
北京化二大学 第四章注射成型(Injection Molding) 第三节 注射成型工艺 一、注射成型前的准备 二、注射成型工艺参数的选择 三、注射制品的质量控制 四、橡胶注射成型工艺
一、注射成型前的准备 二、注射成型工艺参数的选择 三、注射制品的质量控制 四、橡胶注射成型工艺 第四章 注射成型(Injection Molding Injection Molding ) 第三节 注射成型工艺
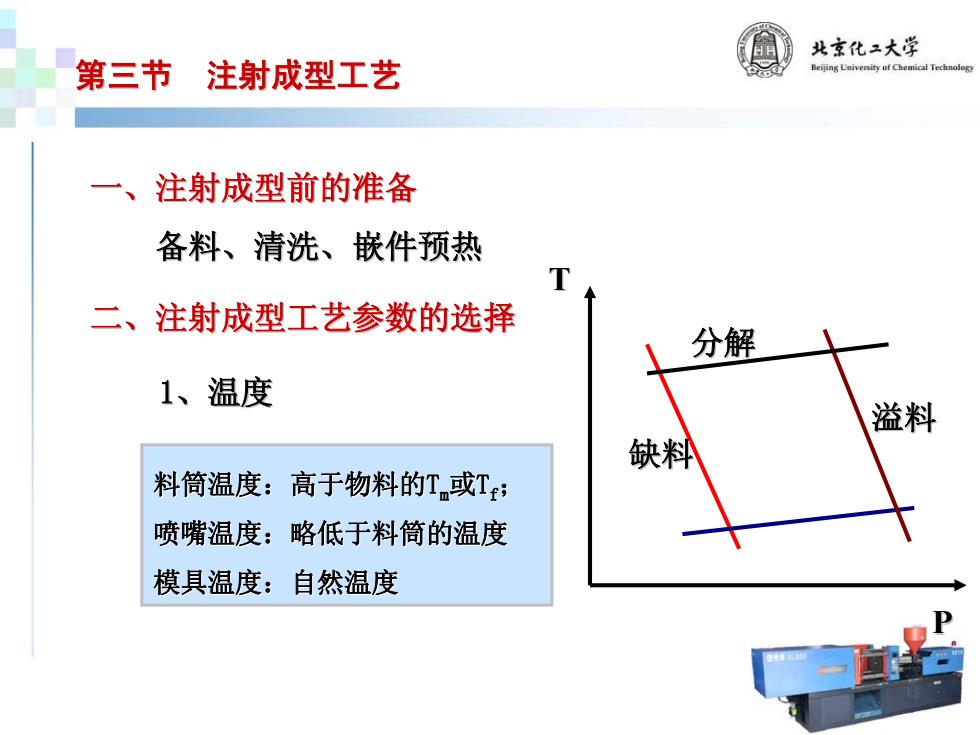
北京化二大学 第三节 注射成型工艺 一、注射成型前的准备 备料、清洗、嵌件预热 T 二、注射成型工艺参数的选择 分解 1、温度 溢料 缺料 料简温度:高于物料的T或T; 喷嘴温度:略低于料筒的温度 模具温度:自然温度
第三节 注射成型工艺 一、注射成型前的准备 一、注射成型前的准备 备料、清洗、嵌件预热 备料、清洗、嵌件预热 二、注射成型工艺参数的选择 二、注射成型工艺参数的选择 溢料 T P 缺料 分解 1、温度 料筒温度:高于物料的Tm或Tf; 喷嘴温度:略低于料筒的温度 模具温度:自然温度

北京化二大学 第三节 注射成型工艺 注射温度对材料力学性能的影响 90r 70 图3-56各种热塑性塑料的极限拉伸 强度和注射温度的关系 1一苯乙烯-丙烯睛-甲基丙烯酸甲嘴共聚物 2一苯乙希-丙烯腈共乘物 50 3一聚甲基时端酸申酯TIMMAIIT 4一乳液法廉華乙船5一本体法聚苯乙烯 6一抗神案苯乙烯CHⅢ7-CHAK-15共廉物 30 8一KH工-10牌聚苯乙烯 180 200220 ·240 260 注射祖度/℃
注射温度对材料力学性能的影响 注射温度对材料力学性能的影响 第三节 注射成型工艺
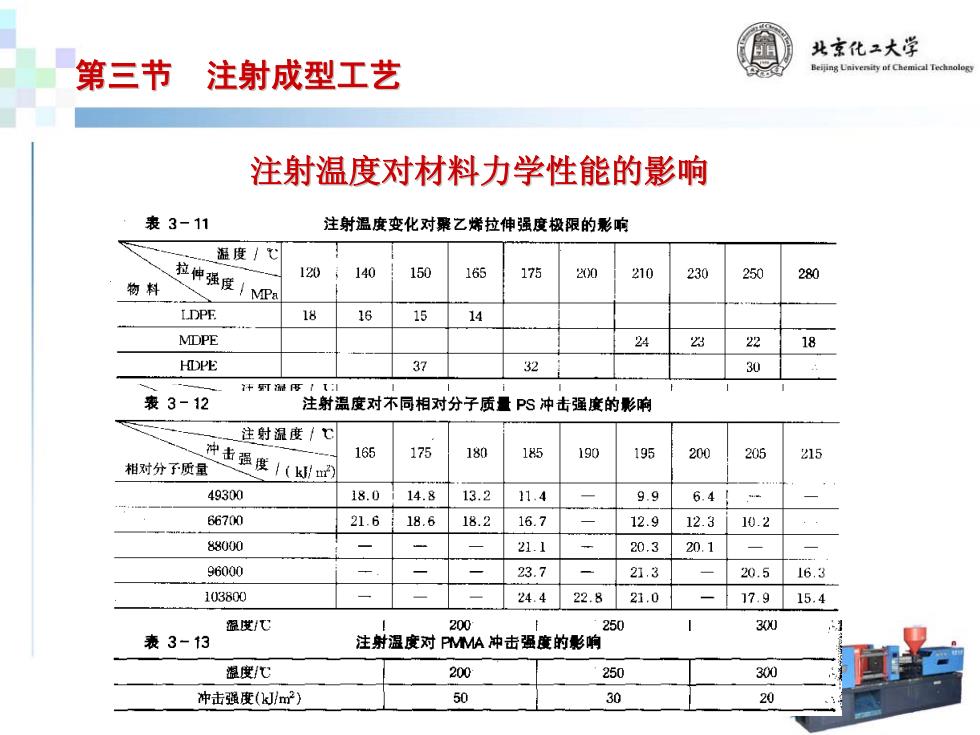
北京化二大学 第三节 注射成型工艺 注射温度对材料力学性能的影响 表3-11 注射温度变化对聚乙烯拉伸强度极限的影响 温度/℃ 拉伸强度!NP 120 140 150 165 175 200 210 230 250 280 物料 LDPE 18 16 15 14 MDPE 24 18 HDPE 37 32 30 汗河漏母1【 表3-12 注射温度对不同相对分子质量PS冲击强度的影响 注射湿度/℃ 165 175 180 185 190 195 200 205 215 相对分子质量 击强度(k时 49300 18.0114.8 13.2 11.4 9.9 6.4} 66700 21.618.6 18.2 16.7 12.9 12.3 10.2 88000 21.1 20.3 20.1 96000 23.7 21,3 20.5 16.3 103800 24.4 22.8 21.0 17.915.4 湿度/C 200 250 300 表3-13 注射温度对PMA冲击强度的影 湿度C 200 250 300 冲击强度(Jm) 50 30 20
注射温度对材料力学性能的影响 注射温度对材料力学性能的影响 第三节 注射成型工艺
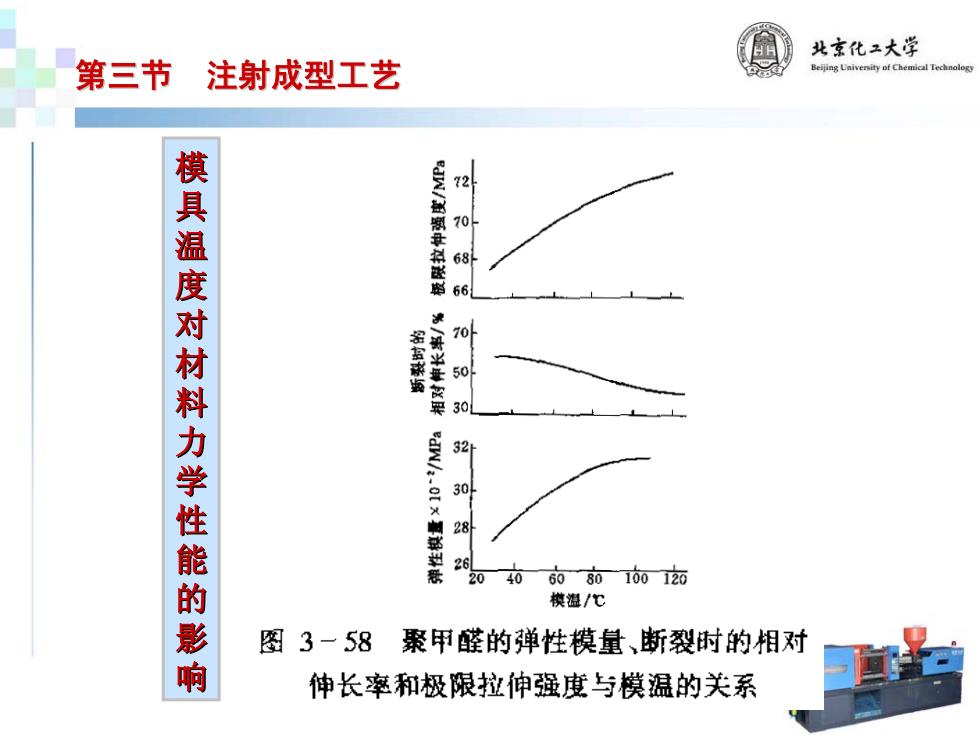
北京化二大学 第三节 注射成型工艺 72 模具温度对材料力学性能的影响 66 2 20406080100120 模温/℃ 图 3-58 聚甲醛的弹性模量、断裂时的相对 伸长率和极限拉伸强度与模温的关系
模 具 温 度 对 材 料 力 学 性 能 的 影 响 第三节 注射成型工艺