4.镗孔的工艺特点及应用范围 镗孔和钻一扩一铰工艺相比,孔径 尺寸不受刀具尺寸的限制,且镗孔具有较 强的误差修正能力,可通过多次走刀来修 正原孔轴线偏斜误差,而且能使所镗孔与 定位表面保持较高的位置精度
4.镗孔的工艺特点及应用范围 镗孔和钻一扩一铰工艺相比,孔径 尺寸不受刀具尺寸的限制,且镗孔具有较 强的误差修正能力,可通过多次走刀来修 正原孔轴线偏斜误差,而且能使所镗孔与 定位表面保持较高的位置精度

四、珩磨孔 1.珩磨原理及珩磨头 珩磨 是利用带 有磨条 (油石) 的珩磨头 对孔进行 精整、光 整加工的 方法。 图3-41珩磨原理
1.珩磨原理及珩磨头 四、珩磨孔 珩磨 是利用带 有磨条 (油石) 的珩磨头 对孔进行 精整、光 整加工的 方法
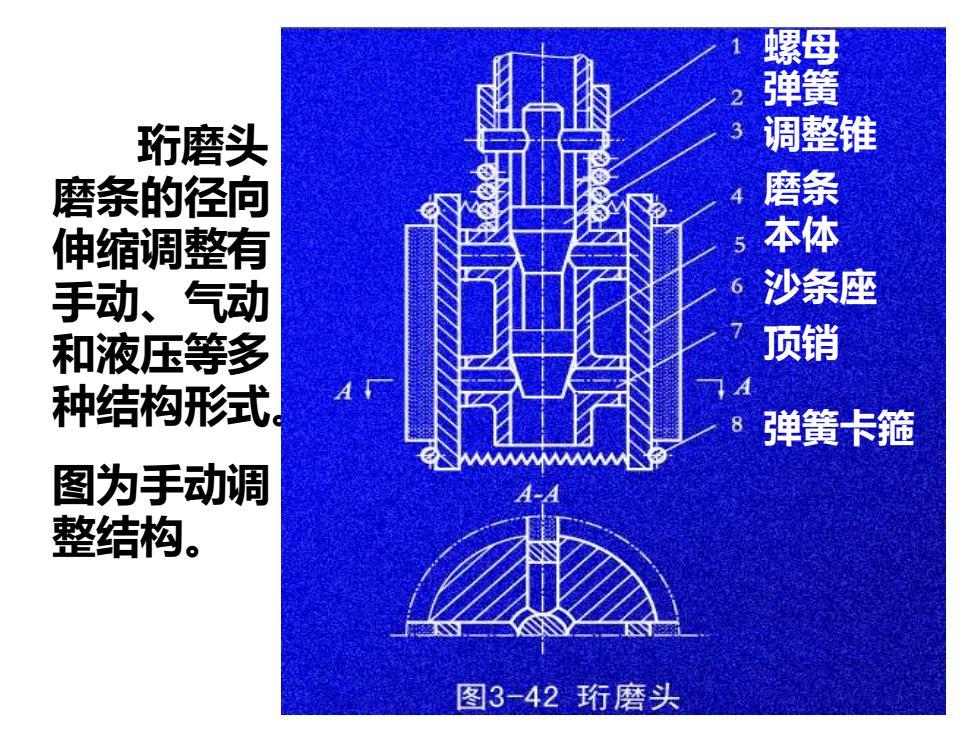
珩磨头 磨条的径向 伸缩调整有 手动、气动 沙涤座 和液压等多 顶销 种结构形式 8 弹簧卡箍 图为手动调 整结构。 图3-42珩磨头
珩磨头 磨条的径向 伸缩调整有 手动、气动 和液压等多 种结构形式。 图为手动调 整结构。 螺母 弹簧 调整锥 磨条 本体 沙条座 顶销 弹簧卡箍

2.珩磨的工艺特点及应用范围 1)珩磨能获得较高的尺寸精度和形状 精度,加工精度为T7-T6级,孔的圆度和 圆柱度误差可控制在3-5μm的范围之内, 但珩磨不能提高被加工孔的位置精度。 2)珩磨能获得较高的表面质量,表面 粗糙度Ra为0.2-0.025μm,表层金属的 变质缺陷层深度极微(2.5-25m)。 3)与磨削速度相比,珩磨头的圆周速 度虽不高,但由于砂条与工件的接触面积大 往复速度相对较高,所以珩磨仍有较高的生 产率
2.珩磨的工艺特点及应用范围 1)珩磨能获得较高的尺寸精度和形状 精度,加工精度为IT7-IT6级,孔的圆度和 圆柱度误差可控制在3-5μm的范围之内, 但珩磨不能提高被加工孔的位置精度。 2)珩磨能获得较高的表面质量,表面 粗糙度Ra为0.2-0.025μm,表层金属的 变质缺陷层深度极微(2.5-25μm)。 3)与磨削速度相比,珩磨头的圆周速 度虽不高,但由于砂条与工件的接触面积大, 往复速度相对较高,所以珩磨仍有较高的生 产率
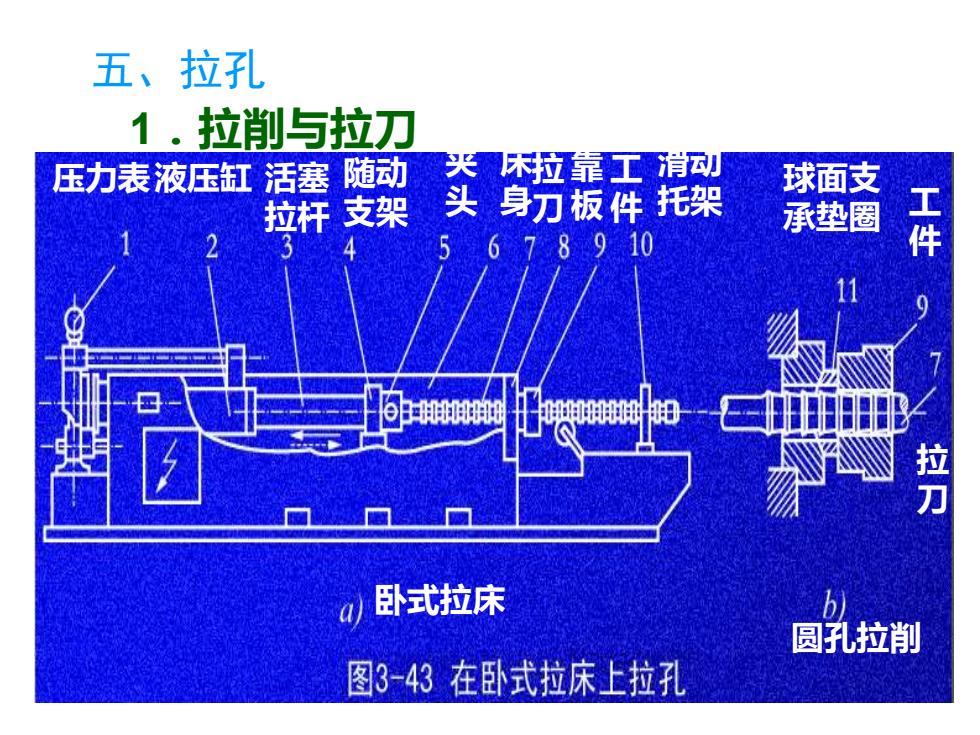
五、拉孔 1.拉削与拉刀 压力表液压缸活塞随动 夹覆床拉靠工消孙 头身万板件托架 球面支 拉杆支架 承垫圈 5 678910 ✉HhE 拉刀 卧式拉床 圆孔拉削 图3-43在卧式拉床上拉孔
五、拉孔 1.拉削与拉刀 卧式拉床 圆孔拉削 压力表液压缸 活塞 拉杆 随动 支架 夹 头 床 身 拉 刀 靠 板 工 件 滑动 托架 球面支 承垫圈 工 件 拉 刀