四、辅助材料 油脂类: 硅酯、黄油、凡士林、石蜡 脱模剂 溶液类: 聚乙烯醇(乙醇水溶液) 薄膜类:PVC、PE、PA 不腐蚀模具,不影响树脂固化,对树脂粘附力小: 。脱模剂要求: 成膜时间短,成膜均匀、光滑; 使用温度高于树脂固化温度; 操作简便,使用安全,价格便宜
1. 脱模剂 四、辅助材料 油脂类:硅酯、黄油、凡士林、石蜡 溶液类:聚乙烯醇(乙醇水溶液) 薄膜类:PVC、PE、PA 脱模剂要求: 不腐蚀模具,不影响树脂固化,对树脂粘附力小; 成膜时间短,成膜均匀、光滑; 使用温度高于树脂固化温度; 操作简便,使用安全,价格便宜
2.隔离材料(保护复合材料不受污染): PVC、PA薄膜 3.透气材料、吸胶材料: 玻璃布、吸胶纸、 吸胶毡 4.真空袋材料:气球步、橡胶袋、尼龙薄膜 5.密封材料:胶条、胶带
2. 隔离材料(保护复合材料不受污染): PVC、PA薄膜 3. 透气材料、吸胶材料:玻璃布、吸胶纸、吸胶毡 4. 真空袋材料:气球步、橡胶袋、尼龙薄膜 5. 密封材料:胶条、胶带
12.2喷射成型 喷射成型是通过喷枪将短切纤维和雾化树脂同时喷射 到模具表面,经棍压、 固化制得复合材料制件的方法。 树脂+促进剂 树脂+引发剂 模具 图12.6喷射成型示意图
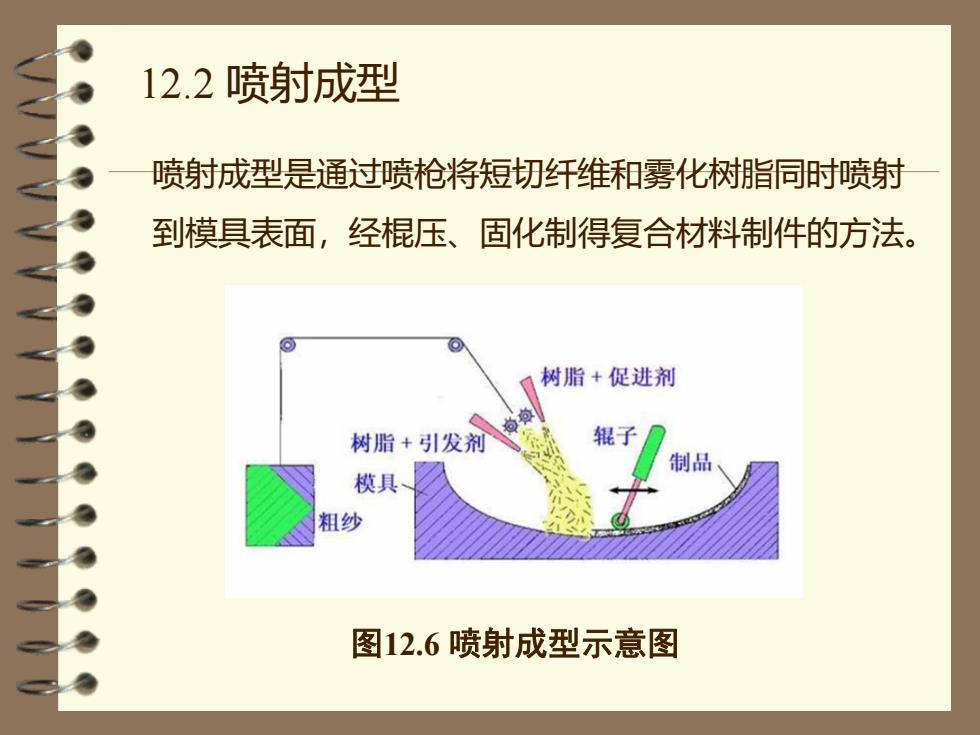
12.2 喷射成型 喷射成型是通过喷枪将短切纤维和雾化树脂同时喷射 到模具表面,经棍压、固化制得复合材料制件的方法。 图12.6 喷射成型示意图
脱模 玻璃纤维无捻粗纱 攫 聚酯树脂 加热 固化 引发剂 静态混合 切割喷枪 喷射成型 促进剂 图12.7喷射成型工艺流程图
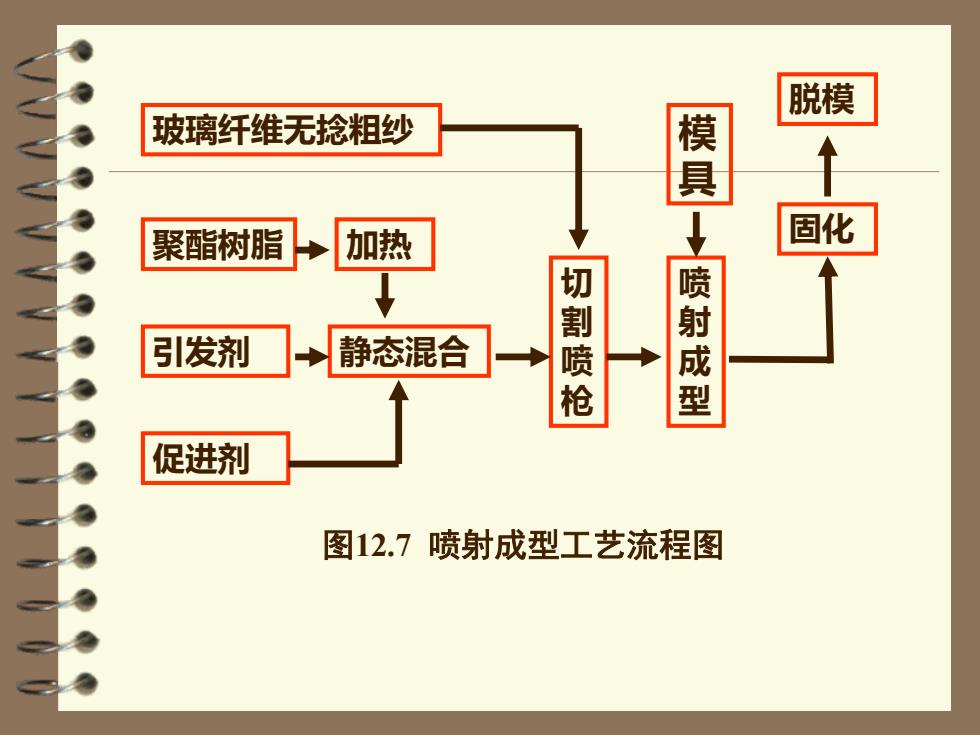
图12.7 喷射成型工艺流程图 玻璃纤维无捻粗纱 聚酯树脂 加热 引发剂 促进剂 静态混合 切 割 喷 枪 模 具 喷 射 成 型 固化 脱模
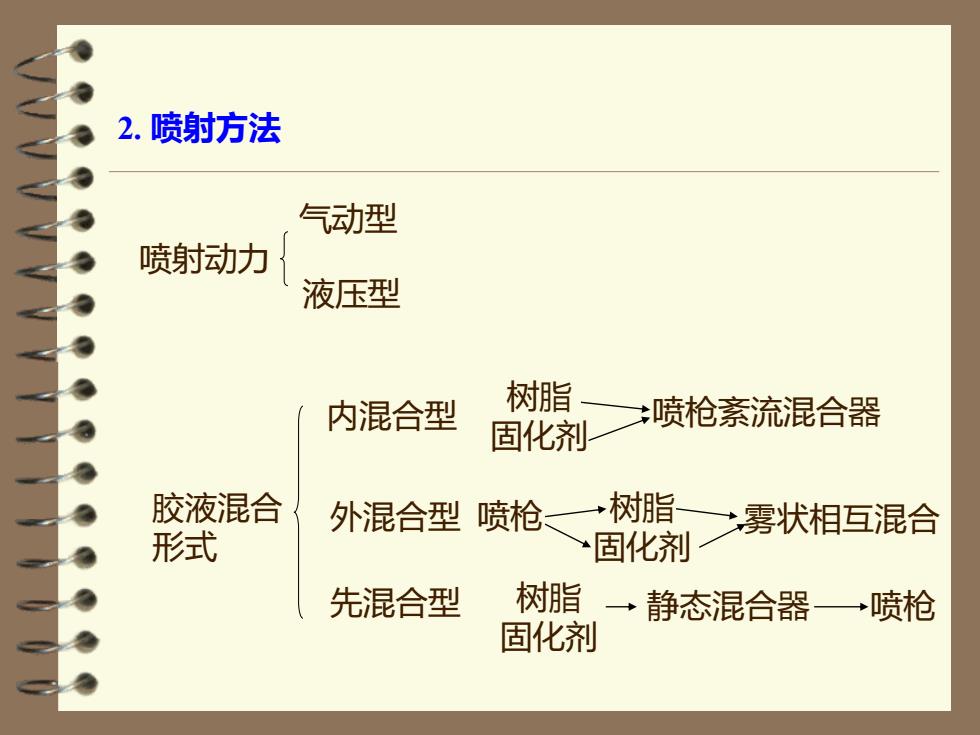
2.喷射方法 气动型 喷射动力 液压型 内混合型 树脂 喷枪紊流混合器 固化剂 胶液混合 外混合型 喷枪、一树脂 雾状相互混合 形式 固化剂 先混合型 树脂 → 静态混合器→喷枪 固化剂
2. 喷射方法 喷射动力 气动型 液压型 胶液混合 形式 先混合型 内混合型 树脂 固化剂 喷枪紊流混合器 外混合型 喷枪 树脂 固化剂 雾状相互混合 树脂 固化剂 静态混合器 喷枪