Φ40 人22 1×45° 中22H9 其余g 12.8 6.4 12.8 55 6.4 65 R10 图5-3拨叉加工实例
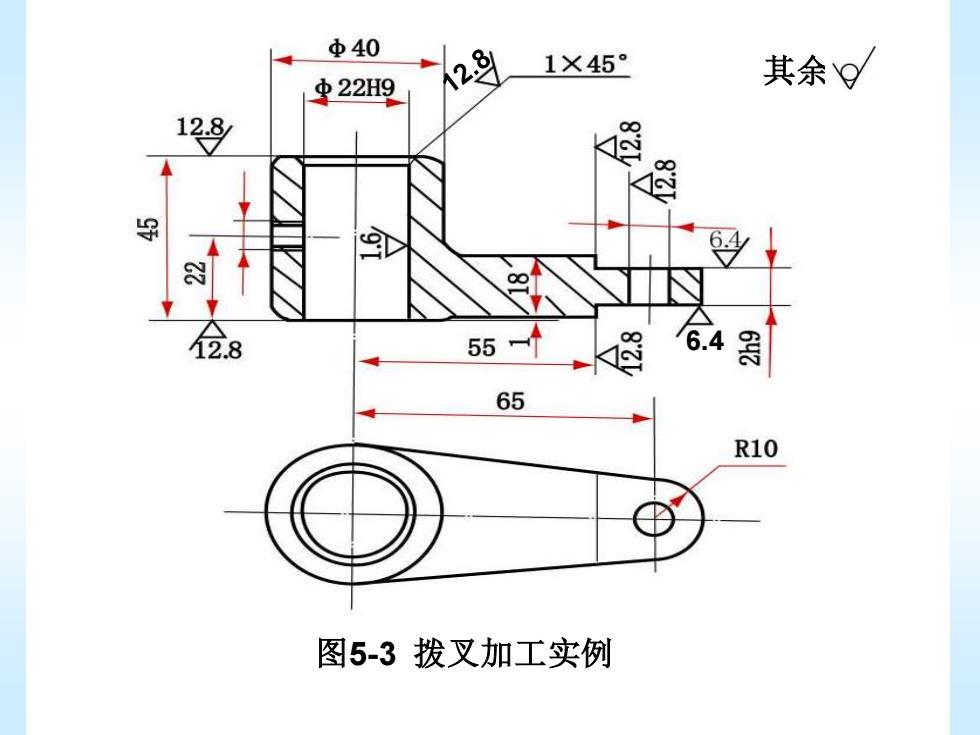
6.4 其余 图5-3 拨叉加工实例

(2)合理分配加工余量的原则 从保证重 要表面加工余量均匀考虑,应选择重要表面作 粗基准,床身加工就是一个很好的实例。 X☒X☒ 77777777777777 77777777777777777777 图5-4床身加工粗基准选择
(2)合理分配加工余量的原则 从保证重 要表面加工余量均匀考虑,应选择重要表面作 粗基准,床身加工就是一个很好的实例。 图5-4 床身加工粗基准选择
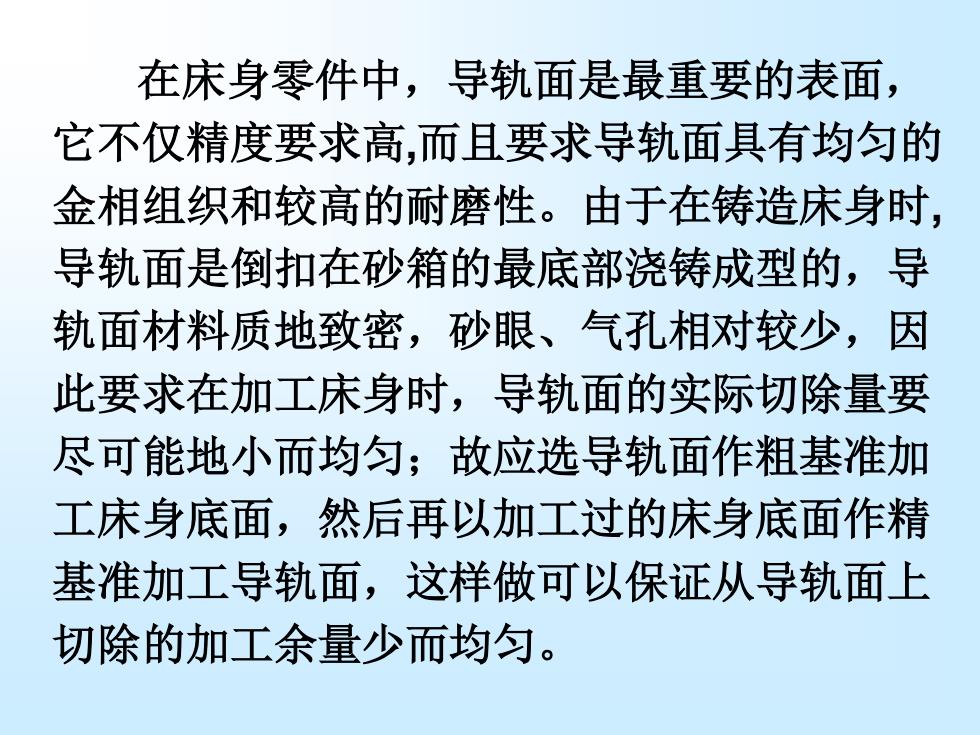
在床身零件中,导轨面是最重要的表面, 它不仅精度要求高,而且要求导轨面具有均匀的 金相组织和较高的耐磨性。由于在铸造床身时, 导轨面是倒扣在砂箱的最底部浇铸成型的,导 轨面材料质地致密,砂眼、气孔相对较少,因 此要求在加工床身时,导轨面的实际切除量要 尽可能地小而均匀;故应选导轨面作粗基准加 工床身底面,然后再以加工过的床身底面作精 基准加工导轨面,这样做可以保证从导轨面上 切除的加工余量少而均匀
在床身零件中,导轨面是最重要的表面, 它不仅精度要求高,而且要求导轨面具有均匀的 金相组织和较高的耐磨性。由于在铸造床身时, 导轨面是倒扣在砂箱的最底部浇铸成型的,导 轨面材料质地致密,砂眼、气孔相对较少,因 此要求在加工床身时,导轨面的实际切除量要 尽可能地小而均匀;故应选导轨面作粗基准加 工床身底面,然后再以加工过的床身底面作精 基准加工导轨面,这样做可以保证从导轨面上 切除的加工余量少而均匀

(3)便于装夹的原则为使工件定位稳 定,夹紧可靠,要求所选用的粗基准尽可能 平也光洁,不允许有锻造飞边、铸造浇冒口切 痕或其他缺陷,并有足够的支承面积。 (4)粗基准一般不得重复使用的原则 粗基准通常只允许使用一次,这是因为粗基 准一般都很粗糙,重复使用同一粗基准所加 工的两组表面之间的位置误差会相当大,所 以,粗基准一般不得重复使用。 上述四项选择粗基准的原则,有时不能 同时兼顾,只能根据主次决择
(3) 便于装夹的原则 为使工件定位稳 定,夹紧可靠,要求所选用的粗基准尽可能 平也光洁,不允许有锻造飞边、铸造浇冒口切 痕或其他缺陷,并有足够的支承面积。 (4)粗基准一般不得重复使用的原则 粗基准通常只允许使用一次,这是因为粗基 准一般都很粗糙,重复使用同一粗基准所加 工的两组表面之间的位置误差会相当大,所 以,粗基准一般不得重复使用。 上述四项选择粗基准的原则,有时不能 同时兼顾,只能根据主次决择
(二)表面加工方法的选择 机器零件的结构形状虽然多种多样,但它 们都是由一些最基本的几何表面(外圆、孔、 平面等)组成的,机器零件的加工过程实际就 是获得这些几何表面的过程。同一种表面可以 选用各种不同的加工方法加工,但每种加工方 法的加工质量、加工时间和所花费的费用却是 各不相同的。工程技术人员的任务,就是要根 据具体加工条件(生产类型、设备状况、工人 的技术水平等)选用最适当的加工方法,加工 出合乎图样要求的机器零件
(二)表面加工方法的选择 机器零件的结构形状虽然多种多样,但它 们都是由一些最基本的几何表面(外圆、孔、 平面等)组成的,机器零件的加工过程实际就 是获得这些几何表面的过程。同一种表面可以 选用各种不同的加工方法加工,但每种加工方 法的加工质量、加工时间和所花费的费用却是 各不相同的。工程技术人员的任务,就是要根 据具体加工条件(生产类型、设备状况、工人 的技术水平等)选用最适当的加工方法,加工 出合乎图样要求的机器零件