
工艺程序图的绘制原理 引入原料 引入 引入原料 (或零件) 物件 杂 (或零件 ④ 局部装配或加工 ③ 局部装配或加工 ② 局部装配或加工 ① 在零件上完成系列作业 石西子大学 SHIHEZI UNIVERSITY
▪ 工艺程序图的绘制原理 引入原料 (或零件) 引入 物件 引入 物件 引入原料 (或零件) 局 部 装 配 或 加 工 局 部 装 配 或 加 工 局 部 装 配 或 加 工 在 零 件 上 完 成 系 列 作 业 ④ ③ ② ①
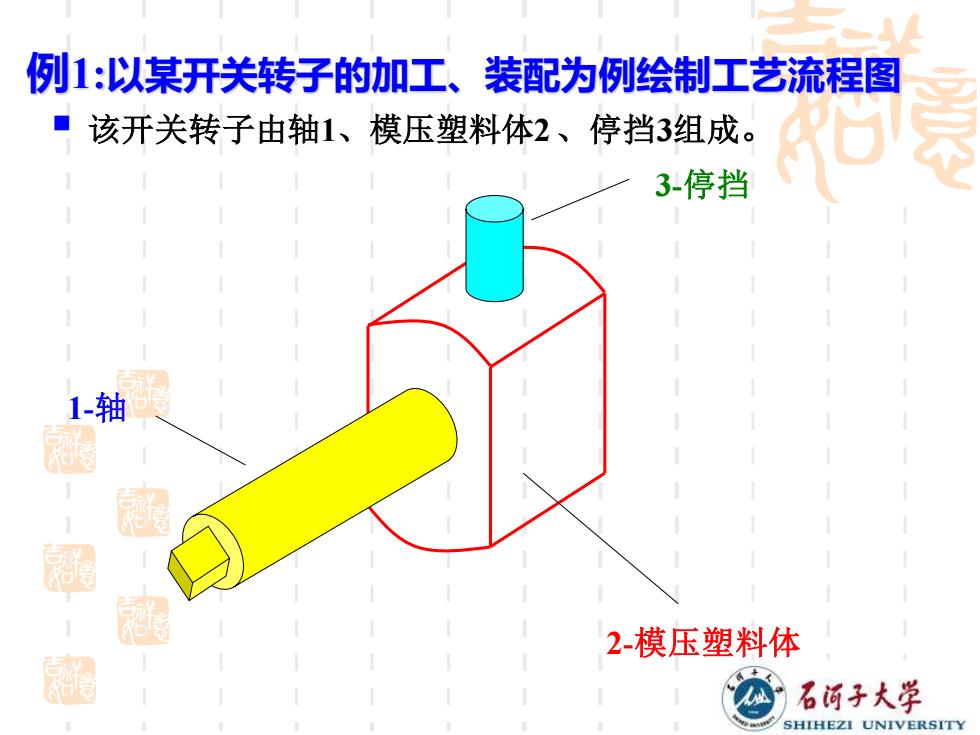
例1:以某开关转子的加工、装配为例绘制工艺流程图 ■ 该开关转子由轴1、模压塑料体2、停挡3组成。 3-停挡 1轴 2-模压塑料体 石西子大学 SHIHEZI UNIVERSITY
例1:以某开关转子的加工、装配为例绘制工艺流程图 ▪ 该开关转子由轴1、模压塑料体2 、停挡3组成。 2-模压塑料体 1-轴 3-停挡
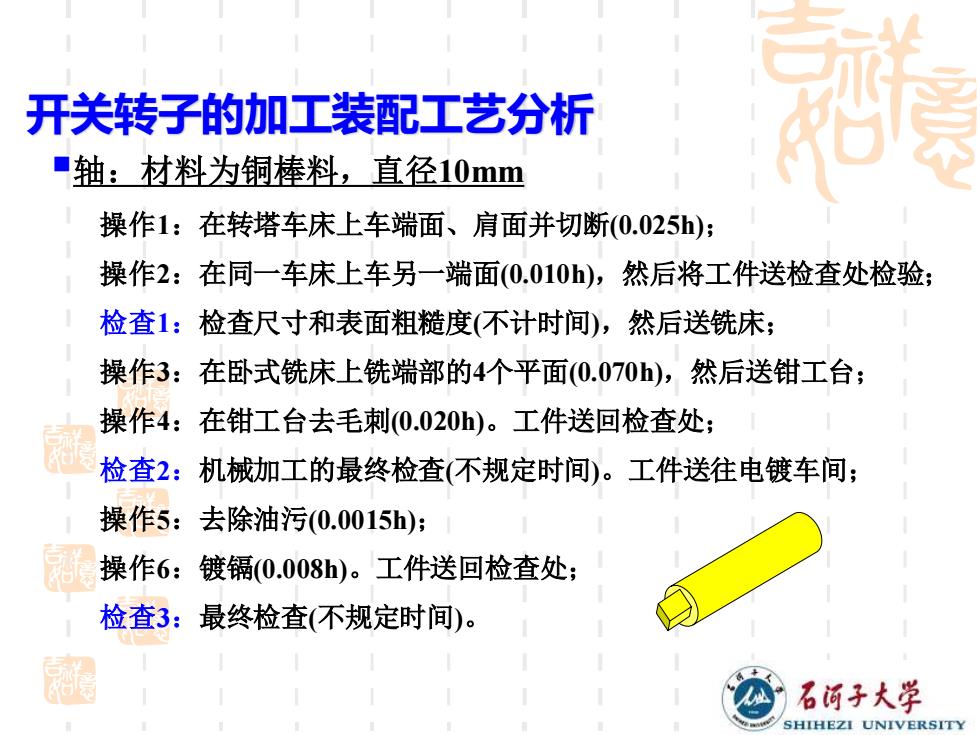
开关转子的加工装配工艺分析 ■轴:材料为铜棒料,直径10mm 操作1:在转塔车床上车端面、肩面并切断(0.025h); 操作2:在同一车床上车另一端面(0.010),然后将工件送检查处检验; 检查1:检查尺寸和表面粗糙度(不计时间),然后送铣床; 操作3:在卧式铣床上铣端部的4个平面(0.070),然后送钳工台; 操作4:在钳工台去毛刺(0.020h)。工件送回检查处; 检查2:机械加工的最终检查(不规定时间)。工件送往电镀车间; 操作5:去除油污(0.0015h); 操作6:镀镉(0.008)。工件送回检查处; 检查3:最终检查(不规定时间)。 石首子大学 SHIHEZI UNIVERSITY
开关转子的加工装配工艺分析 ▪轴:材料为铜棒料,直径10mm 操作1:在转塔车床上车端面、肩面并切断(0.025h); 操作2:在同一车床上车另一端面(0.010h),然后将工件送检查处检验; 检查1:检查尺寸和表面粗糙度(不计时间),然后送铣床; 操作3:在卧式铣床上铣端部的4个平面(0.070h),然后送钳工台; 操作4:在钳工台去毛刺(0.020h)。工件送回检查处; 检查2:机械加工的最终检查(不规定时间)。工件送往电镀车间; 操作5:去除油污(0.0015h); 操作6:镀镉(0.008h)。工件送回检查处; 检查3:最终检查(不规定时间)
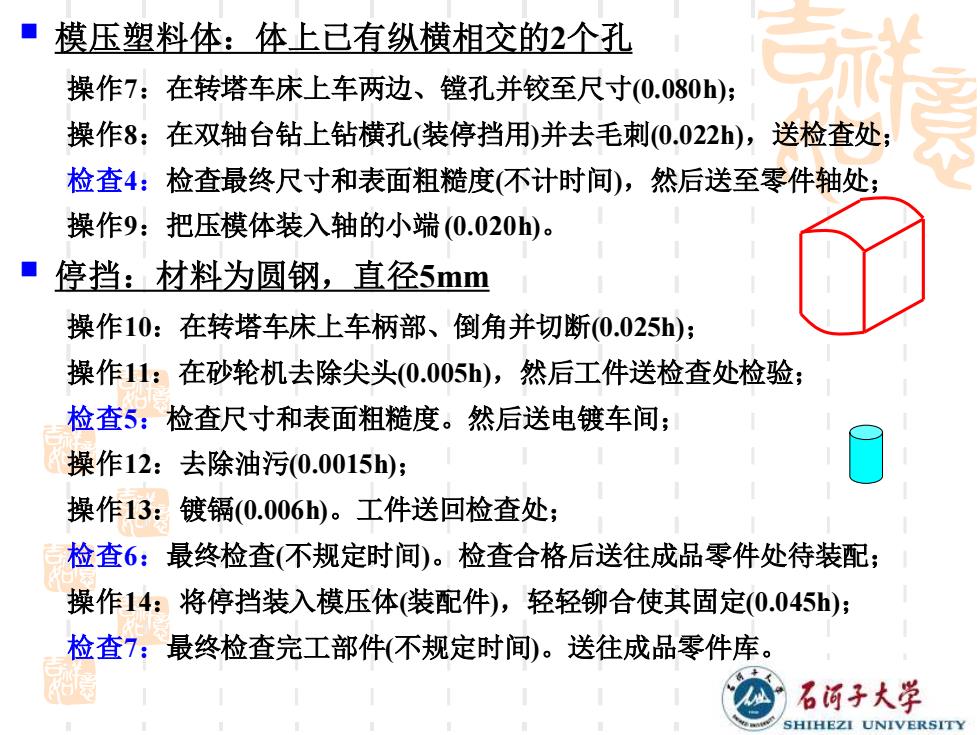
■ 模压塑料体:体上已有纵横相交的2个孔 操作7:在转塔车床上车两边、镗孔并铰至尺寸(0.080h): 操作8:在双轴台钻上钻横孔(装停挡用)并去毛刺(0.022h),送检查处 检查4:检查最终尺寸和表面粗糙度(不计时间),然后送至零件轴处; 操作9:把压模体装入轴的小端(0.020h)。 ■ 停挡:材料为圆钢,直径5mm 操作10:在转塔车床上车柄部、倒角并切断0.025); 操作11:在砂轮机去除尖头(0.005),然后工件送检查处检验; 检查5:检查尺寸和表面粗糙度。然后送电镀车间; 操作12:去除油污0.0015h): 操作13:镀镉(0.006h)。工件送回检查处; 检查6:最终检查(不规定时间)。检查合格后送往成品零件处待装配; 操作14:将停挡装入模压体装配件),轻轻铆合使其固定(0.045h); 检查7:最终检查完工部件不规定时间)。送往成品零件库。 石西子大学 SHIHEZI UNIVERSITY
▪ 模压塑料体:体上已有纵横相交的2个孔 操作7:在转塔车床上车两边、镗孔并铰至尺寸(0.080h); 操作8:在双轴台钻上钻横孔(装停挡用)并去毛刺(0.022h),送检查处; 检查4:检查最终尺寸和表面粗糙度(不计时间),然后送至零件轴处; 操作9:把压模体装入轴的小端(0.020h)。 ▪ 停挡:材料为圆钢,直径5mm 操作10:在转塔车床上车柄部、倒角并切断(0.025h); 操作11:在砂轮机去除尖头(0.005h),然后工件送检查处检验; 检查5:检查尺寸和表面粗糙度。然后送电镀车间; 操作12:去除油污(0.0015h); 操作13:镀镉(0.006h)。工件送回检查处; 检查6:最终检查(不规定时间)。检查合格后送往成品零件处待装配; 操作14:将停挡装入模压体(装配件),轻轻铆合使其固定(0.045h); 检查7:最终检查完工部件(不规定时间)。送往成品零件库
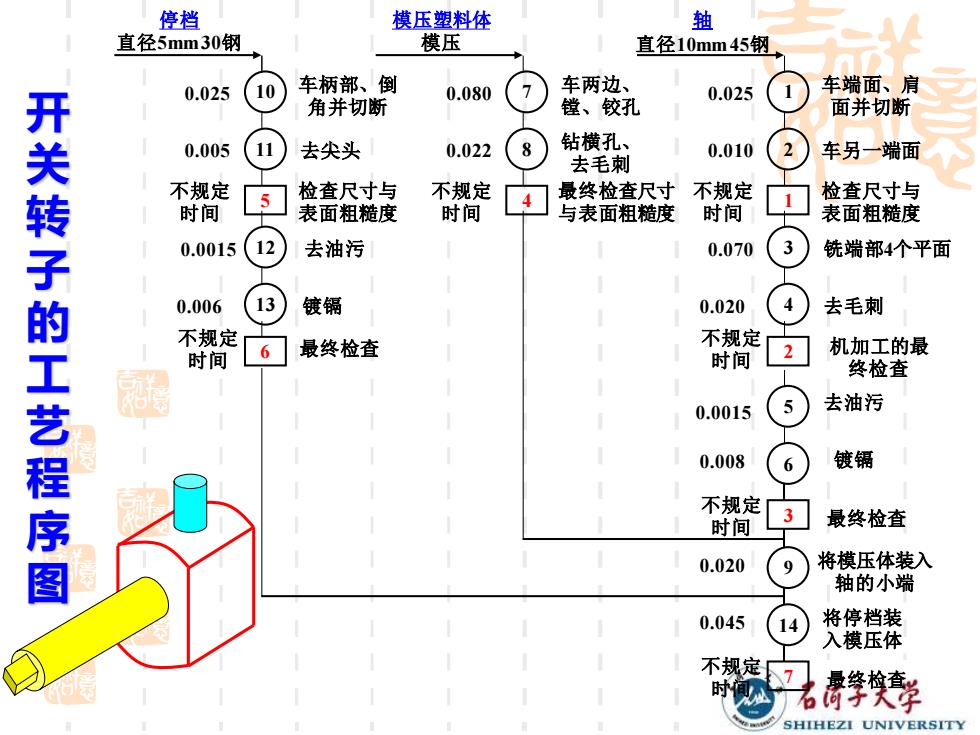
停档 模压塑料体 轴 直径5mm30钢 模压 直径10mm45钢 0.025 10 车柄部、倒 0.080 车两边、 0.025 车端面、肩 角并切断 镗、铰孔 面并切断 0.005 去尖头 0.022 8 钻横孔、 0.010 车另一端面 去毛刺 开关转子的工艺程序图 不规定 检查尺寸与 不规定 最终检查尺寸 不规定 检查尺寸与 时间 表面粗糙度 时间 与表面粗糙度 时间 表面粗糙度 0.0015 12 去油污 0.070 3 铣端部4个平面 0.006 13 镀镉 0.020 去毛刺 不规定 不规定 时间 6 最终检查 时间 2 机加工的最 终检查 0.0015 去油污 0.008 6 镀镉 不规定 时间 3 最终检查 0.020 9 将模压体装入 轴的小端 0.045 将停档装 入模压体 不规定 习香學孝 SHIHEZI UNIVERSITY
开关转子的工艺程序图 11232563 车端面、肩 面并切断 车另一端面 检查尺寸与 表面粗糙度 铣端部 4个平面 4 去毛刺 机加工的最 终检查 去油污 镀镉 最终检查 0.025 0.010 不规定 时间 0.070 0.020 不规定 时间 0.0015 0.008 不规定 时间 748 车两边、 镗、铰孔 钻横孔、 去毛刺 最终检查尺寸 与表面粗糙度 0.080 0.022 不规定 时间 直径10mm 45 钢 105 11 126 车柄部、倒 角并切断 去尖头 检查尺寸与 表面粗糙度 去油污 13 镀镉 最终检查 0.025 0.005 不规定 时间 0.0015 0.006 不规定 时间 模压 模压塑料体 轴 9 将模压体装入 轴的小端 0.020 147 最终检查 0.045 不规定 时间 将停档装 入模压体 直径5mm 30 钢 停档