作为受力钢筋连接的基本形式,焊接连接 同样应遵守共同的原则: $接头位置宜设置在受力较小处;同一钢筋 上宜少设接头。钢筋焊接连接区段的范围 为以焊接接头为中心35d且不小于500mm 长度的范围。新规范规定,位于同一区段 内受力钢筋焊接接头面积百分率对受拉钢 筋立不大于50%:对受压接头则不限制。 在装配式构件连接处的焊接连接也不受此 限制,但设计、施工时应采用必要的措施
❖ 作为受力钢筋连接的基本形式,焊接连接 同样应遵守共同的原则: ❖ 接头位置宜设置在受力较小处;同一钢筋 上宜少设接头。钢筋焊接连接区段的范围 为以焊接接头为中心35d且不小于500mm 长度的范围。新规范规定,位于同一区段 内受力钢筋焊接接头面积百分率对受拉钢 筋应不大于50%;对受压接头则不限制。 在装配式构件连接处的焊接连接也不受此 限制,但设计、施工时应采用必要的措施
钢筋的焊接连接主要有以下几种类型: 闪光对焊、电弧焊、电渣压力焊、气压焊 和点焊等。 (1)闪光对焊(录像)。 闪光对焊是将两钢筋安放成对接形式,利 用电阻热使接触点金属熔化,产生强烈飞 溅,形成闪光,迅速施加顶锻力完成的 种摩法。闪光对焊适用于直径8~ 20mm的HPB235钢筋、直径6~40mm的 HRB335及HRB400钢筋
❖ 钢筋的焊接连接主要有以下几种类型: ❖ 闪光对焊、电弧焊、电渣压力焊、气压焊 和点焊等。 ❖ (1)闪光对焊(录像)。 ❖ 闪光对焊是将两钢筋安放成对接形式,利 用电阻热使接触点金属熔化,产生强烈飞 溅,形成闪光,迅速施加顶锻力完成的一 种压焊方法。闪光对焊适用于直径8~ 20mm的HPB235钢筋、直径6~40mm的 HRB335及HRB400钢筋
1)闪光对焊工艺。闪光对焊分为连续闪光 焊和预热闪光焊、闪光一预热闪光焊。 ·连续闪光焊:连续闪光焊一般用于焊接直 径在22mm以内的HPB235、HRB335、 HRB400、RRB400钢筋。 预热闪光焊:当钢筋直径较大或相对的对 焊机功率较小时,可采用预热闪光焊工艺。 闪光一预热闪光焊:在预热闪光焊前再增 加 闪光过程,使钢筋预热均匀
❖ 1)闪光对焊工艺。闪光对焊分为连续闪光 焊和预热闪光焊、闪光-预热闪光焊。 ❖ 连续闪光焊:连续闪光焊一般用于焊接直 径在22mm以内的HPB235、HRB335、 HRB400、RRB400钢筋。 ❖ 预热闪光焊:当钢筋直径较大或相对的对 焊机功率较小时,可采用预热闪光焊工艺。 ❖ 闪光-预热闪光焊:在预热闪光焊前再增 加一次闪光过程,使钢筋预热均匀
2)闪光对焊的技术参数。 调伸长度:调伸长度是指钢筋从电极钳口外伸的 长度,其长度应能使钢筋接头区域均匀加热并达 到焊接温度,但顶锻时又不致弯曲为原则。调伸 长度包括闪光留量和顶锻留量。闪光留量是钢筋 闪光烧化的长度,一般钢筋的直径越大闪光留量 越大。顶锻留量系指钢筋带电和断电加压时金属 压缩的长度。其具体尺寸需经焊接试验取得。调 伸长度如图4-3所示。 a b2 图4-3
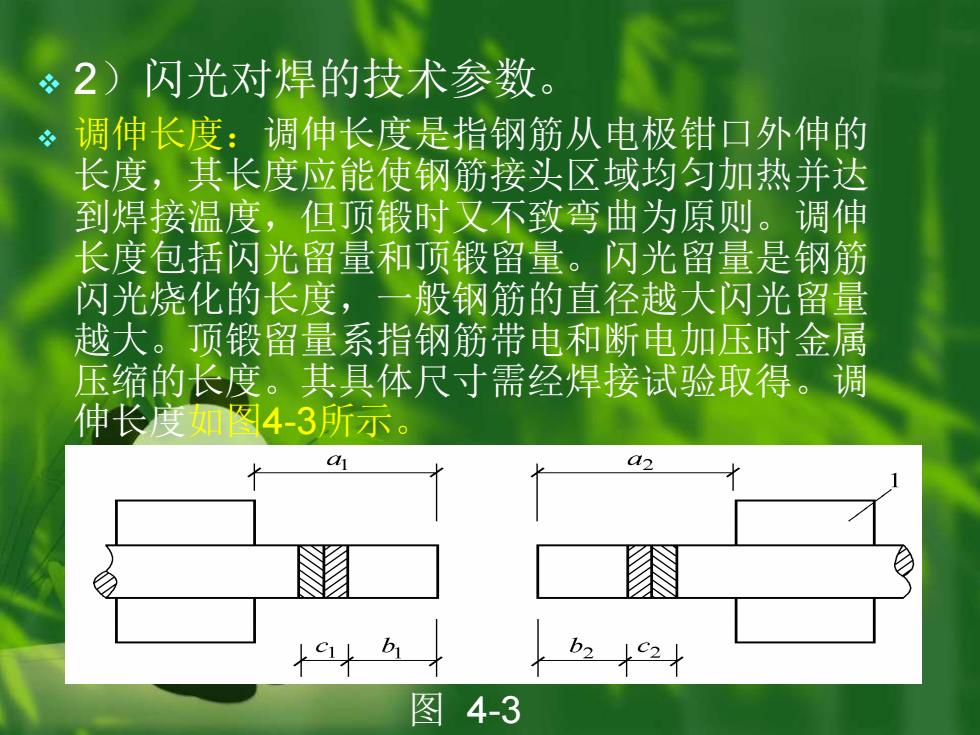
❖ 2)闪光对焊的技术参数。 ❖ 调伸长度:调伸长度是指钢筋从电极钳口外伸的 长度,其长度应能使钢筋接头区域均匀加热并达 到焊接温度,但顶锻时又不致弯曲为原则。调伸 长度包括闪光留量和顶锻留量。闪光留量是钢筋 闪光烧化的长度,一般钢筋的直径越大闪光留量 越大。顶锻留量系指钢筋带电和断电加压时金属 压缩的长度。其具体尺寸需经焊接试验取得。调 伸长度如图4-3所示。 图 4-3
。闪光速度:闪光速度与钢筋直径大小有关,钢筋 直径越小闪光速度越快。 顶锻速度与顶锻压力:般顶锻的速度越快越好; 顶锻压力大小应与钢筋直径相适应,压力是随钢 筋直径加大而增加。压力大小应适宜,压力过小 会造成熔渣和金属氧化物残留在焊缝内,影响焊 口的结食强度;而压力过大则容易造成焊口周围 的裂纹生,同样影响焊缝接头质量。 变压器级次: 调节变压器级次,目的是选择合适 的焊接电流
❖ 闪光速度:闪光速度与钢筋直径大小有关,钢筋 直径越小闪光速度越快。 ❖ 顶锻速度与顶锻压力:一般顶锻的速度越快越好; 顶锻压力大小应与钢筋直径相适应,压力是随钢 筋直径加大而增加。压力大小应适宜,压力过小 会造成熔渣和金属氧化物残留在焊缝内,影响焊 口的结合强度;而压力过大则容易造成焊口周围 的裂纹产生,同样影响焊缝接头质量。 ❖ 变压器级次:调节变压器级次,目的是选择合适 的焊接电流