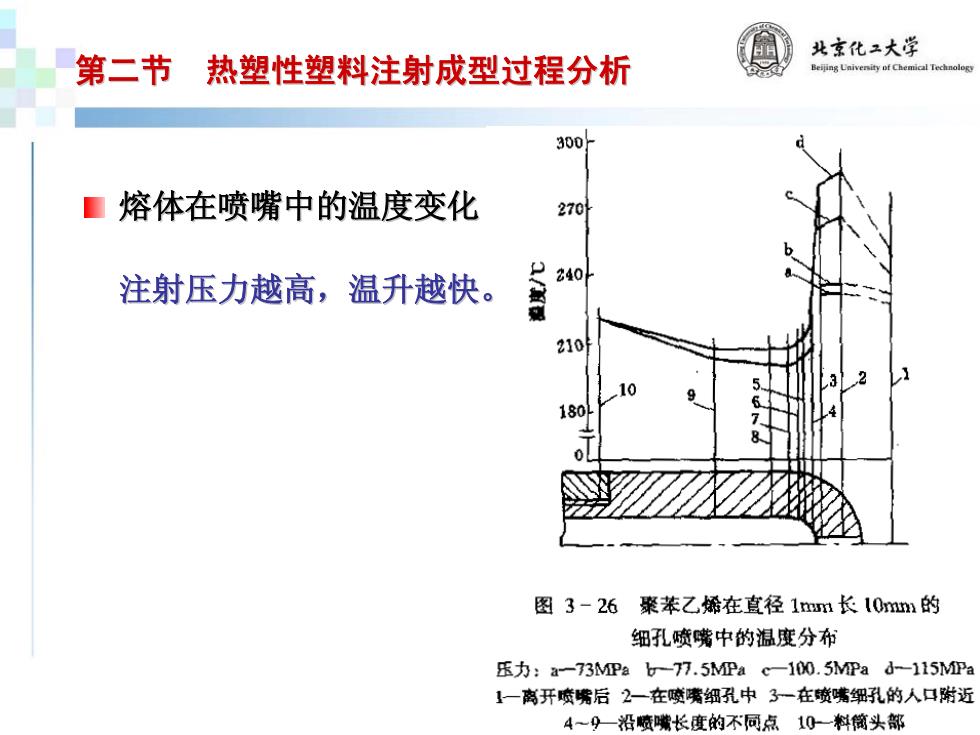
北京化二大学 第二节 热塑性塑料注射成型过程分析 300 ■熔体在喷嘴中的温度变化 270 注射压力越高,温升越快。 2240 210 10 图3-26聚苯乙烯在直径1mm长l0mn的 细孔喷嘴中的温度分布 压力:a-73MPab-77.5M企ac-100.5Mad-115Ma 一离开喷嘴后2一在喷嘴细孔中3一在喷嘴细孔的人口附近 4一9—沿喷嘴长度的不同点10一料篱头部
熔体在喷嘴中的温度变化 熔体在喷嘴中的温度变化 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析 注射压力越高,温升越快。 注射压力越高,温升越快
北京化二大学 第二节 热塑性塑料注射成型过程分析 二、注射过程流体的流动 3、熔体在模腔内的充模流动 (1)熔体在模腔内的充模流动类型 熔体的充模过程:从聚合物进入模腔开始到模 腔被充满时为止,熔体充模的流动应为层流流 动。有两种充模形式: 快速充模; 慢速充模:
(1)熔体在模腔内的充模流动类型 熔体在模腔内的充模流动类型 熔体的充模过程: 熔体的充模过程:从聚合物进入模腔开始到模 从聚合物进入模腔开始到模 腔被充满时为止,熔体充模的流动应为层流流 腔被充满时为止,熔体充模的流动应为层流流 动。有两种充模形式: 动。有两种充模形式: 快速充模; 慢速充模: 3、熔体在模腔内的充模流动 、熔体在模腔内的充模流动 二、注射过程流体的流动 二、注射过程流体的流动 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析
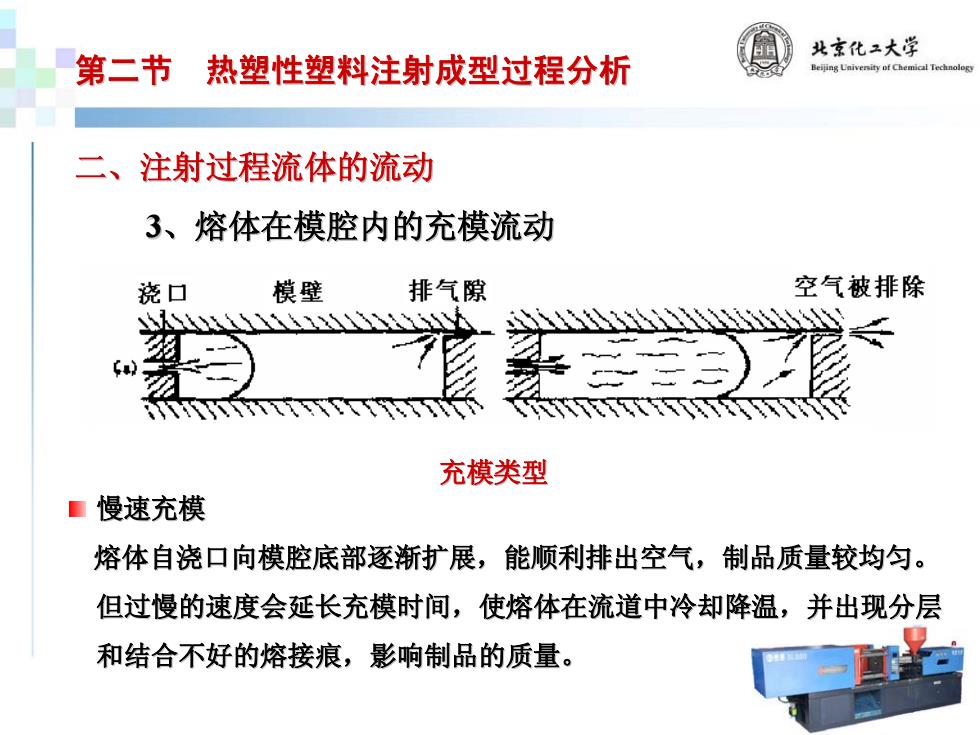
第二节 北京化二大学 热塑性塑料注射成型过程分析 二、 注射过程流体的流动 3、熔体在模腔内的充模流动 浇口 模壁 排气隙 空气被排除 充模类型 ■慢速充模 熔体自浇口向模腔底部逐渐扩展,能顺利排出空气,制品质量较均匀。 但过慢的速度会延长充模时间,使熔体在流道中冷却降温,并出现分层 和结合不好的熔接痕,影响制品的质量
慢速充模 熔体自浇口向模腔底部逐渐扩展,能顺利排出空气,制品质量较均匀。 但过慢的速度会延长充模时间,使熔体在流道中冷却降温,并出现分层 和结合不好的熔接痕,影响制品的质量。 3、熔体在模腔内的充模流动 、熔体在模腔内的充模流动 二、注射过程流体的流动 二、注射过程流体的流动 充模类型 第二节 热塑性塑料注射成型过程分析 热塑性塑料注射成型过程分析