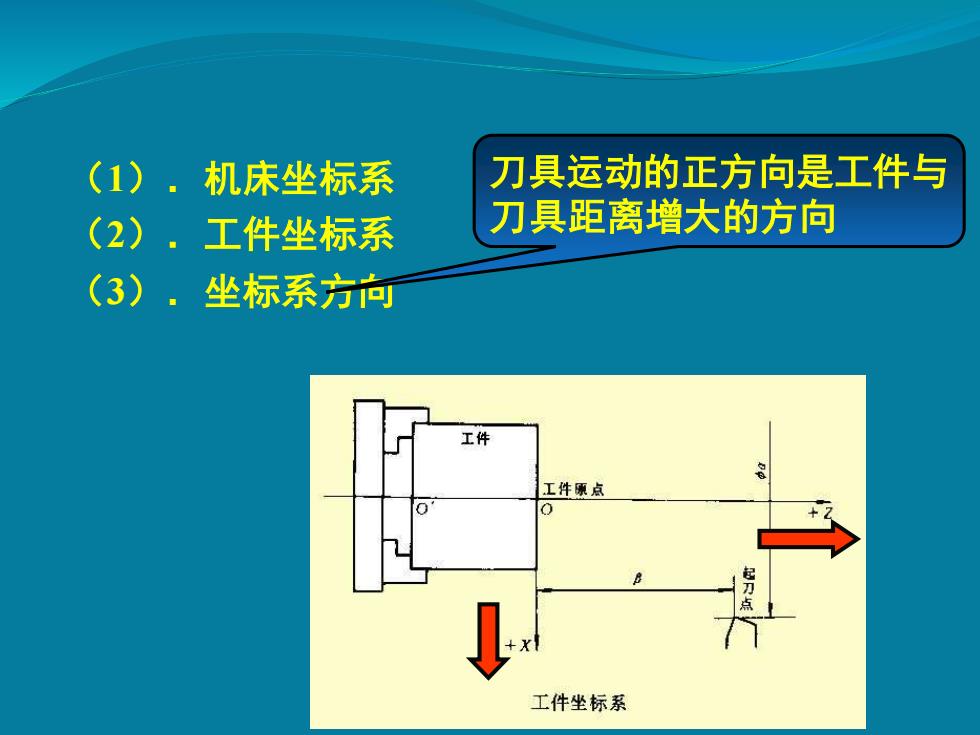
刀具运动的正方向是工件与(1):机床坐标系刀具距离增大的方向(2):工件坐标系(3):坐标系方向工件工件原点O工件坐标系
(3).坐标系方向 (2).工件坐标系 刀具运动的正方向是工件与 刀具距离增大的方向 (1).机床坐标系
车床机床原点、参考点、工件原点工件原点xIPWZ2Xa 刀架后置式b刀架前置式说明:由于车削加工是围绕主轴中心前后对称的,因此无论是前置还是后置式的,X轴指向前后对编程来说并无多大差别。为适应笛卡尔坐标习惯,编程绘图时按后置式的方式进行表示
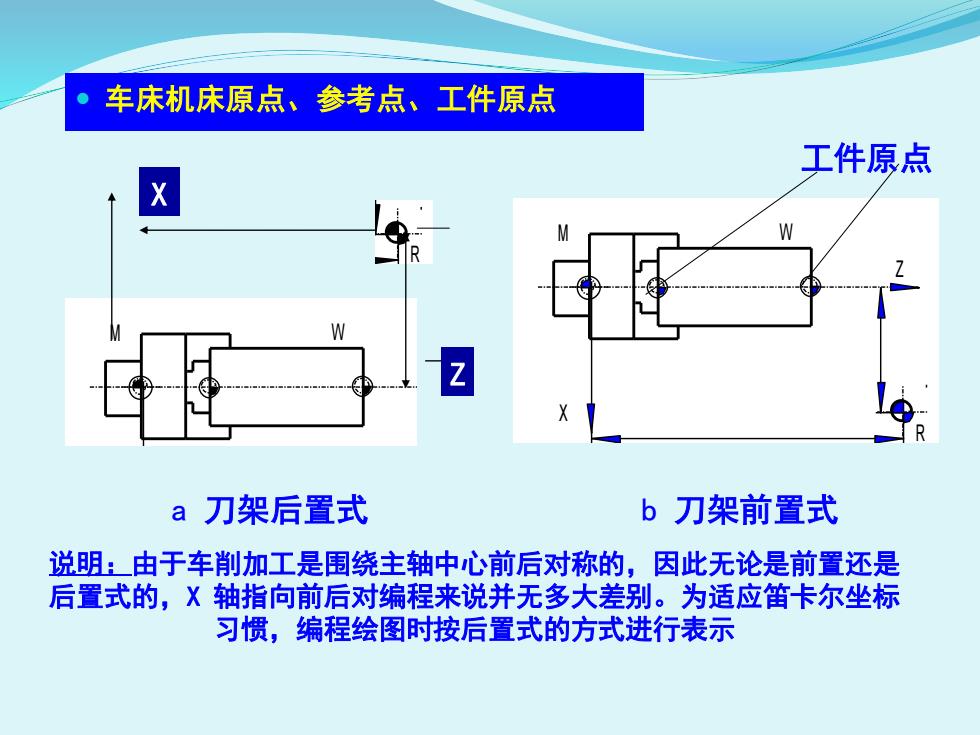
车床机床原点、参考点、工件原点 X M W 参 考 点 定 位 开 关 X Z X Z X Y Z M R W Z 机 床 原 点 参 考 点 程 序 原 点 M W P 工 件 原 点 R R a 刀架后置式 b 刀架前置式 工件原点 说明:由于车削加工是围绕主轴中心前后对称的,因此无论是前置还是 后置式的,X 轴指向前后对编程来说并无多大差别。为适应笛卡尔坐标 习惯,编程绘图时按后置式的方式进行表示 X M W 参 考 点 定 位 开 关 X Z X Z X Y Z M R W Z 机 床 原 点 参 考 点 程 序 原 点 M W P 工 件 原 点 R R X M W 参 考 点 定 位 开 关 X Z X Z X Y Z M R W Z 机 床 原 点 参 考 点 程 序 原 点 M W P 工 件 原 点 R R Z X
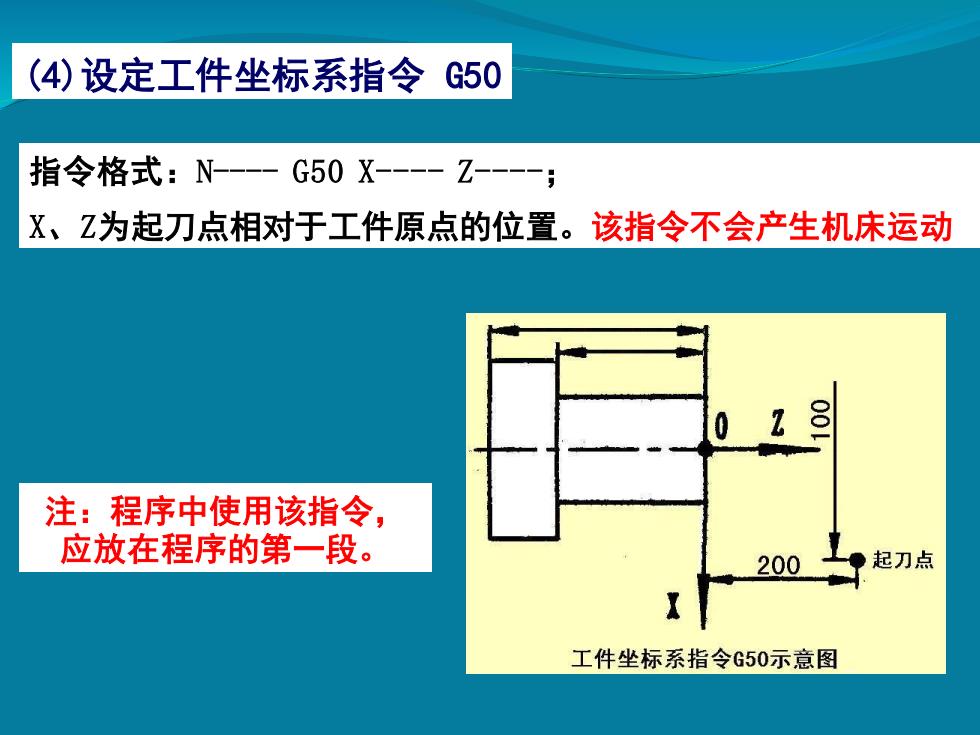
(4)设定工件坐标系指令G50指令格式:N---G50X-X、Z为起刀点相对于工件原点的位置。该指令不会产生机床运动1-注:程序中使用该指令,应放在程序的第一段。起刀点200工件坐标系指令G50示意图
指令格式:N- G50 X- Z-; X、Z为起刀点相对于工件原点的位置。该指令不会产生机床运动 注:程序中使用该指令, 应放在程序的第一段。 (4)设定工件坐标系指令 G50
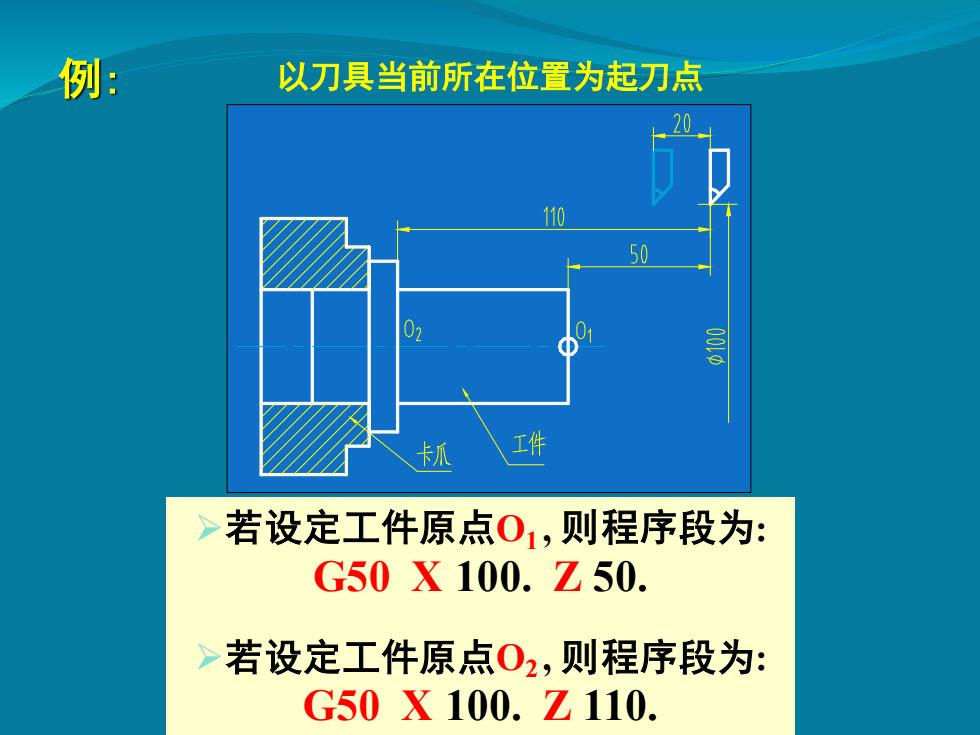
例:以刀具当前所在位置为起刀点110工件卡爪若设定工件原点O.则程序段为G50 X 100. Z 50.若设定工件原点02,则程序段为:G50 X 100. Z 110
例: ➢若设定工件原点O1 , 则程序段为: G50 X 100. Z 50. ➢若设定工件原点O2 , 则程序段为: G50 X 100. Z 110. 以刀具当前所在位置为起刀点
执行G50指令时,是通过刀具当前所在位置(刀具起始点)来设定工件坐标系的。若起刀点位置向左移动20mm,则执行上述指令时,结果怎样呢?10D工件卡爪G50设置的工件原点是随刀具当前位置(起始位置)的变化而变化的
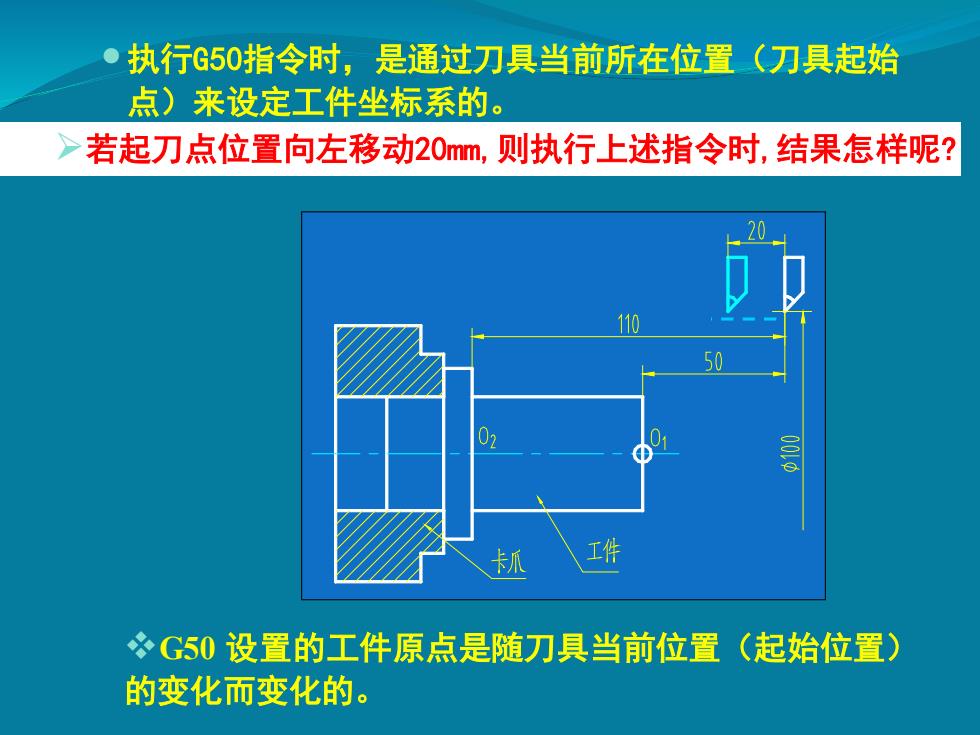
执行G50指令时,是通过刀具当前所在位置(刀具起始 点)来设定工件坐标系的。 ❖G50 设置的工件原点是随刀具当前位置(起始位置) 的变化而变化的。 ➢若起刀点位置向左移动20mm,则执行上述指令时,结果怎样呢?