示器上很方便地观察金相图像,从而对金相图谱进行分析、评级等对图片进行 输出、打印。 电脑型金相显微镜(4XCE)配置为:1、金相显微镜2、适配镜3、摄像器 (CCD)4、A/D(图像采集)5、计算机。 而数码相机型金相显微镜(4XCZ:1、金相显微镜2、适配镜3、数码相机 (NIKON)。另外,其载物台的水平移动是靠纵向手轮和横向手轮来实现的,定 位更加准确。 图1-74型金相显微镜 图1-84CE金相显微镜 ()金相显微镜的使用方法及注意事项 金相显微镜是一种精密光学仪器,在使用时要求细心和谨慎,严格按照使 用规程进行操作。 A.金相显微镜的使用规程 a)将显微镜的光源插头接在低压(6一8)变压器上,接通电源。 b)根据放大倍数,选用所需的物镜和目镜,分别安装在物镜座上和目镜筒 内。旋动物镜转换器,使物镜进入光路井定位(可感觉到定位器定位)。 ©)将试样放在样品台中心,使观察面朝下并用弹簧片压住。 )转动粗调手轮先使镜筒上升,同时用眼观察,使物镜尽可能接近试祥表 面(但不得与之相碰),然后反向转动粗调手轮,使镜筒渐渐下降以调节 焦距。当视场亮度增强时,再改用微调手轮调节,直到物像最清晰为 止。 ©)适当调节孔径光栏和视场光栏以获得最佳质量的物像
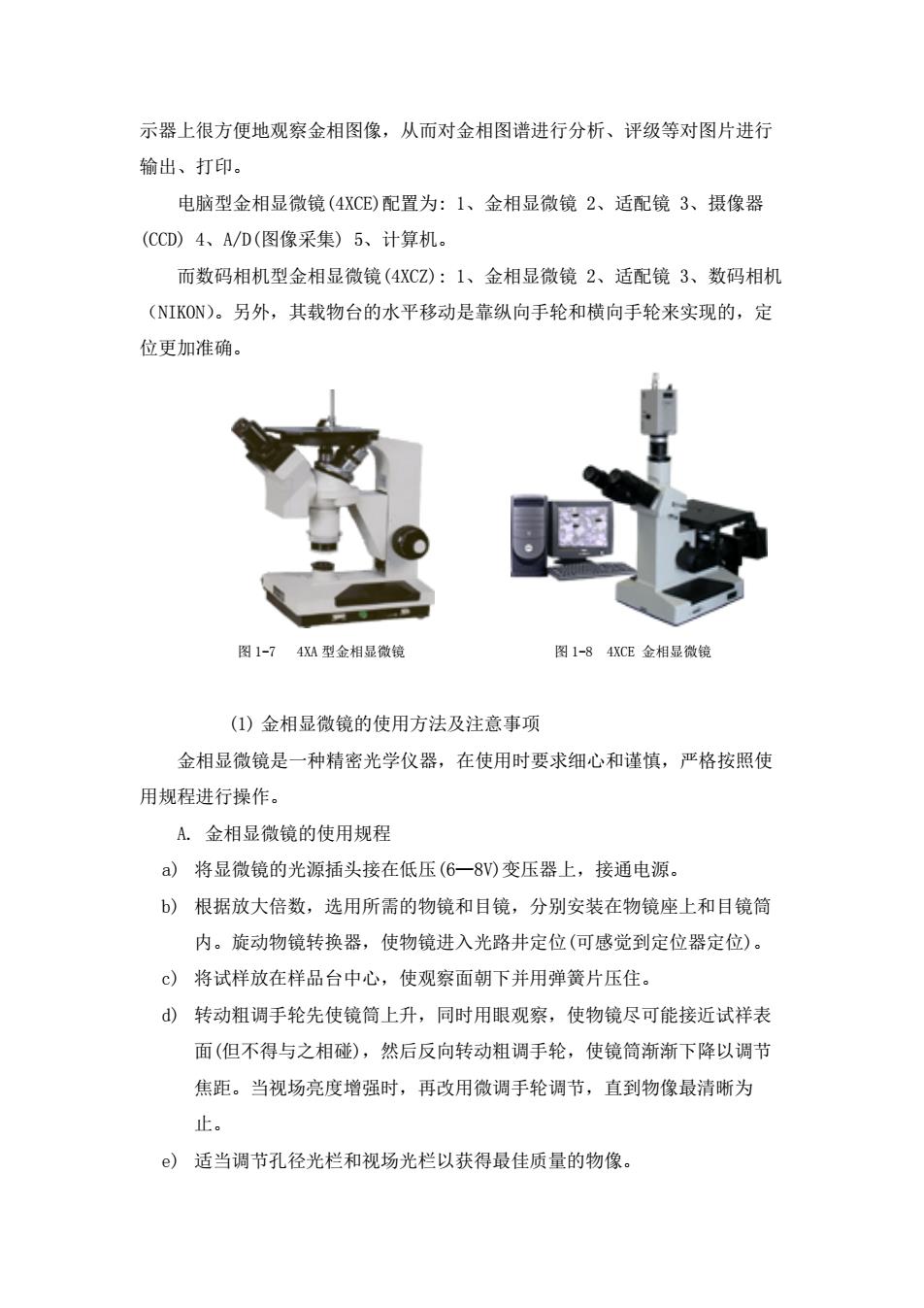
示器上很方便地观察金相图像,从而对金相图谱进行分析、评级等对图片进行 输出、打印。 电脑型金相显微镜(4XCE)配置为: 1、金相显微镜 2、适配镜 3、摄像器 (CCD) 4、A/D(图像采集) 5、计算机。 而数码相机型金相显微镜(4XCZ): 1、金相显微镜 2、适配镜 3、数码相机 (NIKON)。另外,其载物台的水平移动是靠纵向手轮和横向手轮来实现的,定 位更加准确。 图 1-7 4XA 型金相显微镜 图 1-8 4XCE 金相显微镜 (1) 金相显微镜的使用方法及注意事项 金相显微镜是一种精密光学仪器,在使用时要求细心和谨慎,严格按照使 用规程进行操作。 A. 金相显微镜的使用规程 a) 将显微镜的光源插头接在低压(6—8V)变压器上,接通电源。 b) 根据放大倍数,选用所需的物镜和目镜,分别安装在物镜座上和目镜筒 内。旋动物镜转换器,使物镜进入光路井定位(可感觉到定位器定位)。 c) 将试样放在样品台中心,使观察面朝下并用弹簧片压住。 d) 转动粗调手轮先使镜筒上升,同时用眼观察,使物镜尽可能接近试祥表 面(但不得与之相碰),然后反向转动粗调手轮,使镜筒渐渐下降以调节 焦距。当视场亮度增强时,再改用微调手轮调节,直到物像最清晰为 止。 e) 适当调节孔径光栏和视场光栏以获得最佳质量的物像

)若使用油浸系物镜,可在物镜前透镜上滴一些松柏油,也可将松柏油直 接滴在试样上:油镜头用后,应立即用棉花沾取二甲苯溶液擦净后用擦 镜纸擦干。 B.注意事项 )操作应细心,不能有粗暴和剧烈动作。严禁自行拆卸显微镜部件。 b)显微镜的镜头和试样表面不能用手直接触摸。若镜头中落入灰尘,可用 镜头纸或软毛刷轻轻擦试。 c)显微镜的照明灯泡必须接在6一8V变压器上,切勿直接插入220V电 源,以免烧毁灯泡。 )旋转粗调和微调手轮时,动作要慢,碰到故障应立即报告,不能强行用 力转动,以免损坏机件。 C.测微目镜的校正 在进行脱碳层深度检验、晶粒度评级及夹杂物定量分析等工作时,需要 用测微目镜对组成物的尺寸进行测量。测微目镜是在普通目镜光栏上(即初像焦 面上)装一个按0.1m或0.5m等分度的测微玻璃片。使用前,应用物镜测微尺 对其进行校正。物镜测微尺是刻有按0.01m分度的玻璃尺,尺的刻度全长 1m,具体校正方法如下: 将物镜测微尺作为被观察物体置于样品台上,刻度面朝物镜。用测微目 镜观察,并调节其旋钮,使物镜测微尺的若干刻度与测微目镜上若干刻度m 对齐,如图1-9所示。由于己知物镜测微尺每小格为0.01m,所以测微目镜中 每小格所量度的实际长度为: Q= X0.o1(mm) 在图1-9中,物镜测微尺上的10格(相当于0.01mm×10=0.1mm)与测 微目镜的50格对齐,所以测微目镜内每小格所量度的实际长度为: a-g8×0.01=0.0o2(mm) 若用测微目镜测量的组织组成物长度为N格,则它的实际长度为N× a(m)。应注意,校正后进行实际测量时,必须仍用校正时的物镜,若改用别的
f) 若使用油浸系物镜,可在物镜前透镜上滴一些松柏油,也可将松柏油直 接滴在试样上;油镜头用后,应立即用棉花沾取二甲苯溶液擦净后用擦 镜纸擦干。 B. 注意事项 a) 操作应细心,不能有粗暴和剧烈动作。严禁自行拆卸显微镜部件。 b) 显微镜的镜头和试样表面不能用手直接触摸。若镜头中落入灰尘,可用 镜头纸或软毛刷轻轻擦试。 c) 显微镜的照明灯泡必须接在 6—8V 变压器上,切勿直接插入 220V 电 源,以免烧毁灯泡。 d) 旋转粗调和微调手轮时,动作要慢,碰到故障应立即报告,不能强行用 力转动,以免损坏机件。 C. 测微目镜的校正 在进行脱碳层深度检验、晶粒度评级及夹杂物定量分析等工作时,需要 用测微目镜对组成物的尺寸进行测量。测微目镜是在普通目镜光栏上(即初像焦 面上)装一个按 0.1mm 或 0.5mm 等分度的测微玻璃片。使用前,应用物镜测微尺 对其进行校正。物镜测微尺是刻有按 0.01mm 分度的玻璃尺,尺的刻度全长 1mm,具体校正方法如下: 将物镜测微尺作为被观察物体置于样品台上,刻度面朝物镜。用测微目 镜观察,并调节其旋钮,使物镜测微尺的若干刻度 n 与测微目镜上若干刻度 m 对齐,如图 1-9 所示。由于已知物镜测微尺每小格为 0.01mm,所以测微目镜中 每小格所量度的实际长度为: 在图 1-9 中,物镜测微尺上的 10 格(相当于 0.01mm×10=0.1mm)与测 微目镜的 50 格对齐,所以测微目镜内每小格所量度的实际长度为: 若用测微目镜测量的组织组成物长度为 N 格,则它的实际长度为 N× a(mm)。应注意,校正后进行实际测量时,必须仍用校正时的物镜,若改用别的

物镜,又需重新校正。 物镜测徽尺 啡0 目镜测散尺 图1-9测微目镜刻度校正 第二章金属热处理 1、热处理原理 热处理在改善钢材性能,提高工件使用寿命方面起着重要的作用。例如汽 车后桥半轴,经热处理后其使用寿命大为提高,达数年之久。这是因为经过热 处理后,钢的内部组织发生了质的变化,从而引起了机械性能的改变,最后表 现出使用寿命的延长。 钢的热处理是利用钢在固态范围内的加热、保温和冷却,以改变其内部组 织,从而获得所需要的物理、化学、机械和工艺性能的一种操作。钢的热处理 基本操作有退火、正火、淬火、回火等。 热处理操作中,加热温度、保温时间和冷却方式是最重要的三个关键工 序,也称热处理三要素。正确选择这三种工艺参数,是热处理成功的基本保 证。Fe一Fe3C相图(图1一1)和C曲线是制定碳钢热处理工艺的重要依据。 (1)加热温度的选择钢的退火、正火、淬火加热温度根据Fe一Fe3C相 图确定。 ①退火加热温度一般亚共析钢加热至Ac3+(20一30)℃;共析钢和过共 析钢加热至Ac1+(20一30)℃(球化退火),目的是得到球状渗碳体,降低硬 度,改善高碳钢的切削性能。退火和正火加热温度范围选择见图1一2。 ②正火加热温度一般亚共析钢加热至Ac3+(30一50)℃:过共析钢加热 至Accm+(30一50)C,即加热到奥氏体单相区。 ③淬火加热温度一般亚共析钢加热至Ac3+(30一50)℃,淬火后的组织
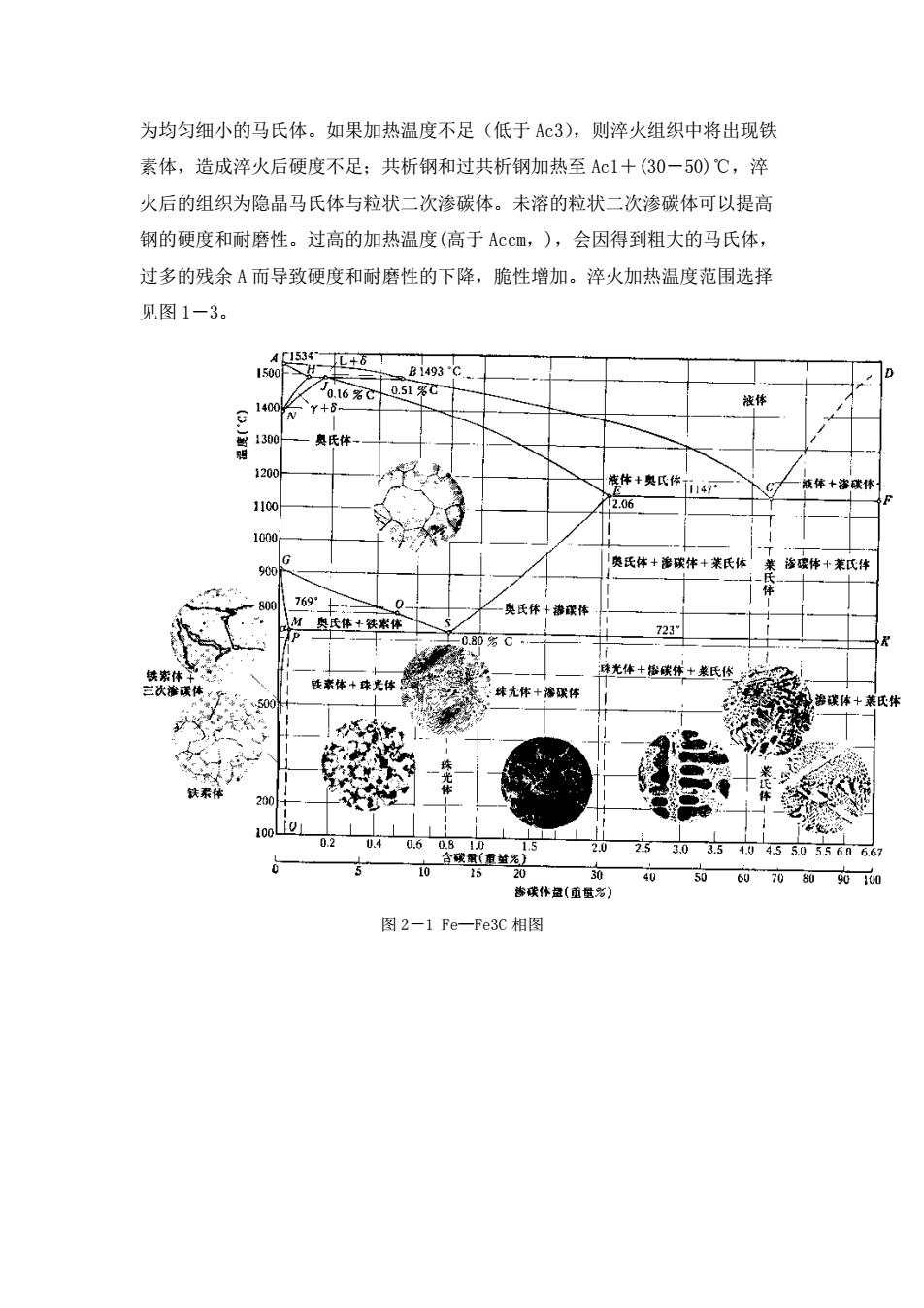
物镜,又需重新校正。 图 1-9 测微目镜刻度校正 第二章 金属热处理 1、热处理原理 热处理在改善钢材性能,提高工件使用寿命方面起着重要的作用。例如汽 车后桥半轴,经热处理后其使用寿命大为提高,达数年之久。这是因为经过热 处理后,钢的内部组织发生了质的变化,从而引起了机械性能的改变,最后表 现出使用寿命的延长。 钢的热处理是利用钢在固态范围内的加热、保温和冷却,以改变其内部组 织,从而获得所需要的物理、化学、机械和工艺性能的一种操作。钢的热处理 基本操作有退火、正火、淬火、回火等。 热处理操作中,加热温度、保温时间和冷却方式是最重要的三个关键工 序,也称热处理三要素。正确选择这三种工艺参数,是热处理成功的基本保 证。Fe—Fe3C 相图(图 1-1)和 C 曲线是制定碳钢热处理工艺的重要依据。 (1)加热温度的选择 钢的退火、正火、淬火加热温度根据 Fe—Fe3C 相 图确定。 ①退火加热温度 一般亚共析钢加热至 Ac3+(20-30)℃;共析钢和过共 析钢加热至 Ac1+(20-30)℃(球化退火),目的是得到球状渗碳体,降低硬 度,改善高碳钢的切削性能。退火和正火加热温度范围选择见图 1-2。 ②正火加热温度 一般亚共析钢加热至 Ac3+(30-50)℃;过共析钢加热 至 Accm+(30-50)℃,即加热到奥氏体单相区。 ③淬火加热温度 一般亚共析钢加热至 Ac3+(30-50)℃,淬火后的组织
为均匀细小的马氏体。如果加热温度不足(低于Ac3),则淬火组织中将出现铁 素体,造成淬火后硬度不足:共析钢和过共析钢加热至Ac1+(30一50)℃,淬 火后的组织为隐晶马氏体与粒状二次渗碳体。未溶的粒状二次渗碳体可以提高 钢的硬度和耐磨性。过高的加热温度(高于Accm,),会因得到粗大的马氏体, 过多的残余A而导致硬度和耐磨性的下降,脆性增加。淬火加热温度范围选择 见图1-3。 0.2 4.55055 66 60708090100 碳休盈(显名 图2-1Fe一Fe3C相图
为均匀细小的马氏体。如果加热温度不足(低于 Ac3),则淬火组织中将出现铁 素体,造成淬火后硬度不足;共析钢和过共析钢加热至 Ac1+(30-50)℃,淬 火后的组织为隐晶马氏体与粒状二次渗碳体。未溶的粒状二次渗碳体可以提高 钢的硬度和耐磨性。过高的加热温度(高于 Accm,),会因得到粗大的马氏体, 过多的残余 A 而导致硬度和耐磨性的下降,脆性增加。淬火加热温度范围选择 见图 1-3。 图 2-1 Fe—Fe3C 相图
1200 1100 1200 1000 完全退火 1100 A 正火 90 A+FeC 900 A+Fe,C 球化遇火 0.40.81.21.620 00.40.81.21.62.0 C C& 图2一2退火和正火的加热温度范围 图2-3淬火的加热温度范围 在各种热处理手册或材料手册中,都可查到各种钢的热处理温度。各种成 分碳钢的临界温度列于表2一1中。 表2-1碳钢的临界点 霸 临界点(℃) 钢号 Acl Ac3或Accm Ar1 Ar3 碳素结构钢 20 735 855 680 835 30 732 813 677 835 40 724 790 680 796 45 724 780 682 760 50 725 760 690 750 60 727 766 695 721 T7 730 770 700 743 730 700 T10 730 800 700 T12 730 820 700 T13 730 830 700 ④回火温度钢淬火后都要回火、 回火温度决定于最终所要求的组织和性 能(工厂中常常是根据硬度的要求)。按加热温度不同,回火可分为三类: 低温回火在150-250℃回火,所得组织为回火马氏体,硬度约为 RC57一60,其目的是降低淬火应力,减少钢的脆性并保持钢的高硬度。 一般用
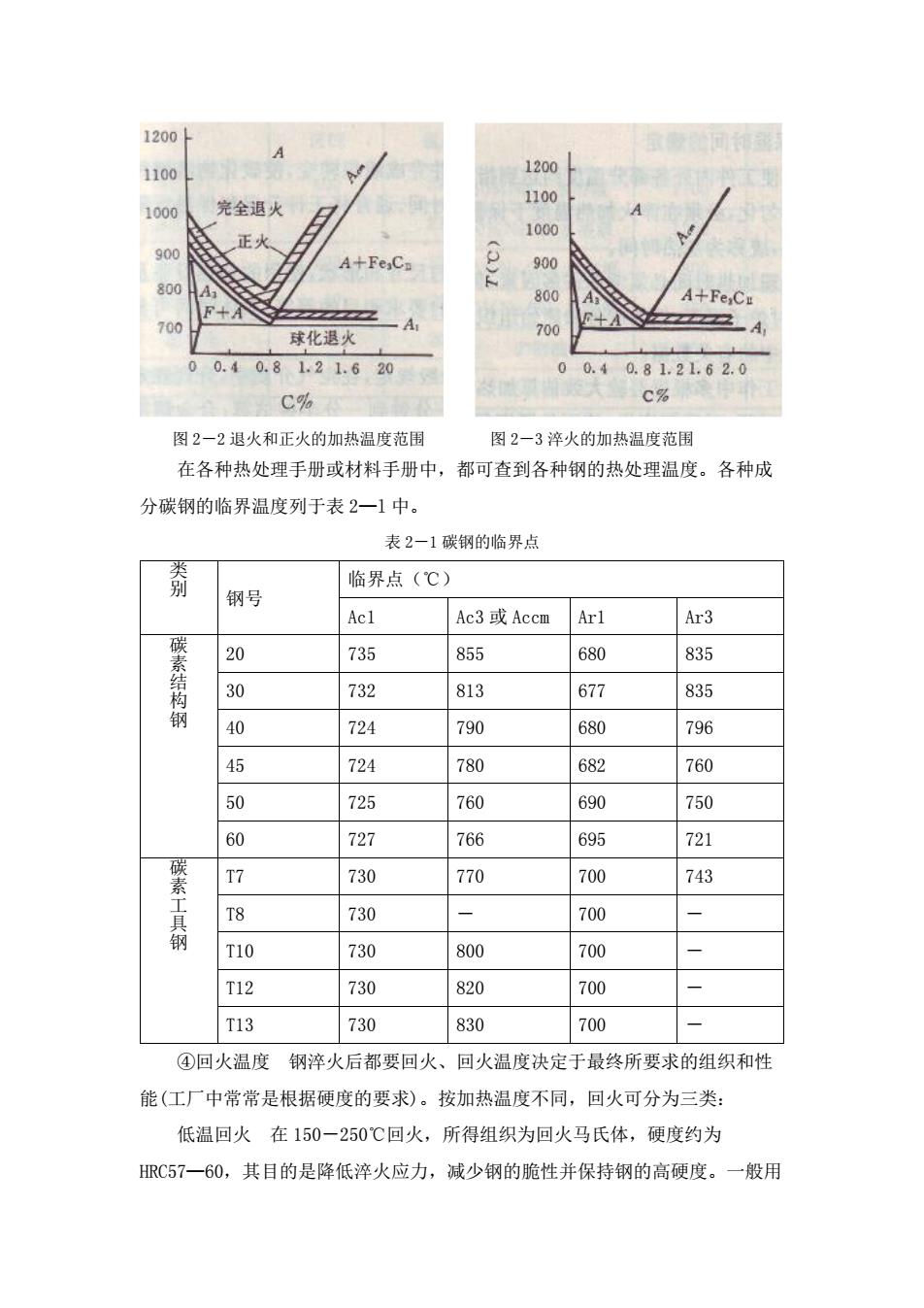
图 2-2 退火和正火的加热温度范围 图 2-3 淬火的加热温度范围 在各种热处理手册或材料手册中,都可查到各种钢的热处理温度。各种成 分碳钢的临界温度列于表 2—l 中。 表 2-1 碳钢的临界点 类 别 钢号 临界点(℃) Ac1 Ac3 或 Accm Ar1 Ar3 碳 素 结 构 钢 20 735 855 680 835 30 732 813 677 835 40 724 790 680 796 45 724 780 682 760 50 725 760 690 750 60 727 766 695 721 碳 素 工 具 钢 T7 730 770 700 743 T8 730 - 700 - T10 730 800 700 - T12 730 820 700 - T13 730 830 700 - ④回火温度 钢淬火后都要回火、回火温度决定于最终所要求的组织和性 能(工厂中常常是根据硬度的要求)。按加热温度不同,回火可分为三类: 低温回火 在 150-250℃回火,所得组织为回火马氏体,硬度约为 HRC57—60,其目的是降低淬火应力,减少钢的脆性并保持钢的高硬度。一般用