北京化二大学 第二节 热塑性塑料注射成型过程分析 一、 塑化过程 Tror Tm~T.窄的塑料(PVC、POM等) 为减小分解,料筒温度应取低些 ■ Tror Tm~T,范围宽的塑料(PE、PS等) 料筒温度可取高些,以强化塑化
Tf or Tm ~Td 窄的塑料(PVC、POM等) 为减小分解,料筒温度应取低些 为减小分解,料筒温度应取低些 Tf or Tm~Td范围宽的塑料( 范围宽的塑料(PE、PS等) 料筒温度可取高些,以强化塑化 料筒温度可取高些,以强化塑化 一、塑化过程 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析
第二节 北京化二大学 热塑性塑料注射成型过程分析 塑化过程 ■分子链结构较刚性的塑料(PC、PMMA、PA66 等),料筒温度宜取高限。 ■薄壁、结构复杂、长流程、带金属嵌件的制品, 因充模困难,料筒温度宜高些
分子链结构较刚性的塑料( 分子链结构较刚性的塑料(PC 、PMMA 、PA66 等),料筒温度宜取高限。 等),料筒温度宜取高限。 薄壁、结构复杂、长流程、带金属嵌件的制品, 薄壁、结构复杂、长流程、带金属嵌件的制品, 因充模困难,料筒温度宜高些。 因充模困难,料筒温度宜高些。 一、塑化过程 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析
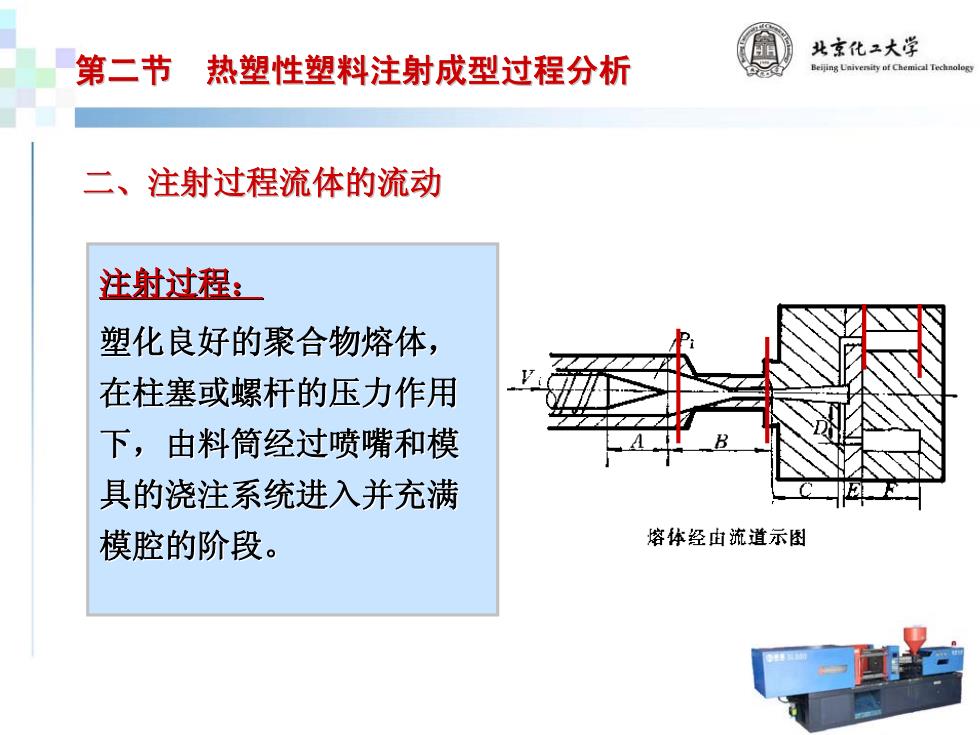
北京化二大学 第二节 热塑性塑料注射成型过程分析 二、注射过程流体的流动 注射过程: 塑化良好的聚合物熔体, 在柱塞或螺杆的压力作用 下,由料筒经过喷嘴和模 具的浇注系统进入并充满 模腔的阶段。 熔体经由流道示图
注射过程: 塑化良好的聚合物熔体, 塑化良好的聚合物熔体, 在柱塞或螺杆的压力作用 在柱塞或螺杆的压力作用 下,由料筒经过喷嘴和模 下,由料筒经过喷嘴和模 具的浇注系统进入并充满 具的浇注系统进入并充满 模腔的阶段。 二、注射过程流体的流动 二、注射过程流体的流动 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析
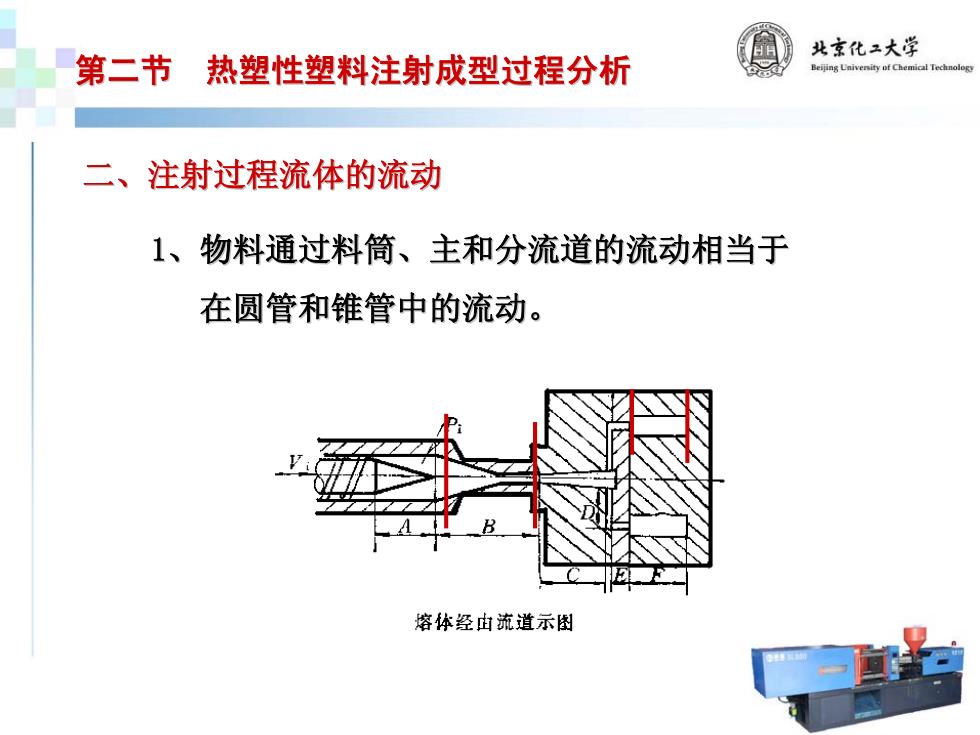
北京化二大学 第二节 热塑性塑料注射成型过程分析 二、 注射过程流体的流动 1、物料通过料筒、主和分流道的流动相当于 在圆管和锥管中的流动。 熔体经由流道示图
1、物料通过料筒、主和分流道的流动相当于 、物料通过料筒、主和分流道的流动相当于 在圆管和锥管中的流动。 在圆管和锥管中的流动。 二、注射过程流体的流动 二、注射过程流体的流动 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析

北京化二大学 第二节热塑性塑料注射成型过程分析 2、熔体在喷嘴中的流动 ■计算喷嘴中的压力损失 △pL= 87·L2·9v πR4 式中:R喷嘴半径 q,熔体的体积流量 L2喷嘴的长度 熔体经由流道示图
2、熔体在喷嘴中的流动 、熔体在喷嘴中的流动 计算喷嘴中的压力损失 计算喷嘴中的压力损失 式中:R 喷嘴半径 qv 熔体的体积流量 熔体的体积流量 L2 喷嘴的长度 L2 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析