园上业红宠 A B C D 工作状态 非工作状态 10 图8-14名作业者工作状况
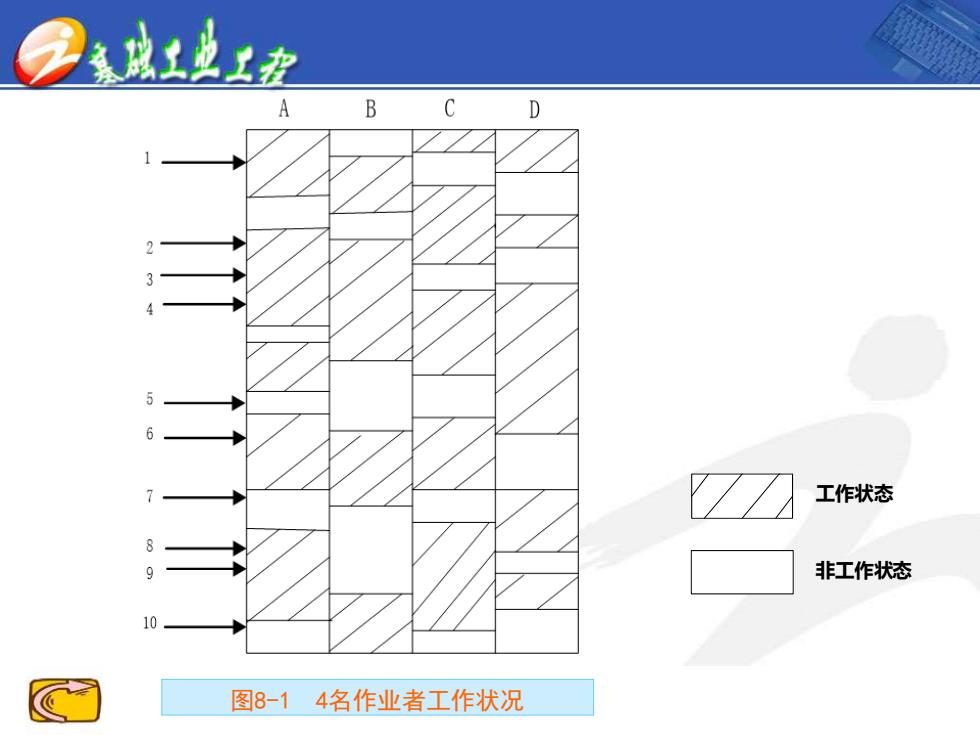
工作状态 非工作状态 图8-1 4名作业者工作状况
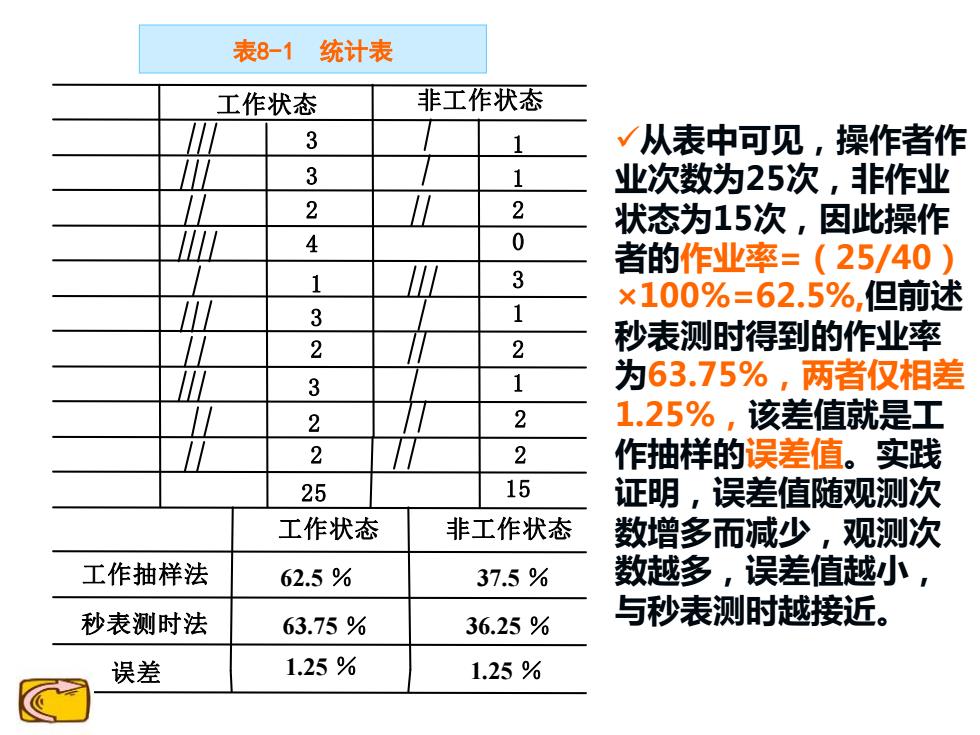
表8-1 统计表 工作状态 非工作状态 3 1 √从表中可见,操作者作 3 1 业次数为25次,非作业 2 2 状态为15次,因此操作 M 4 0 者的作业率=(25/40) / 1 3 I ×100%=62.5%,但前述 3 1 2 2 秒表测时得到的作业率 3 1 为63.75%,两者仅相差 2 2 1.25%,该差值就是工 2 2 作抽样的误差值。实践 25 15 证明,误差值随观测次 工作状态 非工作状态 数增多而减少,观测次 工作抽样法 62.5% 37.5% 数越多,误差值越小, 秒表测时法 63.75% 36.25% 与秒表测时越接近。 误差 1.25% 1.25%
工作状态 非工作状态 3 3 2 4 1 3 2 3 2 2 1 1 2 0 3 1 2 1 2 2 25 15 工作状态 非工作状态 工作抽样法 秒表测时法 误差 62.5 % 37.5 % 63.75 % 36.25 % 1.25 % 1.25 % 表8-1 统计表 ✓从表中可见,操作者作 业次数为25次,非作业 状态为15次,因此操作 者的作业率=(25/40) ×100%=62.5%,但前述 秒表测时得到的作业率 为63.75%,两者仅相差 1.25%,该差值就是工 作抽样的误差值。实践 证明,误差值随观测次 数增多而减少,观测次 数越多,误差值越小, 与秒表测时越接近
一工作抽持的特拉 口与秒表时间研究相比,工作抽样具有测定效率高、经济 性好、方法简便、易于掌握、测量精度高等特点,能满足 使用要求,并能适用于多种作业。 表8-2工作抽样法的特点 项目 工作抽样 秒表时间研究 测定方法 对观测对象的状态进行瞬时观测 对观测对像的状态进行连续测定 测定工具 目视 秒表或计时器 观测者的 疲劳程度 不太疲劳 相当疲劳,观测者必须专心 观测对象 1名观测者可以观测多名对象; 1名观测者只能观测1名对象: 可以同时观测作业者和设备 同时观测作业者和设备有困难 观测时间 根据观测目的可自由决定 实际上难以在很长时间观测 观测结果 得到的是工作率 直接得到时间值
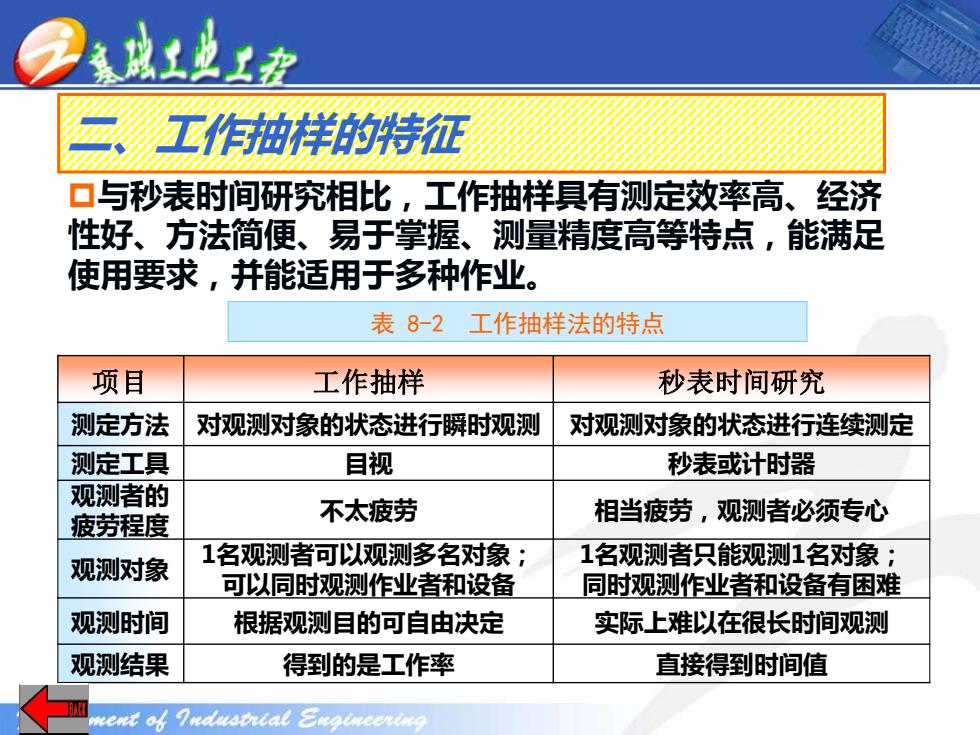
二、工作抽样的特征 项目 工作抽样 秒表时间研究 测定方法 对观测对象的状态进行瞬时观测 对观测对象的状态进行连续测定 测定工具 目视 秒表或计时器 观测者的 疲劳程度 不太疲劳 相当疲劳,观测者必须专心 观测对象 1名观测者可以观测多名对象; 可以同时观测作业者和设备 1名观测者只能观测1名对象; 同时观测作业者和设备有困难 观测时间 根据观测目的可自由决定 实际上难以在很长时间观测 观测结果 得到的是工作率 直接得到时间值 表 8-2 工作抽样法的特点 与秒表时间研究相比,工作抽样具有测定效率高、经济 性好、方法简便、易于掌握、测量精度高等特点,能满足 使用要求,并能适用于多种作业
江作抽样的用途 ▣工作抽样法是对作业直接进行观测的时间研究方法,最 适合于对周期长、重复性较低的作业进行测定。 口作业改善。测定操作者或机器的空闲时间占总时间的比 率,以及工作时间占总时间的比率。求出空闲比率后,再 对其空闲部分的时间构成细分成项目,加以观测记录,利 用各种分析技巧查找原因,谋求作业改善,使作业负荷合 理化。 工作比率= 工作次数 ×100%空闲比率= 空闲次数 ×100% 总观测次数 总观测次数 undamemt of udustrial Engincertng
三、工作抽样的用途 工作抽样法是对作业直接进行观测的时间研究方法,最 适合于对周期长、重复性较低的作业进行测定。 作业改善。测定操作者或机器的空闲时间占总时间的比 率,以及工作时间占总时间的比率。求出空闲比率后,再 对其空闲部分的时间构成细分成项目,加以观测记录,利 用各种分析技巧查找原因,谋求作业改善,使作业负荷合 理化。 = 100% 空闲次数 空闲比率 总观测次数 = 100% 工作次数 工作比率 总观测次数
口设备管理改善。研究机器(设备)的开动情况,查找 机器开动率低的原因,对每一台机器可能出现的原因进 行抽样调查,通过分析了解哪类机器会出现哪类原因, 停止多长时间,对重要原因采取相应对策,有计划的对 机器进行保护,改进其生产能力。 口为制定标准时间,确定宽放率。利用工作抽样可以很 容易的制定除疲劳宽放以外的宽放时间标准,这样和秒 表测时法、预定时间标准化(PTS法)等结合来制定标 准时间。 每件产品标准时间= 观测总时间 生产总数量 ×作业率×评比率×I+宽放率) Fundament of udustrial Engineentng
设备管理改善。研究机器(设备)的开动情况,查找 机器开动率低的原因,对每一台机器可能出现的原因进 行抽样调查,通过分析了解哪类机器会出现哪类原因, 停止多长时间,对重要原因采取相应对策,有计划的对 机器进行保护,改进其生产能力。 为制定标准时间,确定宽放率。利用工作抽样可以很 容易的制定除疲劳宽放以外的宽放时间标准,这样和秒 表测时法、预定时间标准化(PTS法)等结合来制定标 准时间。 = +1 观测总时间 每件产品标准时间 作业率 评比率( 宽放率) 生产总数量