2.糊制 1)表面层(胶衣层、 富树脂层) 厚度:0.25~0.5mm,或300~500g/m2 涂刷(二遍,互相垂直):喷涂 表面毡(材料)
2. 糊制 1)表面层(胶衣层、富树脂层) 厚度:0.25~0.5mm,或300~500g/m2 涂刷(二遍,互相垂直):喷涂 表面毡(材料)
2) 增强层 材料:玻璃布或短切毡 对接(注意对接缝错开) 拼接 搭接 二次固化拼接(d心7mm,固化发热量太 大,制品易变形或分层) 弯角或凹凸处:玻布剪开,压平 特殊处理 直角:先填触变树脂,然后糊制 凸字:先用树脂浇注,然后糊制
2)增强层 材料:玻璃布或短切毡 拼接 对接(注意对接缝错开) 搭接 二次固化拼接(d≥7mm,固化发热量太 大,制品易变形或分层) 特殊处理 弯角或凹凸处:玻布剪开,压平 直角:先填触变树脂,然后糊制 凸字:先用树脂浇注,然后糊制
3. 固化(凝胶-定型-熟化) 常温固化:温度>15℃(25~30℃); 固化方式 湿度≤80%(15~30℃,8~24h) 加热固化:烘箱、固化炉、模具加热、红 外线加热 (60~80C,1~2h) 丙酮萃取法 固化度 硬度法(巴氏硬度) >15
3. 固化(凝胶-----定型-----熟化) 固化方式 常温固化:温度>15℃ (25~30℃); 湿度≤80% (15~30℃,8~24h) 加热固化:烘箱、固化炉、模具加热、红 外线加热 (60~80℃,1~2h) 固化度 丙酮萃取法 硬度法(巴氏硬度) >15
4.脱模:气脱、顶脱、水脱 5.后处理 修整:除去毛边、飞刺、修补表面及内部缺陷,钻孔 装配:机械连接、胶接 表面涂饰
4. 脱模:气脱、顶脱、水脱 5. 后处理 修整:除去毛边、飞刺、修补表面及内部缺陷,钻孔 装配:机械连接、胶接 表面涂饰
四、手糊制品缺陷及原因 1. 胶衣起皱、龟裂、 变色 ①胶衣层太薄;②固化剂不足;③气温太低, 起皱 ④胶衣层厚度不均;⑤胶衣层固化不足 离 龟裂 ①胶衣层太厚;②固化时热量过大: ③固化剂用量过多; ①固化剂用量过多;②胶衣流挂; 变色 ③颜色分离;④胶衣层厚度不均
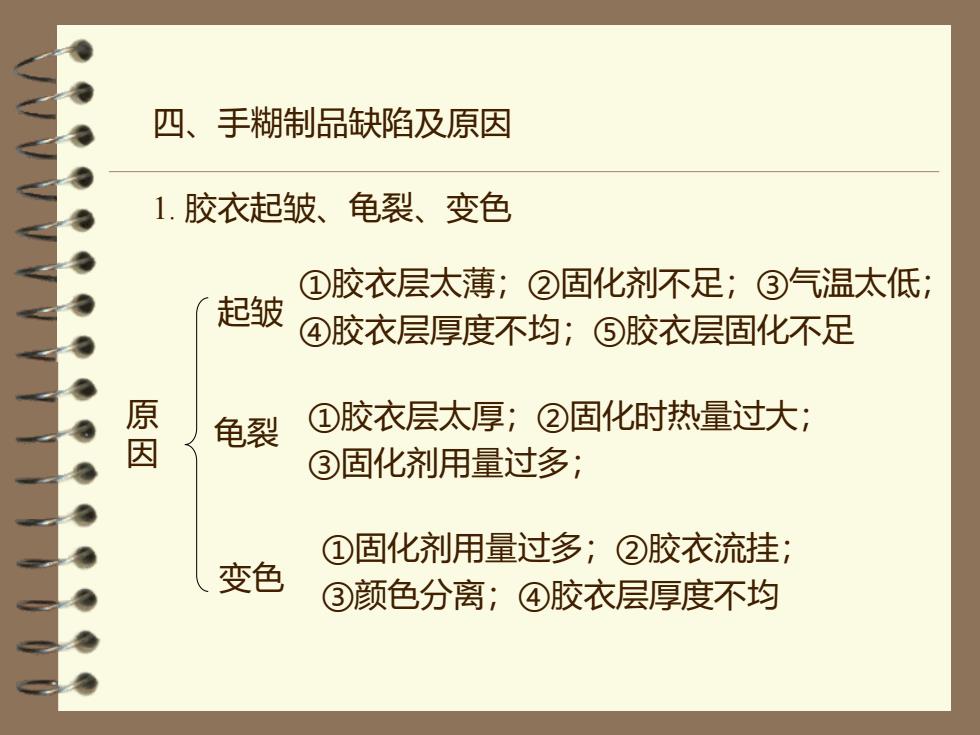
1. 胶衣起皱、龟裂、变色 四、手糊制品缺陷及原因 原 因 起皱 ①胶衣层太薄;②固化剂不足;③气温太低; ④胶衣层厚度不均;⑤胶衣层固化不足 龟裂 ①胶衣层太厚;②固化时热量过大; ③固化剂用量过多; 变色 ①固化剂用量过多;②胶衣流挂; ③颜色分离;④胶衣层厚度不均