运城学院机电工程系 Mechanical and Electrical Engineering Department 一、 任务目标 如图2.1-1所示零件,毛坯材料为p30mm×110mm,材料为45#锅。试利用( G01指令,完成该零件数控加工程序的编写(直径编程),并用数控仿真软件进行 加工。 30 55 75 根据要求,编写程序,具体程序如下 文件Y9173 LINE:0 COL:0 OVR CAPS b8001 G54 M93 S800T0100 G00X32Z2 G00Z0 G01 ×0 G90 Z2 G09X28 G81Z-75 G00X32 G86Z2 G00X24 G01Z-55 G00X32 G00 Z2 G86 X20 G01 Z-30 G00X32 G00Z2 H02 直径 毫米 分进给 M4%100n%100 口%100 4行程序为一刀
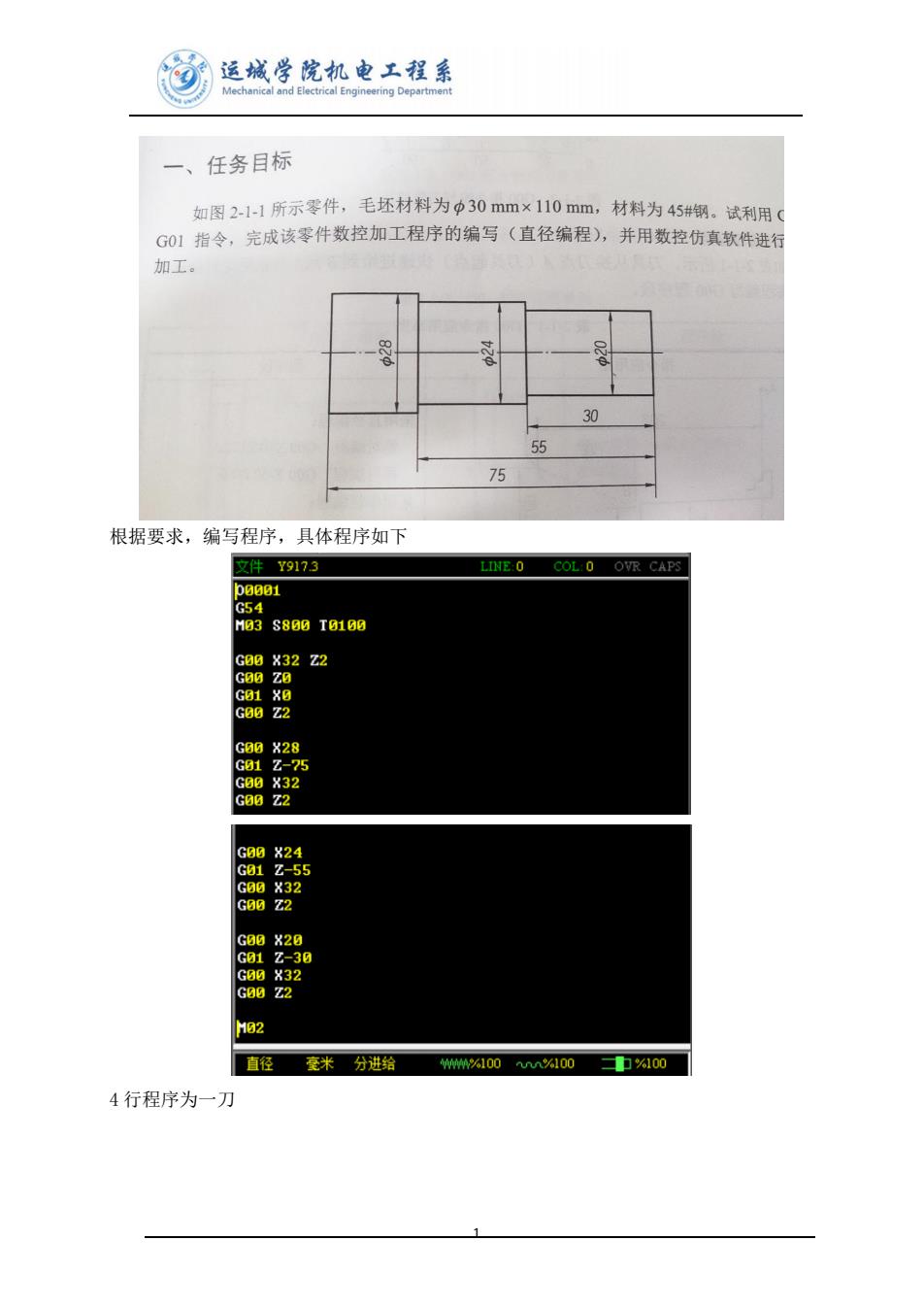
13 根据要求,编写程序,具体程序如下 4 行程序为一刀

运城学院机电工程系 Mechanical and Electrical Engineering Departmen 台线®员90巴口道日。488听号a。g四年0T0到·44 不轻韩精回 s四留 图圈固图围因围商圈三 网可aa可网阿网网四 a阳路凸凸 项目四:数控车床加工一G80/G81的切削循环 4.1基础知识 1编程知识: [1]G80外圆车削(XZF) [2]G81端面车削 2工艺知识: G80/G81的特点:一次走刀,走四部 3应用范围: [1]端面粗车 [2]外圆粗车 4.2实验步骤: 3准备工作: ●视图设置为俯视图,取消冷却液 ·刀具管理一一四方刀具(在机床操作、参数设置、机床参数) +X ●回参考点一一点击 专点 按钮后,再点击 然后输入G00为了消除G54的 影响 ●添加刀具选择外圆车刀 ·选择毛坯(直径30长度200) ● 再通过G54对刀
14 项目四:数控车床加工——G80/G81 的切削循环 4.1 基础知识 1编程知识: [1]G80 外圆车削(X_Z_F_) [2]G81 端面车削 2工艺知识: G80/G81 的特点:一次走刀,走四部 3应用范围: [1]端面粗车 [2]外圆粗车 4.2 实验步骤: 3准备工作: ⚫ 视图设置为俯视图,取消冷却液 ⚫ 刀具管理——四方刀具 (在机床操作、参数设置、机床参数) ⚫ 回参考点——点击 按钮后,再点击 ,然后输入 G00 为了消除 G54 的 影响 ⚫ 添加刀具选择外圆车刀 ⚫ 选择毛坯(直径 30 长度 200 ) ⚫ 再通过 G54 对刀
运城学院机电工程系 Mechanical and Electrical Engineering Department 4行程序为一刀 台思8⊙8口回西4s升。下分1下05W,4 图图因因图因围圆圈 回回回回回▣回回回回 mm组润a的程▣ 品a路凸&细福田H□口网 翻盟品进捉a别巴 4创建程序,程序名为Y917.4,在项目四的基础上编写程序,具体程序如下 mT文件名:Y9174 080081 G54 H03S800T0100 G00X32Z2 G81 X0 Z0 G80X28Z-75 G80X24Z-55 G80X20Z-30 M02 直径 毫米分进给 州州%100nn%100卫%100 G80和G811行相当于之前的4行程序(程序编写考虑只起点终点) 这世年子 nn ” 44 装等智的智琴同 回回回回回可回回回四 a✉程 a团肠品巴 田脚国四图
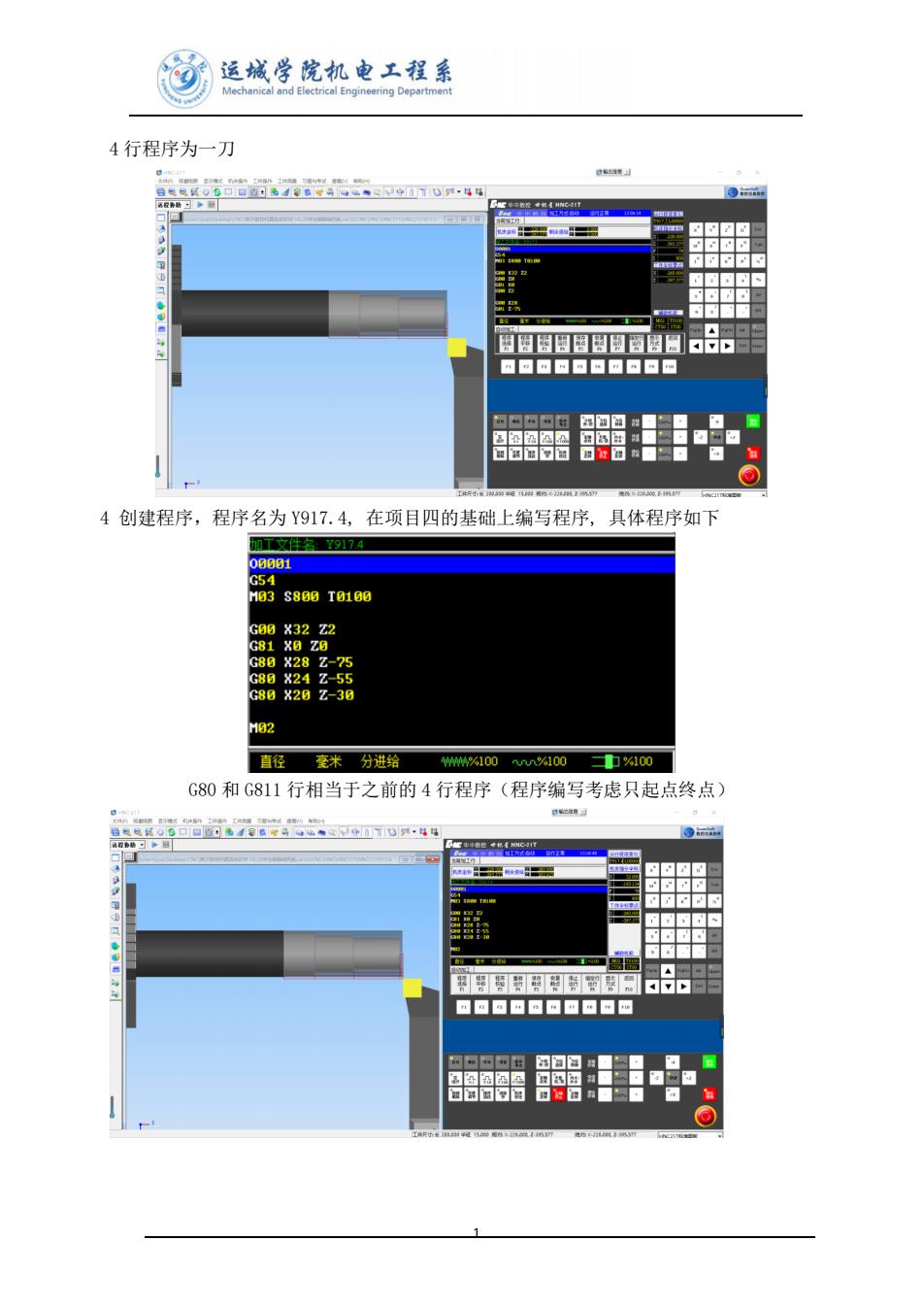
15 4 行程序为一刀 4 创建程序,程序名为 Y917.4, 在项目四的基础上编写程序, 具体程序如下 G80 和 G811 行相当于之前的 4 行程序(程序编写考虑只起点终点)

运城学院机电工程系 Mechanical and Electrical Engineering Departmen 项目五:数控车床加工一车外圆槽 5.1基础知识 1使用的刀具是: [1]割刀、车槽刀 [2]车槽刀两刃尖 2编程和工艺 [1]G00/G01F0.1(F尽可能的小) [2]路径直进直出 5.2实验步骤: 1准备工作: ●视图设置为俯视图,取消冷却液 ●刀具管理一一四方刀具(在机床操作、参数设置、机床参数) ·回参考点一一点击点按钮后,再点击 +2 然后输入G00为了消除G54的 影响 ●添加刀具选择割刀,并且刀宽度设置为4 成刀具 具号 0 进始宝 刀片宽多刀片直 消 ●选择毛坯(直径80长度200) ●再通过G54对刀 2创建程序,程序名为Y917.5
16 项目五:数控车床加工——车外圆槽 5.1 基础知识 1使用的刀具是: [1]割刀、车槽刀 [2]车槽刀两刃尖 2编程和工艺 [1]G00/G01 F0.1(F 尽可能的小) [2]路径直进直出 5.2 实验步骤: 1准备工作: ⚫ 视图设置为俯视图,取消冷却液 ⚫ 刀具管理——四方刀具 (在机床操作、参数设置、机床参数) ⚫ 回参考点——点击 按钮后,再点击 ,然后输入 G00 为了消除 G54 的 影响 ⚫ 添加刀具选择割刀,并且刀宽度设置为 4 ⚫ 选择毛坯(直径 80 长度 200 ) ⚫ 再通过 G54 对刀 2创建程序,程序名为 Y917.5