程序分析的要点 在进行工作程序的实际分析时,应该对 以上五个方面按照6大提问技术逐一进行分 析,然后采用ECRS四大原则进行对这五个 图 方面分别处理,以寻求最经济合理的工作方 法。 石首子大学 SHIHEZI UNIVERSITY
在进行工作程序的实际分析时,应该对 以上五个方面按照6大提问技术逐一进行分 析,然后采用ECRS四大原则进行对这五个 方面分别处理,以寻求最经济合理的工作方 法。 程序分析的要点

5.1.2工艺程序分析 ● 工艺程序分析是对工作现场的宏观分析,它把整个生产 系统作为分析对象。 工艺分析的目的是改善整个生产过程中不合理的工艺内 容、工艺方法、工艺程序及作业现场的空间配置,通过 严格的考察与分析,设计出最经济合理、最优化的工艺 方法、工艺程序和空间配置。 ■ 进行工艺程序分析采用“工艺程序图”和“流程程序 图”。 工艺程序图的优点:工艺程序图仅有程序中的“操作” 和保证操作效果的“检验”两种主要工序符号,避免了 图形的冗长和复杂,可以很方便地体现整个程序的先后 次序。 石河子大学 SHIHEZI UNIVERSITY
5.1.2 工艺程序分析 ▪ 工艺程序分析是对工作现场的宏观分析,它把整个生产 系统作为分析对象。 ▪ 工艺分析的目的是改善整个生产过程中不合理的工艺内 容、工艺方法、工艺程序及作业现场的空间配置,通过 严格的考察与分析,设计出最经济合理、最优化的工艺 方法、工艺程序和空间配置。 ▪ 进行工艺程序分析采用“工艺程序图”和“流程程序 图”。 ▪ 工艺程序图的优点:工艺程序图仅有程序中的“操作” 和保证操作效果的“检验”两种主要工序符号,避免了 图形的冗长和复杂,可以很方便地体现整个程序的先后 次序
工艺程序图的内容 ■制造程序及工艺布置的大概轮廓; ■各项操作及检验的内容及生产线上工位的设置情况; ■原材料的规格和零件的加工要求; ·所需工具和设备的规格、型号和数量,因而可计算投资数 额及生产成本。 圈 圈 石两子大学 SHIHEZI UNIVERSITY
工艺程序图的内容 ▪ 制造程序及工艺布置的大概轮廓; ▪ 各项操作及检验的内容及生产线上工位的设置情况; ▪ 原材料的规格和零件的加工要求; ▪ 所需工具和设备的规格、型号和数量,因而可计算投资数 额及生产成本
工艺程序图的类型 8 d )00 88 串行 并行 装配型 拆卸型 超 石西子大学 SHIHEZI UNIVERSITY
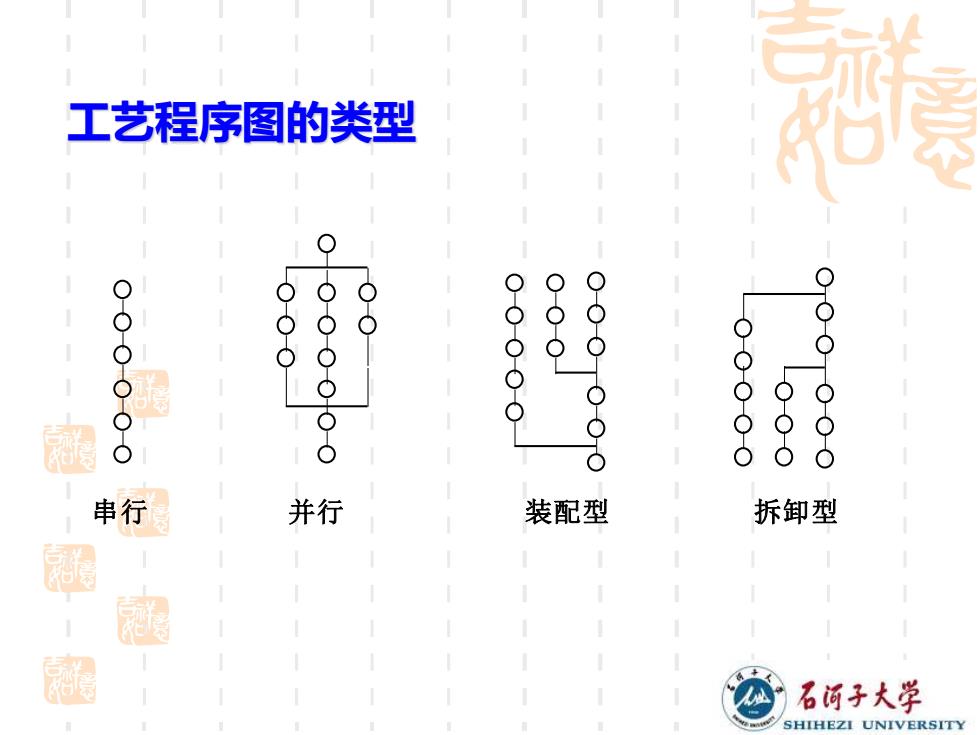
工艺程序图的类型 串行 并行 装配型 拆卸型

工艺程序图的绘制 ◆ 在工艺程序图中,工艺程序的顺序以垂线表示,从上往下垂直地表示 装配件中主要元件或零部件所进行的操作和检查。各种操作(或检验) 符号之间用垂直短线(约6mm)连接。 在符号的右边填写操作(或检验)的内容,通常还要标注使用的工具 或设备,在符号的左边记录操作时间(以小时为单位计量)。由于 检验员是计时工作的,因此检查不需专门规定时间。 ■ 以水平线代表物料(或零、部件)的引入,引入线上应填写材料或零 件规格、型号。 以主要零件作为工艺程序图的主要垂直线。若有多个零件均从右向左, 按其要在主要件上的装配顺序,依次排列。 ■ 按照实际加工、装配的先后顺序,将操作与检验的符号分别编号,从 上向下,从右至左,遇有水平线则转入下一个零件连续编号。 如果有很多的工作,需要分成几部分去分别处理,此时一个主要程序 分成几个分程序,将主要的分程序置于最右边,其余的依照重要性自 右向左依次排列。 石首子大学 SHIHEZI UNIVERSITY
工艺程序图的绘制 ▪ 在工艺程序图中,工艺程序的顺序以垂线表示,从上往下垂直地表示 装配件中主要元件或零部件所进行的操作和检查。各种操作(或检验) 符号之间用垂直短线(约6mm)连接。 ▪ 在符号的右边填写操作(或检验)的内容,通常还要标注使用的工具 或设备,在符号的左边记录操作时间(以小时为单位计量)。由于 检验员是计时工作的,因此检查不需专门规定时间. ▪ 以水平线代表物料(或零、部件)的引入,引入线上应填写材料或零 件规格、型号。 ▪ 以主要零件作为工艺程序图的主要垂直线。若有多个零件均从右向左, 按其要在主要件上的装配顺序,依次排列。 ▪ 按照实际加工、装配的先后顺序,将操作与检验的符号分别编号,从 上向下,从右至左,遇有水平线则转入下一个零件连续编号。 ▪ 如果有很多的工作,需要分成几部分去分别处理,此时一个主要程序 分成几个分程序,将主要的分程序置于最右边,其余的依照重要性自 右向左依次排列