2.1程序组成数控程序由若干程序段组成
数控程序由若干程序段组成 2.1 程序组成
02587程序名.N10G50 X100 Z100 ;设定坐标系,换刀点N20T0101 (T11);一换粗车刀T1.N30M03S500G99F0.10;主轴转速、转向、进给量.N32 G00 X50 Zo;车右端面N35 Go1 Xo;加工起点N40G00X28.5 Z1.0;N50M98P2000;加工外轮廊开始余量为3.5mm的加工.N60G01X25.5Z1.0;一余量为3mmoN65M98P2000;oN70G01X25Z1.0S400F0.05;---精车变速变进给量,余量为0.5mmRNW75M98 P2000;N100G00 X100Z100;一返回换刀点N110换切刀T3T0303(T33);eZ-34切断功能N120G00X32;N130N140G01XO;X32;N150一返回换刀点N160G00X100 Z100;(N170T0101(T11);?N180G00X100Z100;取消刀补操作!!!)主轴停转N190M05 ;N200M30;程序结束o
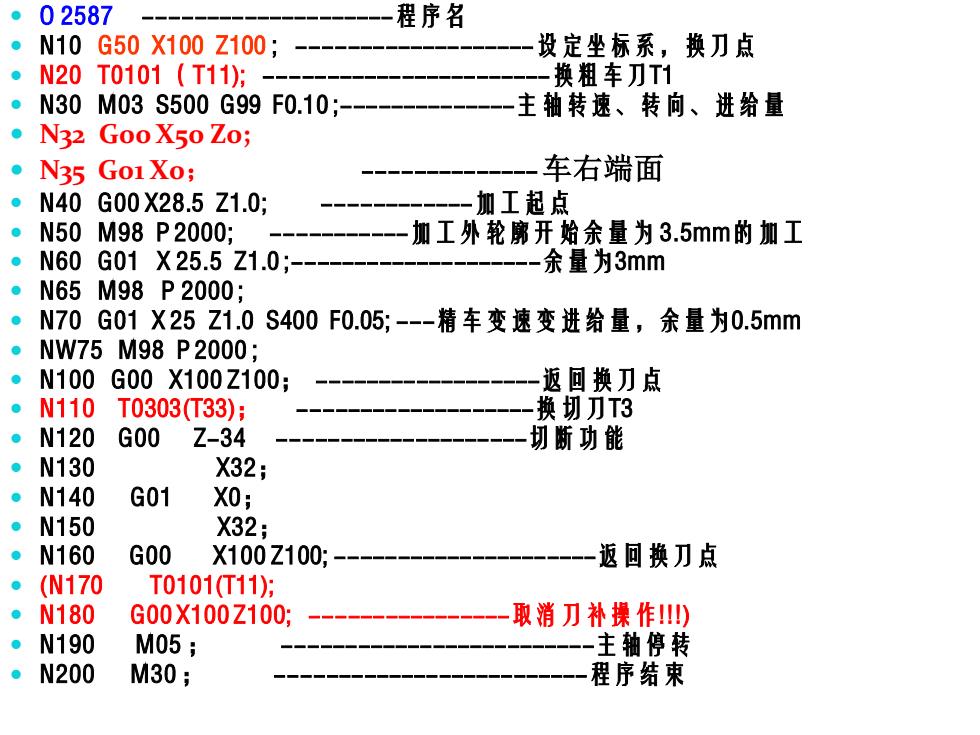
O 2587 -程序名 N10 G50 X100 Z100 ; -设定坐标系,换刀点 N20 T0101 (T11); -换粗车刀T1 N30 M03 S500 G99 F0.10 ;-主轴转速、转向、进给量 N32 G00 X50 Z0; N35 G01 X0; -车右端面 N40 G00 X28.5 Z1.0; -加工起点 N50 M98 P 2000; -加工外轮廓开始余量为3.5mm的加工 N60 G01 X 25.5 Z1.0 ;-余量为3mm N65 M98 P 2000 ; N70 G01 X 25 Z1.0 S400 F0.05; -精车变速变进给量,余量为0.5mm NW75 M98 P 2000 ; N100 G00 X100 Z100; -返回换刀点 N110 T0303(T33); -换切刀T3 N120 G00 Z-34 -切断功能 N130 X32; N140 G01 X0; N150 X32; N160 G00 X100 Z100; -返回换刀点 (N170 T0101(T11); N180 G00 X100 Z100; -取消刀补操作!!!) N190 M05 ; -主轴停转 N200 M30 ; -程序结束
2.2、数控车床程序格式N**G**X(U)±**Z(W)±**I**K**(R**)F**S**T**M**;尺寸功能进给功能主轴功能准备功能刀具功能程序顺序号辅助功能程序段结束符号
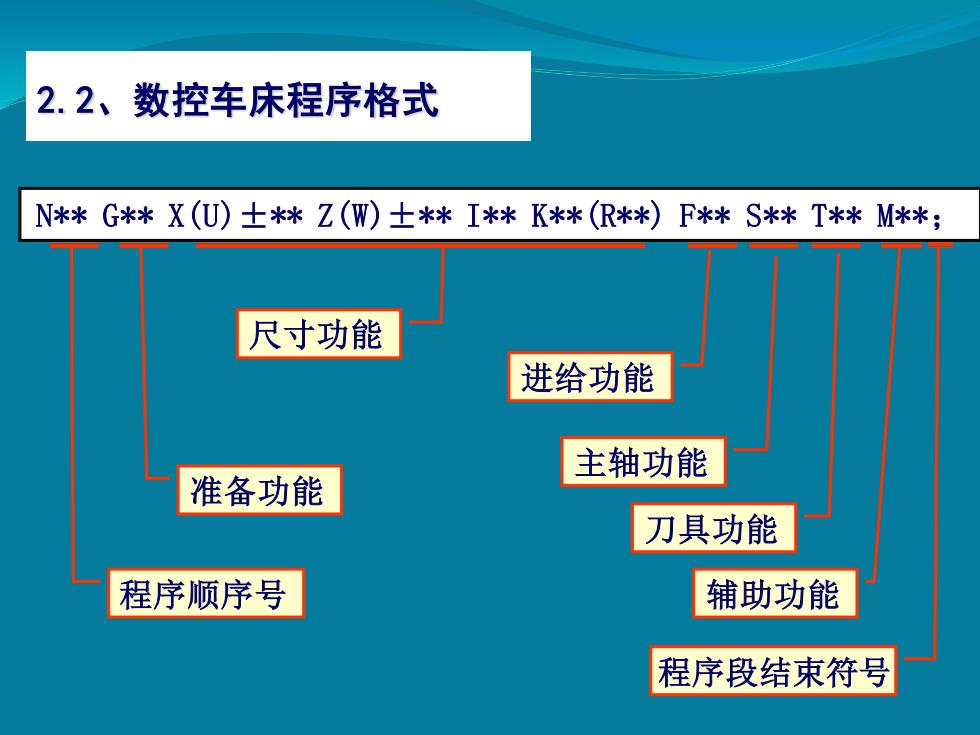
2.2、数控车床程序格式 N** G** X(U)±** Z(W)±** I** K**(R**) F** S** T** M**; 程序段结束符号 辅助功能 尺寸功能 刀具功能 主轴功能 进给功能 准备功能 程序顺序号
2.3数控加工坐标系统用来确定工件坐标系的基(1):机床坐标系本坐标系。是机床上固有(2):工件坐标系的坐标系,并设有固定的坐标原点。立式数控铣床坐标系
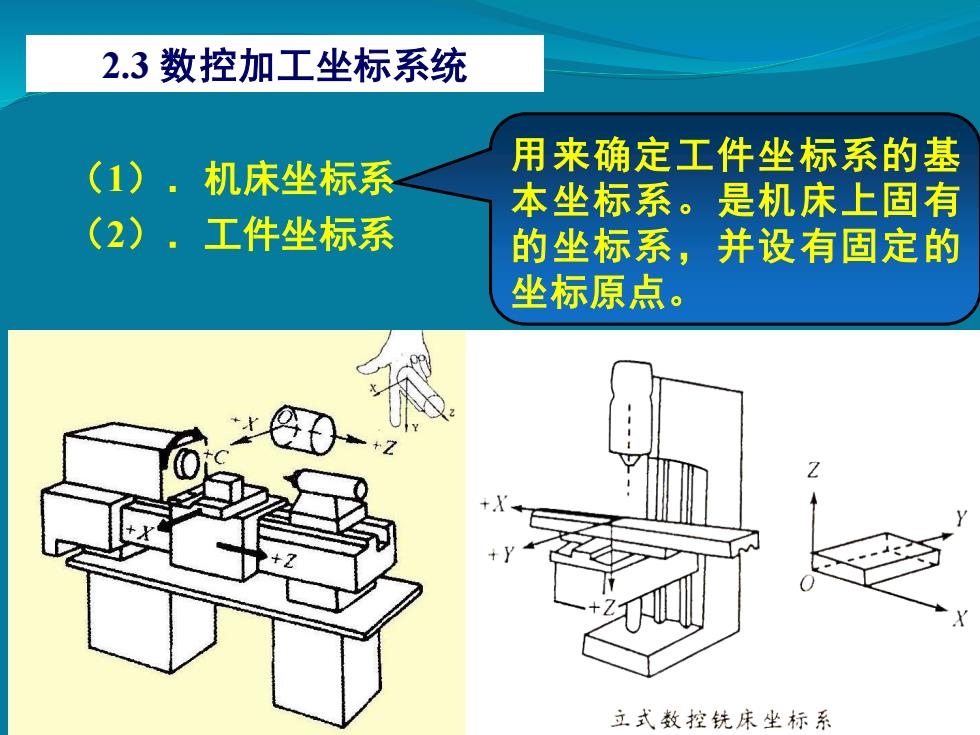
(2).工件坐标系 用来确定工件坐标系的基 本坐标系。是机床上固有 的坐标系,并设有固定的 坐标原点。 (1).机床坐标系 2.3 数控加工坐标系统
编程人员在编程时使用的(1):机床坐标系以工件图纸上的某一固定点(2):工件坐标系为原点,所建立的一个新的坐标系。工件般通过对刀工件原点+2获得工件坐标系。3+x1工件坐标系
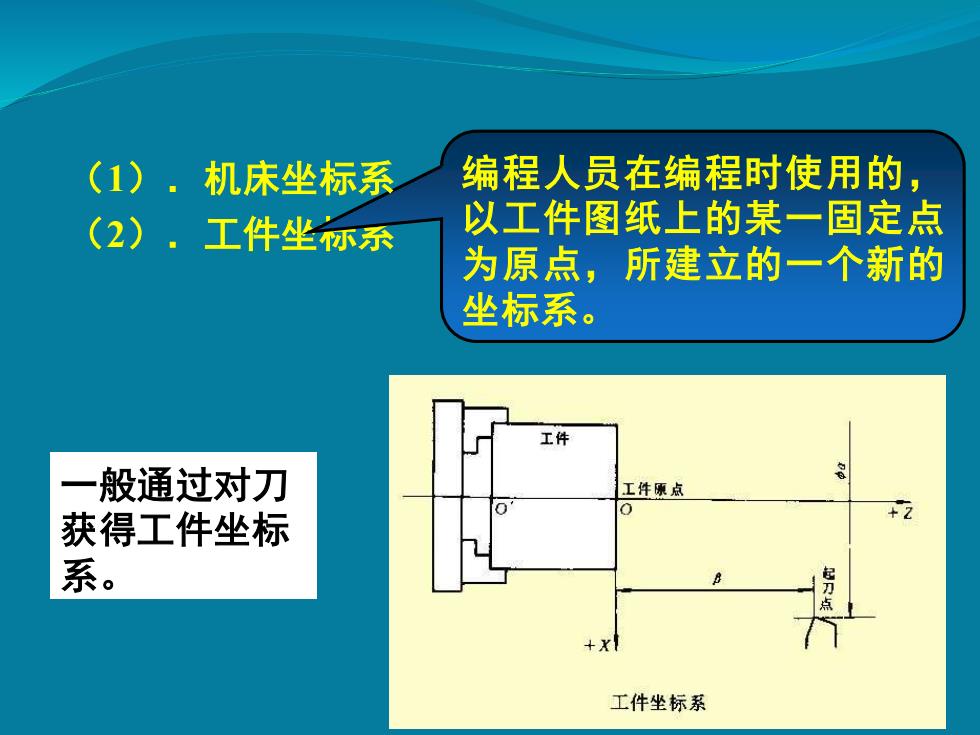
(2).工件坐标系 编程人员在编程时使用的, 以工件图纸上的某一固定点 为原点,所建立的一个新的 坐标系。 (1).机床坐标系 一般通过对刀 获得工件坐标 系