2.制品收缩 原因: ①拐角处圆弧半径过小; ②脱模剂用量太多; ③制品局部厚度过大; ④胶衣层厚度不均,后固化加热不均
2. 制品收缩 原因: ① 拐角处圆弧半径过小; ② 脱模剂用量太多; ③ 制品局部厚度过大; ④ 胶衣层厚度不均,后固化加热不均

3.制品翘曲和变形 原因: ① 固化剂用量过大 ②制品太薄; ③制品厚度不均匀或不对称, ④树脂集聚; ⑤脱模太早,树脂固化度不够; ⑥后处理过早或温度不均
3. 制品翘曲和变形 原因: ① 固化剂用量过大 ② 制品太薄; ③ 制品厚度不均匀或不对称; ④ 树脂集聚; ⑤ 脱模太早,树脂固化度不够; ⑥ 后处理过早或温度不均
>模具与辅助材料 模具基本要求 1. 符合制品尺寸、精度、外观要求 2.足够的刚度、强度、热稳定性 3. 较小的热容量,有效利用热能;与制品热膨胀系数 匹配 4.质量轻,便于搬运, 维护方便
1. 符合制品尺寸、精度、外观要求 2. 足够的刚度、强度、热稳定性 3. 较小的热容量,有效利用热能;与制品热膨胀系数 匹配 4. 质量轻,便于搬运,维护方便 一、模具基本要求 ➢模具与辅助材料
模具材料 ①木材;②石膏;③水泥;④石蜡; ⑤泡沫塑料 (不脱模内芯) ⑥ 可溶性盐 (AlPO4(60~70%)+NaC03 (30-40%) +NaB02(5~8%) ),80℃溶于水, ⑦低熔点金属58%Bi+42%Sn,熔点135℃, ⑧玻璃钢 ⑨ 金属:钢材、铸铝,不能用铜(铜盐可妨碍树脂固 化)
① 木材;② 石膏;③ 水泥;④ 石蜡; ⑤ 泡沫塑料(不脱模内芯); ⑥ 可溶性盐(AlPO4(60~70%)+NaCO3 (30~40%) + NaBO2 (5~8%) ),80℃溶于水; ⑦ 低熔点金属58%Bi+42%Sn,熔点135 ℃; ⑧ 玻璃钢 ⑨ 金属:钢材、铸铝,不能用铜(铜盐可妨碍树脂固 化) 二、模具材料
三、 模具结构形式 阴模(制品外表面光洁) 单模 阳模(制品内表面光洁) 对合模 制品双面光洁 拼装模(组合模) 大型模具,由小块模具拼装而成 阴模 敞口式对模 a.阴模示意图 b.阳模示意图 c.对模示意图 图12.5模具示意图
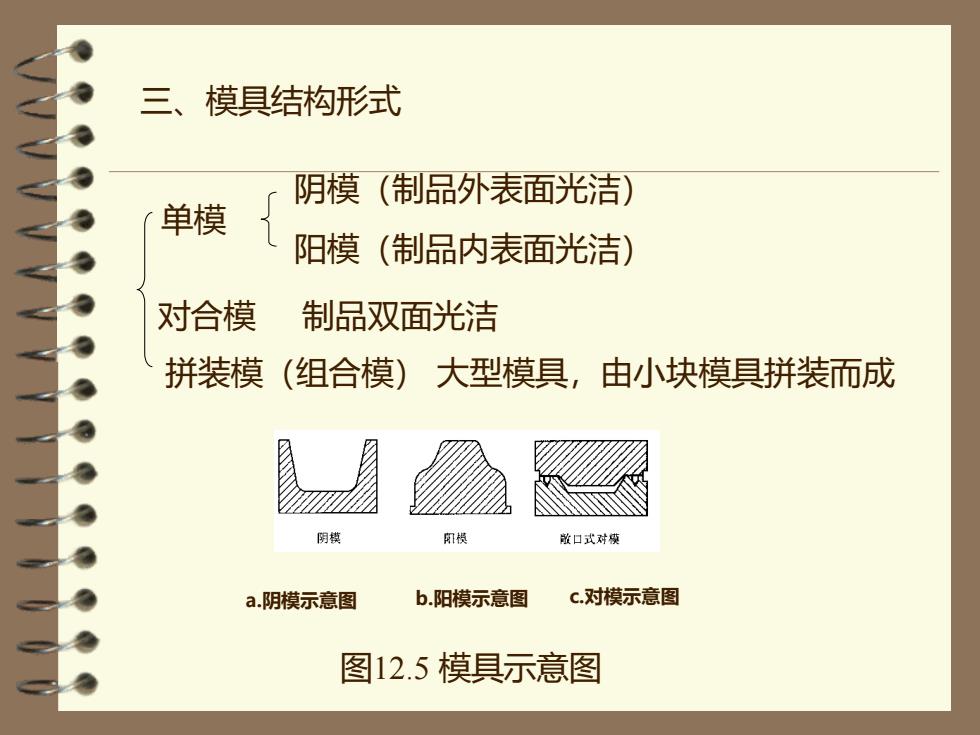
单模 三、模具结构形式 阴模(制品外表面光洁) 阳模(制品内表面光洁) 对合模 制品双面光洁 拼装模(组合模) 大型模具,由小块模具拼装而成 a.阴模示意图 b.阳模示意图 c.对模示意图 图12.5 模具示意图