LD M100 ANI Y002 OUT TO K60 AND X001 OUT YO01 LDI Y001 AND X002 LD Y001 OUT Y002 OR X000 OR Y000 MCR NO MC NO M100 OUT Y000 END LDI TO LDI Y002 (4)程序输入 在断电状态下,将计算机与PLC连接好。打开PLC的前盖,将运行模式选择开关拨 到停止(STOP)位置,此时用菜单命令[在线]PLC写入J,即可把在计算机上编制好的 梯形图程序下载到PLC中。 (5)系统调试 在指导老师的监护下进行通电调试,验证系统功能是否符合控制要求。 ①将PLC运行模式的选择开关拨到RUN位置,使PLC进入运行方式。 ②按下起动按钮SB,观察电动机是否能够低速起动运行,如果能起动运行,则说 明电动机Y联接起动程序正确。 ③低速起动运行6$后,观察电动机能否转为高速运行。如果能,则说明电动机的 Y△起动程序正确。 ④按下停止按钮SB,观察电动机是否能够停车,如果能够停车,说明停止程序正 确。 ⑤按下热继电器FR,观察电动机是否能够停车,如果能够停车,说明过载保护程 序正确。 ⑥如果调试中系统功能不符合控制要求,学生应独立检查、修改。检查修改完毕后 再重新调试,直至系统功能符合控制要求。 5.实验报告 (1)实验总结 ①画出电动机Y公起动控制的梯形图,转换成指令表程序,并加适当的设备注释。 画出系统控制的VO接线图。 ②画出电动机的Y/公起动继电器电路图,并说明设计继电器控制电路与PLC控制 电路的异同。 ③谈谈应用PLC技术实现对三相异步电动机控制的心得体会。 (2)实验思考 试用其他编程方法(如步进指令编方式)实现电动机Y△起动的控制 PDF文件使用"pdfFactory Pro”试用版本创建,fineprint,cn
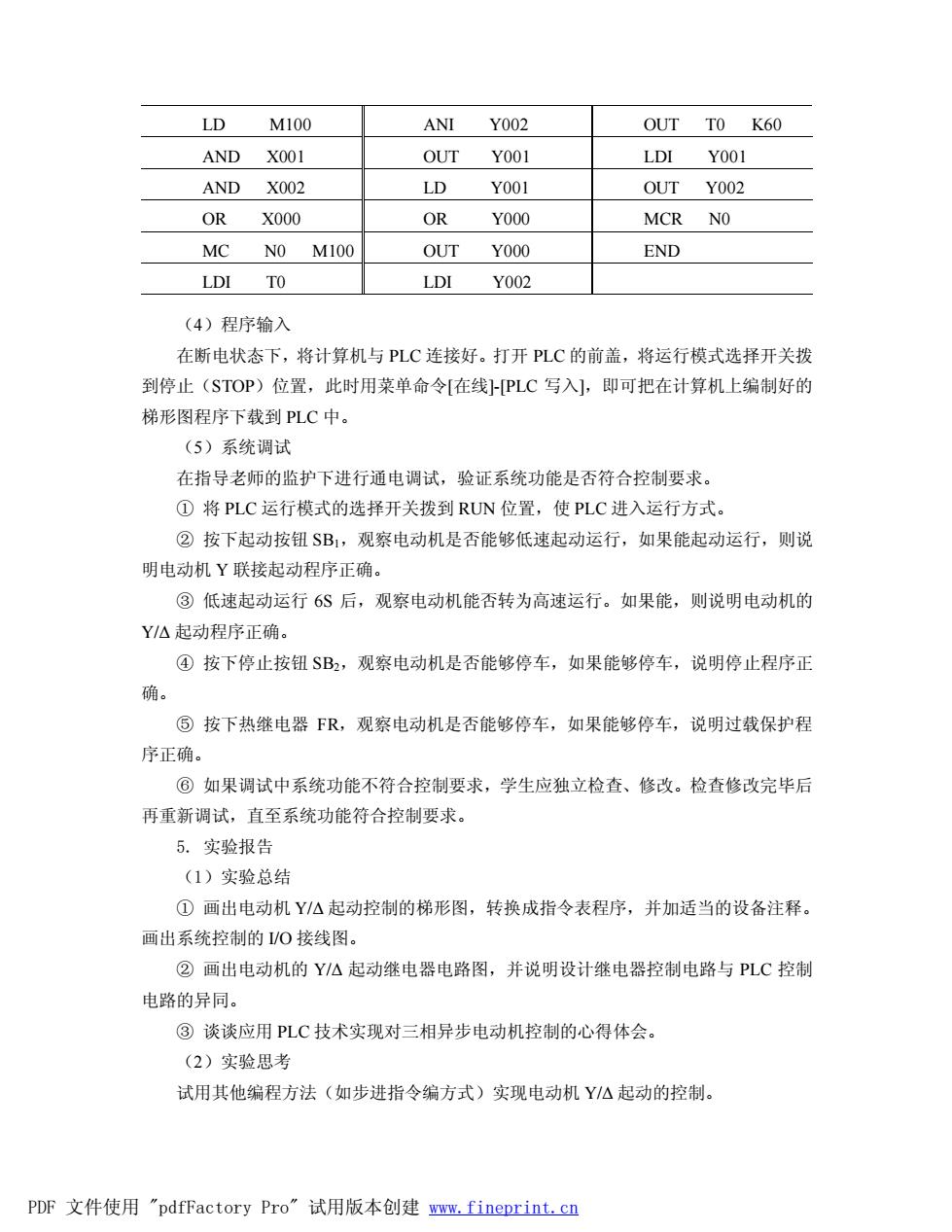
LD M100 ANI Y002 OUT T0 K60 AND X001 OUT Y001 LDI Y001 AND X002 LD Y001 OUT Y002 OR X000 OR Y000 MCR N0 MC N0 M100 OUT Y000 END LDI T0 LDI Y002 (4)程序输入 在断电状态下,将计算机与 PLC 连接好。打开 PLC 的前盖,将运行模式选择开关拨 到停止(STOP)位置,此时用菜单命令[在线]-[PLC 写入],即可把在计算机上编制好的 梯形图程序下载到 PLC 中。 (5)系统调试 在指导老师的监护下进行通电调试,验证系统功能是否符合控制要求。 ① 将 PLC 运行模式的选择开关拨到 RUN 位置,使 PLC 进入运行方式。 ② 按下起动按钮 SB1,观察电动机是否能够低速起动运行,如果能起动运行,则说 明电动机 Y 联接起动程序正确。 ③ 低速起动运行 6S 后,观察电动机能否转为高速运行。如果能,则说明电动机的 Y/Δ 起动程序正确。 ④ 按下停止按钮 SB2,观察电动机是否能够停车,如果能够停车,说明停止程序正 确。 ⑤ 按下热继电器 FR,观察电动机是否能够停车,如果能够停车,说明过载保护程 序正确。 ⑥ 如果调试中系统功能不符合控制要求,学生应独立检查、修改。检查修改完毕后 再重新调试,直至系统功能符合控制要求。 5. 实验报告 (1)实验总结 ① 画出电动机 Y/Δ 起动控制的梯形图,转换成指令表程序,并加适当的设备注释。 画出系统控制的 I/O 接线图。 ② 画出电动机的 Y/Δ 起动继电器电路图,并说明设计继电器控制电路与 PLC 控制 电路的异同。 ③ 谈谈应用 PLC 技术实现对三相异步电动机控制的心得体会。 (2)实验思考 试用其他编程方法(如步进指令编方式)实现电动机 Y/Δ 起动的控制。 PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.cn

实验三用功能指令实现数码管循环点亮 1.实验目的 (1)熟悉功能指令的使用。 (2)熟悉功能指令应用程序设计的基本思路和方法。 (3)能运用功能指令编制较复杂的控制程序 2.实验设备器材 可编程序控制器、计算机(安装有GX-Developer编程软件)、开关、七段数码管 若干导线等。 3.实验内容 设计一个用PLC功能指令来实现数码管循环点亮的控制系统,控制要求如下: (1)手动操作时,每按一次按钮数码管显示数值加1,由0~9依次点亮,并实现循 (2)自动控制时,每隔一秒数码管显示数值加1,由0~9依次点亮,并实现循环。 4.实训步骤 (1)输入输出元件地址分配 根据控制要求,在数码管循环点亮控制中,有2个输入元件,即手动按钮SB、手动 开关K;有7个输出元件,即数码管a、b、c、d、c、fg。编程元件地址分配见表5。 表5数码管循环点亮控制的输入输出元件的地址分配表 输入信号 输出信号 名称 代号 输入点编号 名称 代号 输出点编号 手动按纽 SB X000 数码管 Y000-Y006 手动开关 X001 (2)/O接线 用功能指令实现数码管循环点亮的VO接线如图5所示 00 COM COM PLC DC24V PDF文件使用"pdfFactory Pro”试用版本创建wnw,fineprint.cn
实验三 用功能指令实现数码管循环点亮 1. 实验目的 (1)熟悉功能指令的使用。 (2)熟悉功能指令应用程序设计的基本思路和方法。 (3)能运用功能指令编制较复杂的控制程序。 2. 实验设备器材 可编程序控制器、计算机(安装有 GX-Developer 编程软件)、开关、七段数码管、 若干导线等。 3. 实验内容 设计一个用 PLC 功能指令来实现数码管循环点亮的控制系统,控制要求如下: (1)手动操作时,每按一次按钮数码管显示数值加 1,由 0~9 依次点亮,并实现循 环。 (2)自动控制时,每隔一秒数码管显示数值加 1,由 0~9 依次点亮,并实现循环。 4. 实训步骤 (1)输入/输出元件地址分配 根据控制要求,在数码管循环点亮控制中,有 2 个输入元件,即手动按钮 SB、手动 开关 K;有 7 个输出元件,即数码管 a、b、c、d、e、f、g。编程元件地址分配见表 5。 表 5 数码管循环点亮控制的输入/输出元件的地址分配表 输入信号 输出信号 名 称 代 号 输入点编号 名 称 代 号 输出点编号 手动按钮 SB X000 数码管 a b c d e f g Y000~Y006 手动开关 K X001 (2)I/O 接线 用功能指令实现数码管循环点亮的 I/O 接线如图 5 所示。 X000 X001 COM Y000 COM2 Y001 SB Y004 开关 按钮 Y002 Y003 COM1 Y005 Y006 K PLC + DC 24V - a b c d e f g a b c d e f g PDF 文件使用 "pdfFactory Pro" 试用版本创建 www.fineprint.cn