,仍将与叶片一起旋转,并相对外壳作圆周运动,物料同 样不能上升。 c.进一步提高螺旋转速,在离心力作用下,物料与壳壁之间产生的摩擦力大于它与螺 旋面的摩擦力和物料重力沿叶片下的分力时,则螺旋叶片对物料的推力使物料与壳壁和叶片 表面产生相对滑动,物料沿着壳壁按螺旋叶片相反方向的螺旋形轨迹上升,达到向上输送物 料的目的。 ② 垂直输送物料所受的力 a.重力 m g 铅垂向下 b.离心力 m rω2 径向 c.切向摩擦力 f m rω2 水平 d.斜面摩擦力 F 沿着斜面 e.斜面反力 N 垂直于斜面 mg 分解成: F 方向 m g sinα和 N 方向 m g cosα f m rω2 分解成: R 方向 f m rω2 cosα和 N 方向 f m rω2 sinα 图 1—9 物料在垂直螺旋输送机内的运动
13 与外壳产生的摩擦力还不足以克服物料与叶片表面之间的摩擦力及物料重力沿叶片向下的 分力,物料与叶片表面无相对运动,仍将与叶片一起旋转,并相对外壳作圆周运动,物料同 样不能上升。 c.进一步提高螺旋转速,在离心力作用下,物料与壳壁之间产生的摩擦力大于它与螺 旋面的摩擦力和物料重力沿叶片下的分力时,则螺旋叶片对物料的推力使物料与壳壁和叶片 表面产生相对滑动,物料沿着壳壁按螺旋叶片相反方向的螺旋形轨迹上升,达到向上输送物 料的目的。 ② 垂直输送物料所受的力 a.重力 m g 铅垂向下 b.离心力 m rω2 径向 c.切向摩擦力 f m rω2 水平 d.斜面摩擦力 F 沿着斜面 e.斜面反力 N 垂直于斜面 mg 分解成: F 方向 m g sinα和 N 方向 m g cosα f m rω2 分解成: R 方向 f m rω2 cosα和 N 方向 f m rω2 sinα 图 1—9 物料在垂直螺旋输送机内的运动
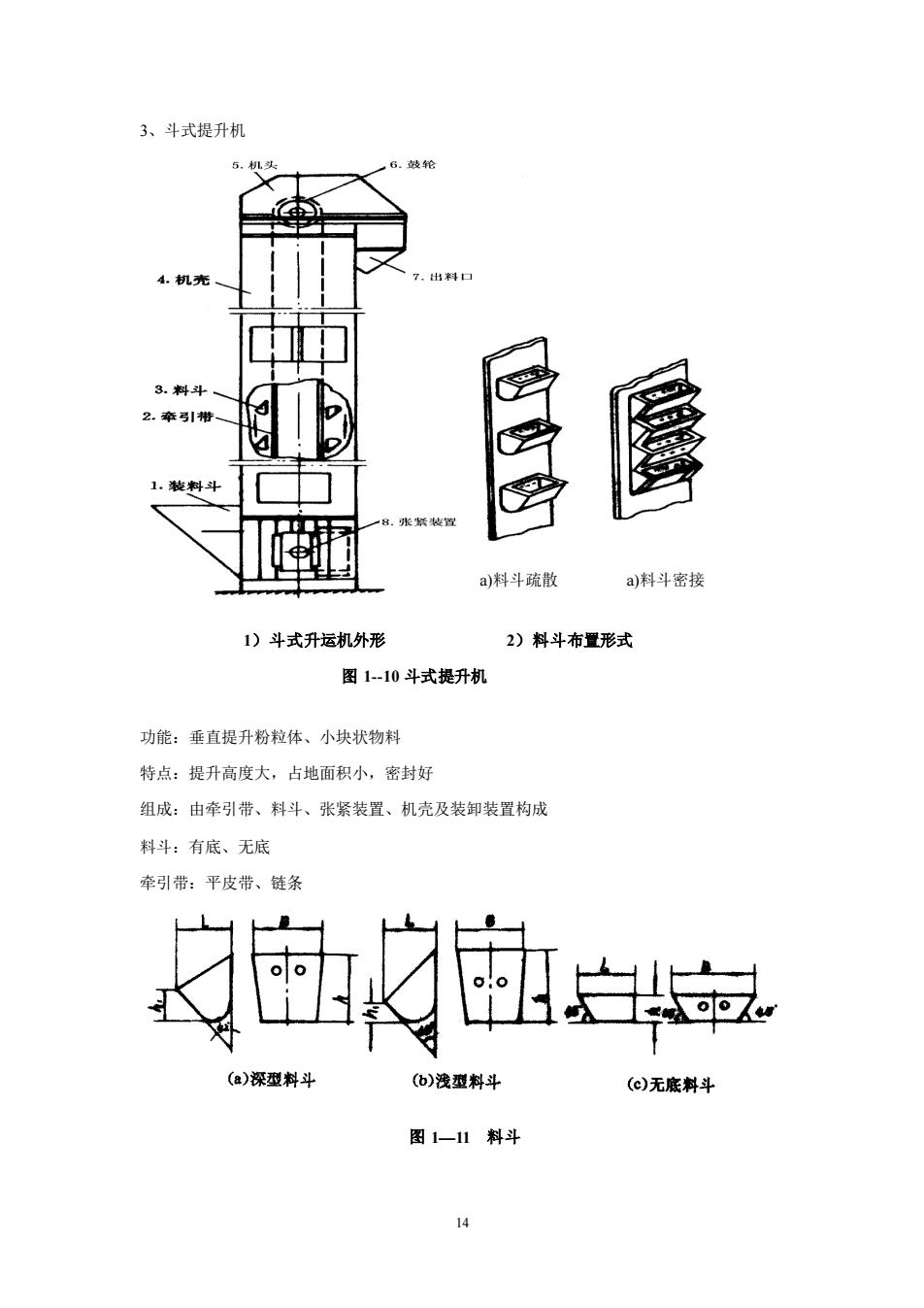
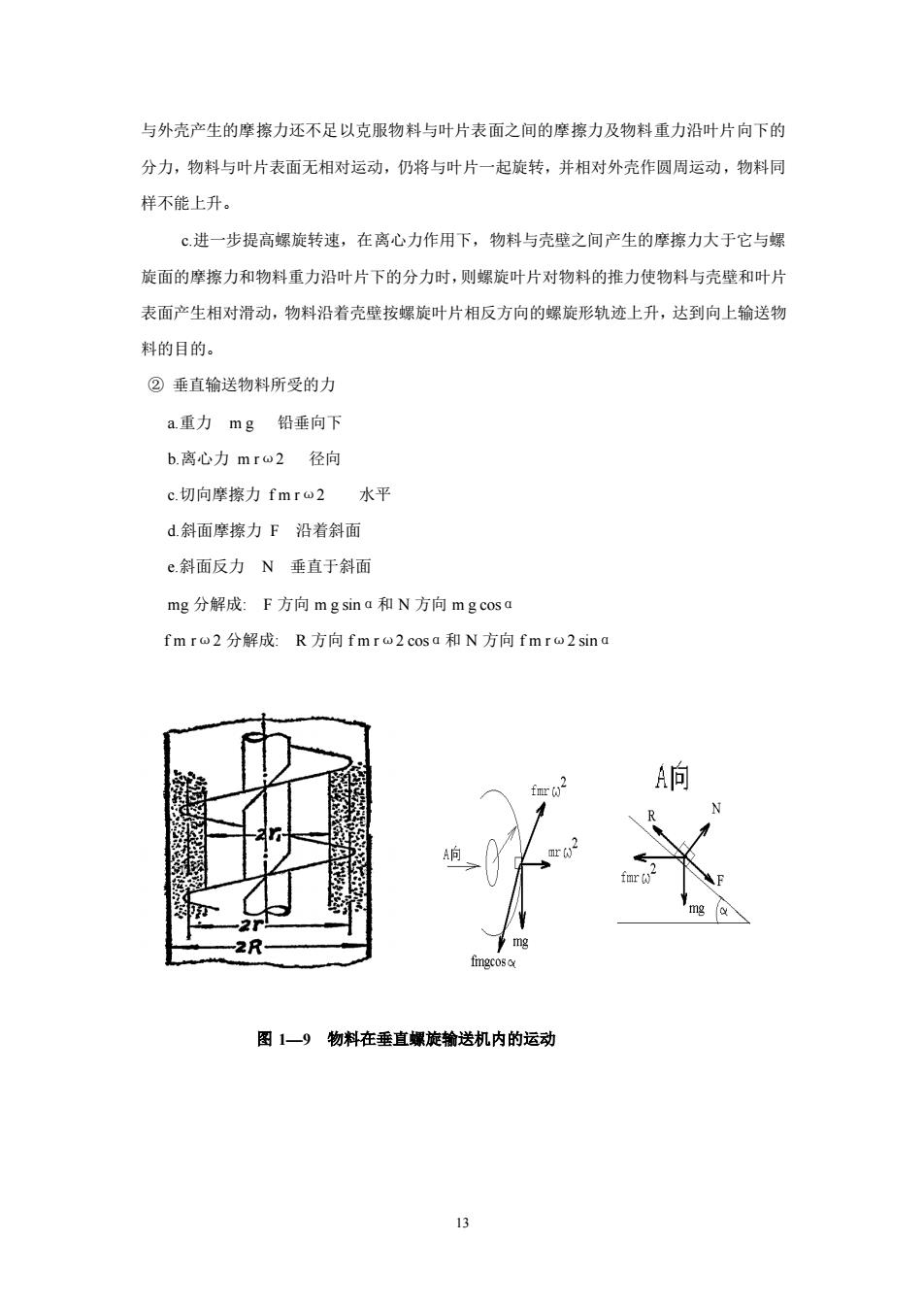
14 3、斗式提升机 功能:垂直提升粉粒体、小块状物料 特点:提升高度大,占地面积小,密封好 组成:由牵引带、料斗、张紧装置、机壳及装卸装置构成 料斗:有底、无底 牵引带:平皮带、链条 a)料斗疏散 a)料斗密接 1)斗式升运机外形 2)料斗布置形式 图 1-10 斗式提升机 图 1—11 料斗
14 3、斗式提升机 功能:垂直提升粉粒体、小块状物料 特点:提升高度大,占地面积小,密封好 组成:由牵引带、料斗、张紧装置、机壳及装卸装置构成 料斗:有底、无底 牵引带:平皮带、链条 a)料斗疏散 a)料斗密接 1)斗式升运机外形 2)料斗布置形式 图 1-10 斗式提升机 图 1—11 料斗
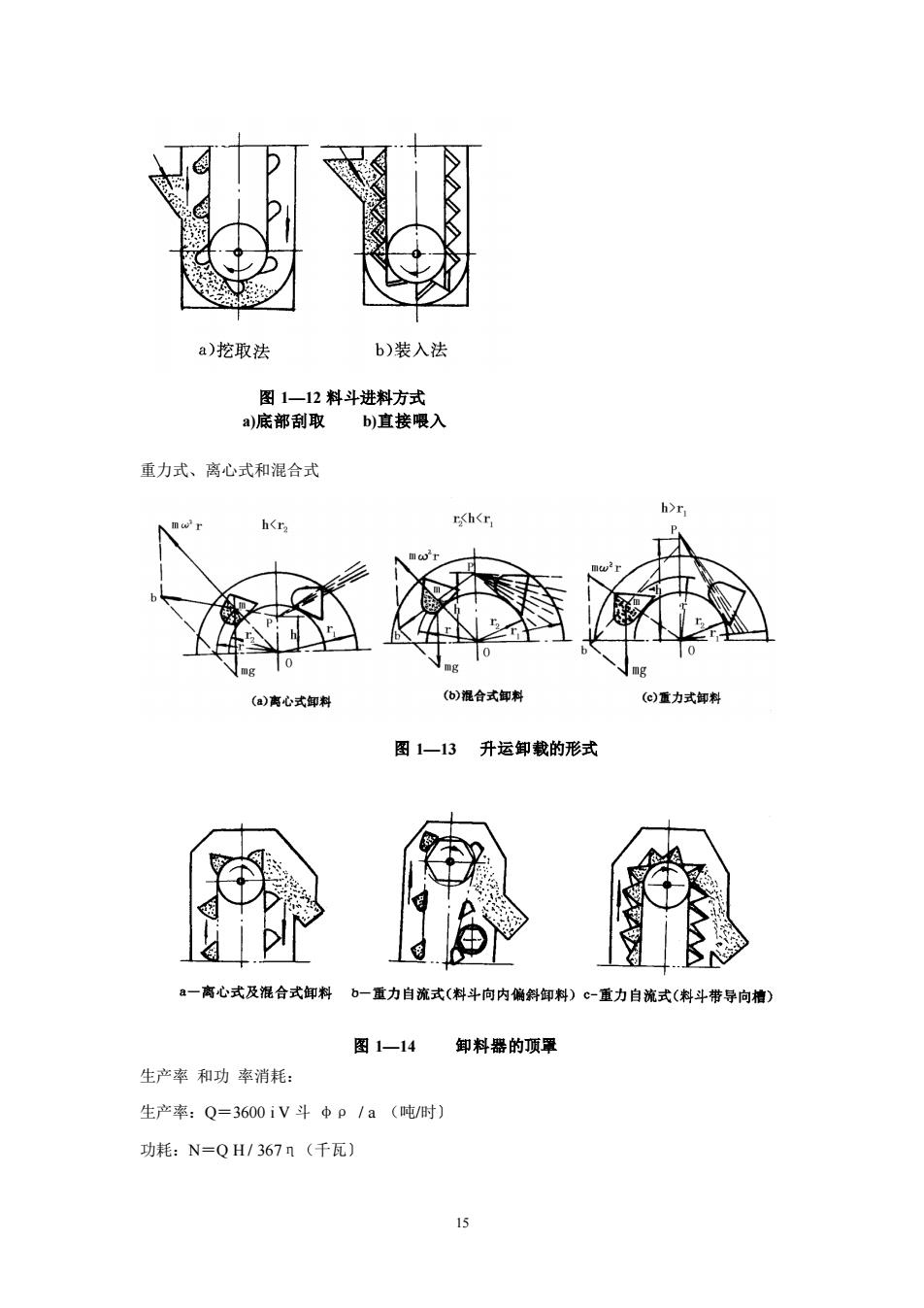
15 重力式、离心式和混合式 生产率 和功 率消耗: 生产率:Q=3600 i V 斗 φρ / a (吨/时〕 功耗:N=Q H / 367η(千瓦〕 图 1—12 料斗进料方式 a)底部刮取 b)直接喂入 图 1—13 升运卸载的形式 图 1—14 卸料器的顶罩
15 重力式、离心式和混合式 生产率 和功 率消耗: 生产率:Q=3600 i V 斗 φρ / a (吨/时〕 功耗:N=Q H / 367η(千瓦〕 图 1—12 料斗进料方式 a)底部刮取 b)直接喂入 图 1—13 升运卸载的形式 图 1—14 卸料器的顶罩