运城学院机电工程系 Mechanical and Electrical Engineering Departmen 长 n网切a万Pe Tr pe Po TIE ■任福a甜 围团图因经 细翻温留好短器·✉ ●● 工共只小在的a特证46制电体X1的9M25门 (2) 项目四:创建程序,程序名为Y917.1,编写程序 ●前3行基础参数的设置 ·设置X82Z2为起刀点,走一个矩形路线 ● 最后结束程序 围图图主 回回回回四四回阿可四 的阿国可团翻因因#■ aaa品品 田器时H 细翻围阳留
8 (2) 项目四:创建程序,程序名为 Y917.1,编写程序 ⚫ 前 3 行基础参数的设置 ⚫ 设置 X82 Z2 为起刀点,走一个矩形路线 ⚫ 最后结束程序

运城学院机电工程系 Mechanical and Electrical Engineering Departmen 项目二:数控车床加工一外圆车削 2.1基础知识 1工艺知识: [1]外圆精车的作用:精车的目的是保证零件尺寸精度和表面粗糙度 [2]多线路径 2切削三要素: [1]切削深度(背吃力量)一一ap [2]切削量一一V [3]进给量速度(实际切削)一一F (铣床F100mm/min车床F0.1mm/r) 2.2实验步骤: (3)准备工作: ●视图设置为俯视图,取消冷却液 ●刀具管理一一四方刀具(在机床操作、参数设置、 机床参数) -X ● 回参考点一一点击点按钮后,再点击 +Z 然后输入G00为了消除G54的 影响 ●添加刀具选择外圆车刀 选择毛坯(直径80长度200) ● 再通过G54对刀 a轻南的可◆回 四回阿回回四回阿可四 四✉可超因a#■卫 a团团品品细图阳■四园阿 细翻盟甲留田理田阳
9 项目二:数控车床加工——外圆车削 2.1 基础知识 1工艺知识: [1]外圆精车的作用 :精车的目的是保证零件尺寸精度和表面粗糙度 [2]多线路径 2切削三要素: [1]切削深度(背吃力量)——ap [2]切削量——V [3]进给量速度(实际切削)——F (铣床 F100 mm/min 车床 F0.1 mm/r) 2.2 实验步骤: (3) 准备工作: ⚫ 视图设置为俯视图,取消冷却液 ⚫ 刀具管理——四方刀具 (在机床操作、参数设置、机床参数) ⚫ 回参考点——点击 按钮后,再点击 ,然后输入 G00 为了消除 G54 的 影响 ⚫ 添加刀具选择外圆车刀 ⚫ 选择毛坯(直径 80 长度 200 ) ⚫ 再通过 G54 对刀
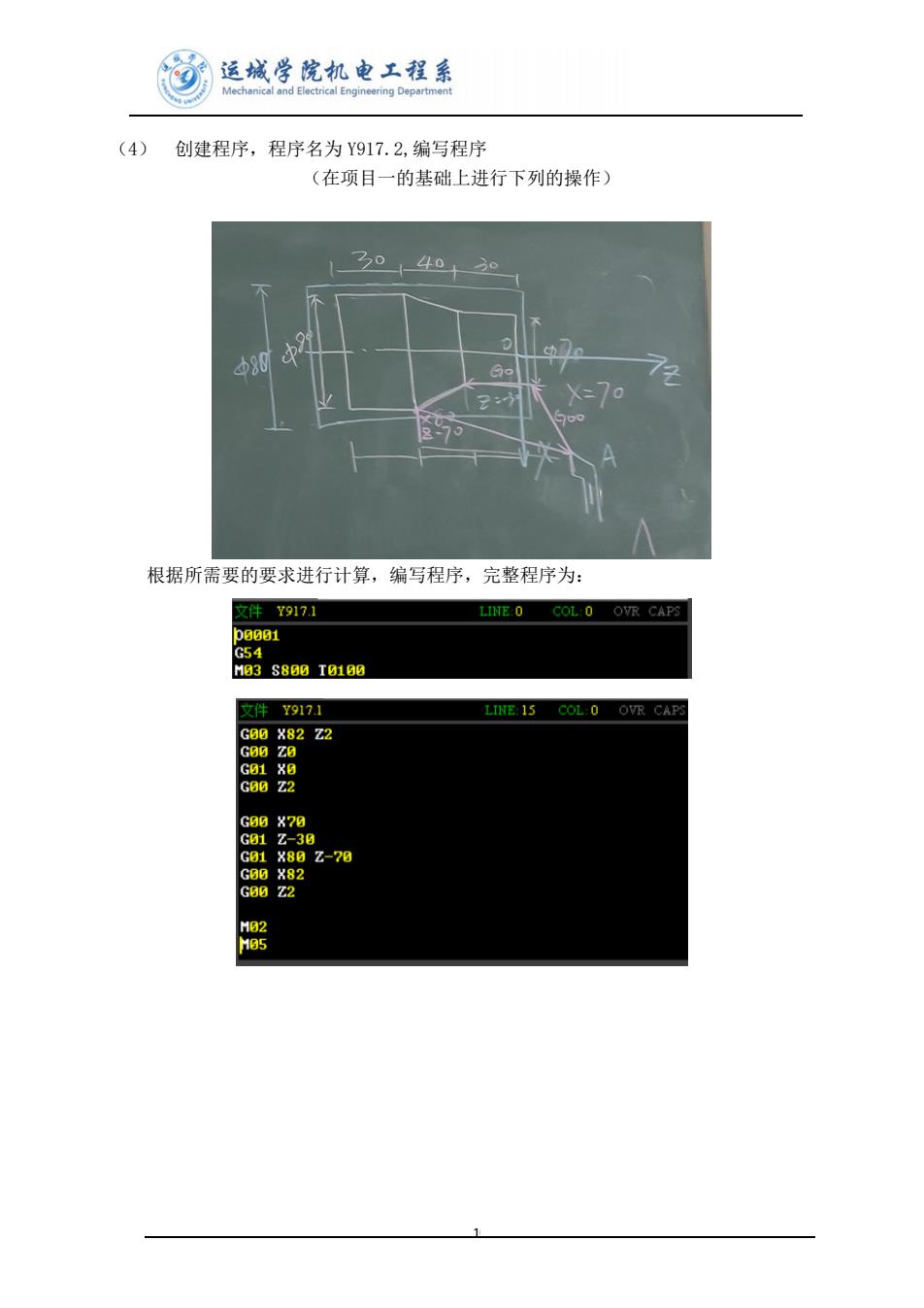
运城学院机电工程系 Mechanical and Electrical Engineering Departmen (4) 创建程序,程序名为Y917.2,编写程序 (在项目一的基础上进行下列的操作) 403 80 o 根据所需要的要求进行计算,编写程序,完整程序为: 文件Y917.1 LINE:0 COL:0 OVR CAPS p8061 G54 M03S800T0100 文件 Y917.1 LINE:15 COL:0 OVR CAPS G00X82Z2 G90Z9 G01X0 G00Z2 G90X79 G01Z-30 G01 X80Z-70 G00X82 G90Z2 H02 H5
10 (4) 创建程序,程序名为 Y917.2,编写程序 (在项目一的基础上进行下列的操作) 根据所需要的要求进行计算,编写程序,完整程序为:

运城学院机电工程系 Mechanical and Electrical Engineering Departmen 远付物期可参悬 D 固圈圈因厨图市台 四回回回回四回回回四 细阿✉✉超翎丽酒群圆 aa品品 盟翻盟留田2a器·
11

运城学院机电工程系 Mechanical and Electrical Engineering Department 项目三:数控车床加工一粗车外圆 3.1基础知识 1工艺知识: [1]粗车外圆的作用:粗车目的是尽快的从工件上切去大部分余量,使工件接近最后的 形状尺寸 [2]分层切削路线 2编程知识: 程序流程G00一一G01一一G01一一G00 G90/G91 3刀位点、起刀点和换刀点的区别 []刀位点:指加工程序编制中,用以表示刀具特征的点,也是对刀和加工的基准点 [2]起刀点:指刀具相对于被加工零件的起始点 [3]换刀点:用来更换刀具,选择时要避免和工件及夹具发生干涉 [4]对刀点设置的原则:便于数值计算和简化程序编制,易于找正并在加工过程中便于检 查,引起的加工误差小 3.2实验步骤: 1准备工作: ●视图设置为俯视图,取消冷却液 ·刀具管理一一四方刀具(在机床操作、参数设置、机床参数) ●回参考点一一点击 盘按钮后, 再点击 +Z 然后输入G00为了消除G54的 影响 ●添加刀具选择外圆车刀 ●选择毛坯(直径30长度200) ●再通过G54对刀 2创建程序,程序名为Y917.3,在项目四的基础上编写程序
12 项目三:数控车床加工——粗车外圆 3.1 基础知识 1工艺知识: [1]粗车外圆的作用 :粗车目的是尽快的从工件上切去大部分余量,使工件接近最后的 形状尺寸 [2]分层切削路线 2编程知识: 程序流程 G00——G01——G01——G00 G90/G91 3 刀位点、起刀点和换刀点的区别 [1]刀位点:指加工程序编制中,用以表示刀具特征的点,也是对刀和加工的基准点 [2]起刀点:指刀具相对于被加工零件的起始点 [3]换刀点:用来更换刀具,选择时要避免和工件及夹具发生干涉 [4]对刀点设置的原则:便于数值计算和简化程序编制,易于找正并在加工过程中便于检 查,引起的加工误差小 3.2 实验步骤: 1准备工作: ⚫ 视图设置为俯视图,取消冷却液 ⚫ 刀具管理——四方刀具 (在机床操作、参数设置、机床参数) ⚫ 回参考点——点击 按钮后,再点击 ,然后输入 G00 为了消除 G54 的 影响 ⚫ 添加刀具选择外圆车刀 ⚫ 选择毛坯(直径 30 长度 200 ) ⚫ 再通过 G54 对刀 2创建程序,程序名为 Y917.3, 在项目四的基础上编写程序