数控车编程 代码 G代码 其他代码 主页 目录 上一页 下一页 后退 退出
数控车编程 代 码 G代码 其他代码
数控车编程 G代码 ●G00快速定位 ●G72横向粗车复循环 ●G01直线插补 ●G73仿形车削复循环 ●G02顺圆插补 ●G74端面切槽循还 ●G03逆圆插补 ●G75径向切槽循环 ●G04暂停 ●G76螺纹加工循环 ●G32螺纹切削 ●G90内外圆车削单循环 ●G70精加工循环 ●G94端面切削单循环 ●G71纵向粗车复循环 ●G92螺纹切削单循环 主页。 目录 上一页 下一页 后退 退出
数控车编程 G代码 ⚫ G00快速定位 ⚫ G01直线插补 ⚫ G02顺圆插补 ⚫ G03逆圆插补 ⚫ G04暂停 ⚫ G32螺纹切削 ⚫ G70精加工循环 ⚫ G71纵向粗车复循环 ⚫ G72横向粗车复循环 ⚫ G73仿形车削复循环 ⚫ G74端面切槽循环 ⚫ G75径向切槽循环 ⚫ G76螺纹加工循环 ⚫ G90内外圆车削单循环 ⚫ G94端面切削单循环 ⚫ G92螺纹切削单循环
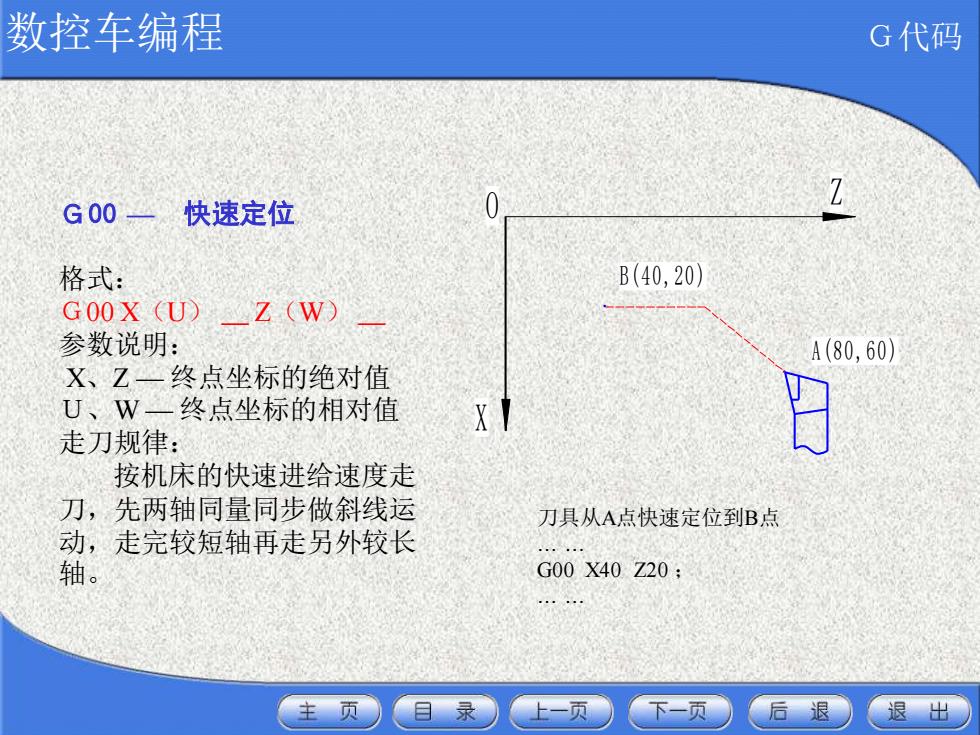
数控车编程 G代码 G00一快速定位 0 格式: B(40,20) GOOX (U Z (W) 参数说明: A(80,60) X、Z一终点坐标的绝对值 U、W—终点坐标的相对值 X 走刀规律: 按机床的快速进给速度走 刀,先两轴同量同步做斜线运 刀具从A点快速定位到B点 动,走完较短轴再走另外较长 轴。 G00X40Z20: . 主 页 目录 一页 下一页 后退 退出
数控车编程 G代码 G00 — 快速定位 格式: G00 X(U) _ Z(W) _ 参数说明: X、Z — 终点坐标的绝对值 U、W — 终点坐标的相对值 走刀规律: 按机床的快速进给速度走 刀,先两轴同量同步做斜线运 动,走完较短轴再走另外较长 轴。 Z O X A(80,60 ) B(40,20 ) 刀具从A点快速定位到B点 . . G00 X40 Z20 ; .

数控车编程 G代码 0 G01一直线插补 B(40,20) 格式:G01X(U)Z(W)F A(80,60) 参数说明: X、Z一终点坐标的绝对值 X U、W一终点坐标的相对值 F一进给速度 刀具由A点沿直线切削到B点 G01X40Z20F0.1 主页 目录 上一页 下一页 后退 退出
数控车编程 G代码 G01—直线插补 格式:G01 X(U)_Z(W)_F_ 参数说明: X、Z — 终点坐标的绝对值 U、W — 终点坐标的相对值 F — 进给速度 O X B(40,20) A(80,60) Z 刀具由A点沿直线切削到B点 . G01 X40 Z20 F0.1
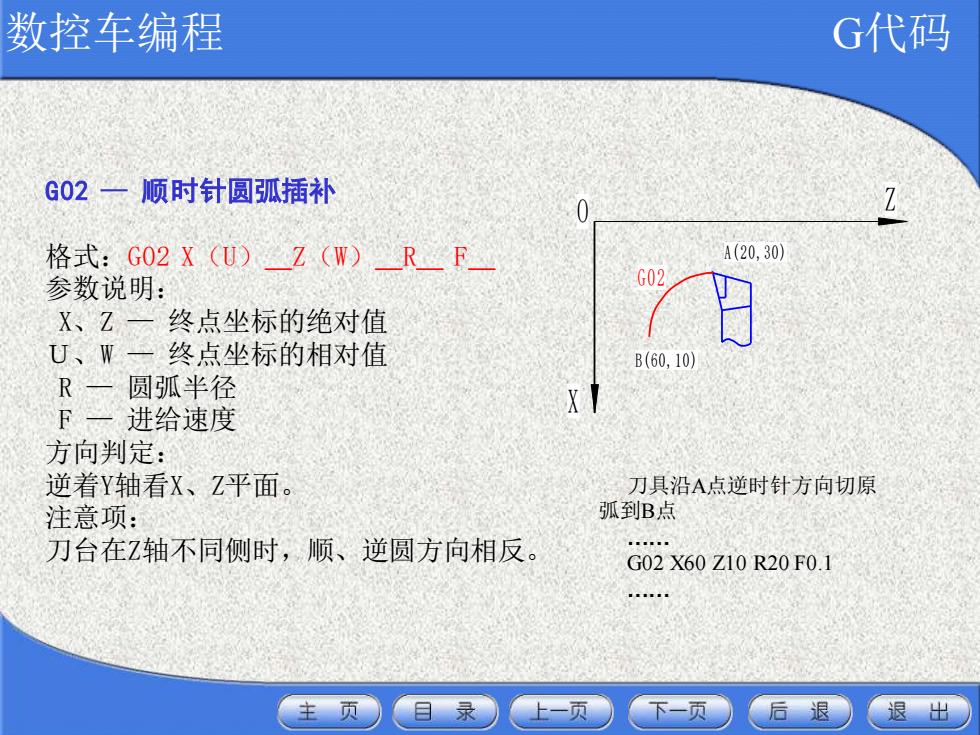
数控车编程 G代码 G02一顺时针圆孤插补 格式:G02X(U)Z(W)RF A(20,30) 参数说明: G02 X、Z一终点坐标的绝对值 U、W一终点坐标的相对值 B(60,10) R—圆弧半径 F— 进给速度 方向判定: 逆着Y轴看X、Z平面。 刀具沿A点逆时针方向切原 注意项: 弧到B点 刀台在Z轴不同侧时,顺、逆圆方向相反。 G02X60Z10R20F0.1 目录 一页 一页 后退 退出
数控车编程 G代码 G02 — 顺时针圆弧插补 格式:G02 X(U)_Z(W)_R_ F_ 参数说明: X、Z — 终点坐标的绝对值 U、W — 终点坐标的相对值 R — 圆弧半径 F — 进给速度 方向判定: 逆着Y轴看X、Z平面。 注意项: 刀台在Z轴不同侧时,顺、逆圆方向相反。 O X Z A( 20,30) B(60, 10) G02 刀具沿A点逆时针方向切原 弧到B点 . G02 X60 Z10 R20 F0.1