7.Costs and Aircraft Applications of Thermoplastic Composites 7.1 Costs of Thermoplastlc Composites As is the case with thermoset composites,thermoplastic composites are used in specialty,low volume applications,hence prices are high and will stay high as long as the commercial sales volume remains low.However,the majority of the high performance thermoplastic materials discussed in this report are more expensive than their thermoset counterparts,whether in the form of a neat resin,a prepreg tape or in a commingled woven fabric.Avimid K,Avimid N.Eymyd U-25.Eymyd U-35.Larc-TPI,Cypac X-7005 polyimide prepregs as well as PBI prepregs are amongst the most expensive,at least twice as expensive and in some cases 3 to 4 times more expensive than thermoset prepregs.There are however some prepregs such as reinforced PEEK,PES and PPS for which prices are comparable to some second-generation thermoset composites such as IM6/5245C (US $90-120/Ib for a quantity of about 100 Ib). Fortunately,the higher cost for the raw material can be offset by lower processing costs [221].Thermoplastic composites have indeed the potential for low processing costs.In general,they are more suitable for automated production than thermosets because most of them require only the application of heat and pressure to fabricate laminates and to form parts.No chemical reaction is required.hence no long and elaborate curing cycles are involved.They can be processed with short cycle ttes.Because they require high temperature and pressure,it is more appropriate to produce them in high volume.Automated processes such as tape laying.filament winding and pultrusion are the most cost effective processing methods for thermoset composites [1]and they are also the key to the cost effectiveness of using thermoplastic composites [221].Competition from thermoset composites and metal is important and to really pierce the market,innovative cost-effective manufacturing processes for thermoplastic composites have to be developed in spite of their good properties. Chang and Lees [2]estimated the relative cost of processes to fabricate thermoplastic and thermoset composites.Table 35 contains the relative cost of prepregging which they estimated for thermoset and thermoplastic tows.The cost of prepregging thermoplastic tow is without any doubt higher than for thermoset.Amongst the techniques to combine fibres and thermoplastic matrices,solvent and melt impregnation have the lowest potential cost and powder impregnation and commingling the highest. Table 36,taken also from Reference 2.compares the cost of part fabrication using filament winding of tows preimpregnated by each of the four prepregging methods already mentioned above.While the cost of thermnoplastic prepreg is between 1.8 and 3 times higher than that of thermoset prepreg.it is offset by lower production costs.The final thermoplastic 136
7. Costs and Aircraft Applications of Thermoplastic Composites 7.1 Costs of Thermoplastic Composites As is the case with thermoset composites, thermoplastic composites are used in specialty, low volume applications, hence prices are high and will stay high as long as the commercial sales volume remains low. However, the majority of the high performance thermoplastic materials discussed in this report are more expensive than their thermoset counterparts, whether in the form of a neat resin, a prepreg tape or in a commingled woven fabric. Avimid K, Avimid N, Eymyd U-25, Eymyd U-35, Larc-TPI. Cypac X-7005 polyimide prepregs as well as PBI prepregs are amongst the most expensive, at least twice as expensive and in some cases 3 to 4 times more expensive than thermoset prepregs. There are however some prepregs such as reinforced PEEK, PES and PPS for which prices are comparable to some second-generation thermoset composites such as IM6/5245C (US $90-12O/lb for a quantity of about 100 lb]. Fortunately, the higher cost for the raw material can be offset by lower processing costs 122 11. Thermoplastic composites have indeed the potential for low processing costs. In general, they are more suitable for automated production than thermosets because most of them require only the application of heat and pressure to fabricate laminates and to form parts. No chemical reaction is required, hence no long and elaborate curing cycles are involved. They can be processed with short cycle times. Because they require high temperature and pressure, it is more appropriate to produce them in high volume. Automated processes such as tape laying, filament winding and pultrusion are the most cost effective processing methods for thermoset composites [l] and they are also the key to the cost effectiveness of using thermoplastic composites 122 11. Competition from thermoset composites and metal is Important and to really pierce the market, innovative cost-effective manufacturing processes for thermoplastic composites have to be developed in spite of their good properties. Chang and Lees [Z] estimated the relative cost of processes to fabricate thermoplastic and thermoset composites. Table 35 contains the relative cost of prepregging which they estimated for thermoset and thermoplastic tows. The cost of prepregging thermoplastic tow is without any doubt higher than for thermoset. Amongst the techniques to combine fibres and thermoplastic matrices, solvent and melt impregnation have the lowest potential cost and powder impregnation and commingling the highest. Table 36, taken also from Reference 2, compares the cost of part fabrication using filament winding of tows preimpregnated by each of the four prepregging methods already mentioned above. While the cost of thermoplastic prepreg is between 1.8 and 3 times higher than that of thermoset prepreg, it is offset by lower production costs. The final thermoplastic 136

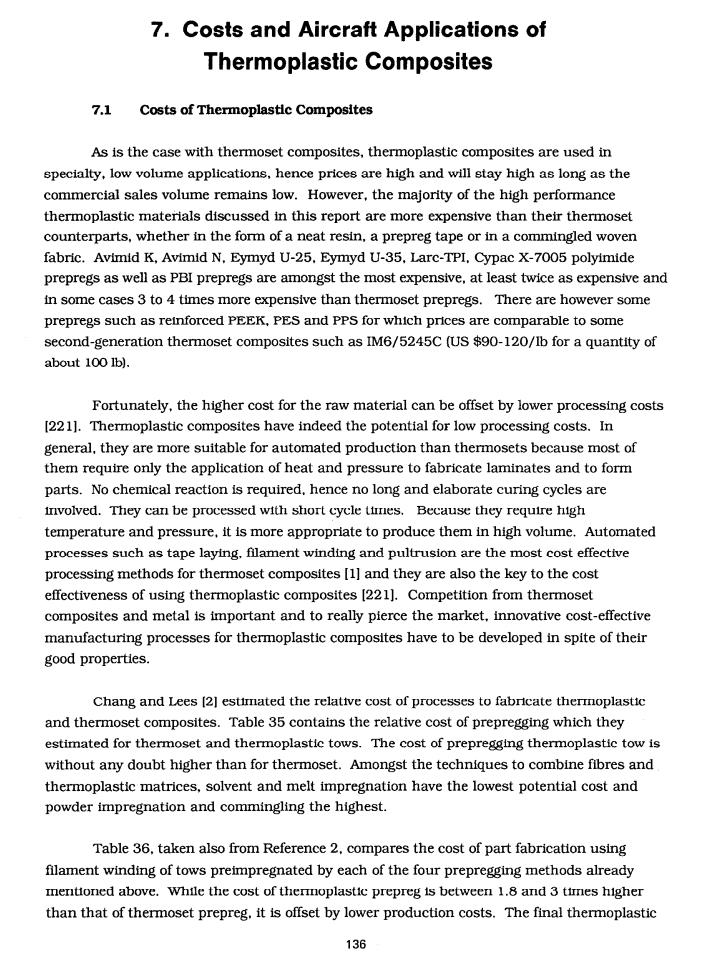
Costs and Aircraft Applications of Thermoplastic Composites 137 TABLE 35.Relative Cost of Prepregging for Thermoset versus Thermoplastic Tows [2] Resin Throughput Prepreg Added Process Cost Rates Invest. Cost Thermoset tow X X X X Thermoplastic tow ex powder 1.5X 0.5X 2X 2.5X ex commingling 2.5X 4X 1.5X 3X ex melt X 0.5X 2.5x 2X ex solvent X X 2.0X 1.8X TABLE 36.Effect on Downstream Cost for Filament Winding [2] Process Prepreg Cost Part Production Part Cost Thermoset tow X X X Thermoplastic tow ex powder 2.5X 0.5X 0.8X ex commingling 3X 0.5X X ex melt 2X X 06X ex solvent 1.8X X 0.6X TABLE 37.Relative Forming Cost of Parts via Continuous Filament Tape/Tow and Discontinuous Drawable Sheet-Thermoset (TS)versus Thermoplastic (TP)[2] Continuous Filament Discontinuous Tape/Tow Drawable Sheet Type of Part TS TP TP Single curvature skin X 11X 08X Shaped skin X X 0.5x Hat section X 0.9X 0.6X Closed sphere X 0.6X NIA Box beam X 0.5X NIA Complex shape X 0.8X NIA
Costs and Aircraft Applications of Thermoplastic Composites 137 TABLE 35. Relative Cost of Prepregging for Thermoset versus Thermoplastic Tows [2] Process Thermoset tow Thermoplastic tow ex powder ex commmgling ex melt ex solvent Resin Throughput cost Rates X X 1.5x 0.5x 2.5x 4x X 0.5x X X Prepreg Invest. X 2x 1.5x 2.5x 2.0x Added cost X 2.5X 3x 2x 1.8X TABLE 36. Effect on Downstream Cost for Filament Winding [2] Process Thermoset tow Thermoplastic tow ex powder ex commingling ex melt ex solvent Prepreg Cost X 2.5x 3x 2x 1.8X Part Production X 0.5x 0.5x X X Part Cost X 0.8X X 0.6X 0.6X TABLE 37. Relative Forming Cost of Parts via Continuous Filament Tape/Tow and Discontinuous Drawable Sheet-Thermoset (TS) versus Thermoplastic (TP) [2] Type of Part Single curvature skin Shaped skin Hat section Closed sphere Box beam Complex shape Continuous Filament Tape/Tow TS TP X 1.1x X X X 0.9x X 0.6X X 0.5x X 0.8X Discontinuous Drawable Sheet TP 0.8X 0.5x 0.6X N/A N/A N/A
138 High Performance Thermoplastic Resins and Their Composites part costs are typically 40%lower than thermoset parts for the melt and solvent processes,and either 20%lower or equal to the thermoset part cost.for the powder and commingled process. respectively. Chang and Lees also compared the relative forming costs of continuous filament tape/tow for both thermoplastic and thermoset material for various parts.They are shown in Table 37 where relative costs for discontinuous drawable sheet are also included.In general, forming parts with continuous filament reinforced thermoplastic resulted in lower prices than for thermosets.The unique reprocessability feature of thermoplastic composites.that makes them reprocessable and reusable,renders them more attractive from an economic point of view.Parts with defects can be reprocessed and scrap from the fabrication of trimmed parts can be reused. 7.2 Examples of Use of Thermoplastic Composites in Aircraft Applcations Even though the questions of processing techniques.tooling.Joining and repairing have not been fully addressed by researchers and designers,applications of thermoplastic composites in aircraft structures are becoming increasingly common.Aircraft thermoplastic composite components have to be designed to the same static and dynamic loading conditions and fail-safe requirements as conventional thermoset composites [1].As suggested by the National Advisory Board of U.S.National Research Council [1],"the application of thermoplastic composite materials as aircraft structural materials can be expected to build on the data basc cstablished for thermosetting composites.Modifications to the evalualon criteria can be expected as experience develops with this family of materials."Selected applications demonstrating the feasibility of using high performance thermoplastic composites in primary and secondary aircraft structures are presented in the following paragraphs. 7.2.1 Westland 30-300 Thermoplastic Tailplane [248,249,250] Westland Helicopters is currently engaged in a project to develop and build a thermoplastic composite tailplane for the Westland 30-300 helicopter.This priary structural component was selected to evaluate and demonstrate thermoplastic composite manufacturing technology as many elements incorporated in the assembly are directly applicable to other aircraft primary structures.The tailplane also gave the opportunity to compare three technologies since it was first made of metal and then changed to epoxy composite. The materials chosen for the project were carbon reinforced PEEK and woven carbon reinforced PEI.Initially,only carbon/PEEK was selected but since it had not reached commercial maturity during the first phasc of the project,being only available in developient
138 High Performance Thermoplastic Resins and Their Composites part costs are typically 40% lower than thermoset parts for the melt and solvent processes, and either 20% lower or equal to the thermoset part cost. for the powder and commingled process, respectively. Chang and Lees also compared the relative forming costs of continuous filament tape/tow for both thermoplastic and thermoset material for various parts. They are shown in Table 37 where relative costs for discontinuous drawable sheet are also included. In general, forming parts with continuous filament reinforced thermoplastic resulted in lower prices than for thermosets. The unique reprocessability feature of thermoplastic composites, that makes them reprocessable and reusable, renders them more attractive from an economic point of view. Parts with defects can be reprocessed and scrap from the fabrication of trimmed parts can be reused. 7.2 Examples of Use of Thermoplastic Composites in Aircraft Applications Even though the questions of processing techniques, tooling, joining and repairing have not been fully addressed by researchers and designers, applications of thermoplastic composites in aircraft structures are becoming increasingly common. Aircraft thermoplastic composite components have to be designed to the same static and dynamic loading conditions and fail-safe requirements as conventional thermoset composites [ 11. As suggested by the National Advisory Board of U.S. National Research Council [l], “the application of thermoplastic composite materials as aircraft structural materials can be expected to build on the data base established for thermosetting composites. Modifications to the evaluation criteria can be expected as experience develops with this family of materials.” Selected applications demonstrating the feasibility of using high performance thermoplastic composites in primary and secondary aircraft structures are presented in the following paragraphs. 73.1 We&land 30-300 Thermoplastic Tailplane [248,249.2!50] Westland Helicopters is currently engaged in a project to develop and build a thermoplastic composite tailplane for the Westland 30-300 helicopter. This primary structural component was selected to evaluate and demonstrate thermoplastic composite manufacturing technology as many elements incorporated in the assembly are directly applicable to other aircraft primary structures. The tailplane also gave the opportunity to compare three technologies since it was first made of metal and then changed to epoxy composite. The materials chosen for the project were carbon reinforced PEEK and woven carbon reinforced PEI. Initially, only carbon/PEEK was selected but since it had not reached commercial maturity during the first phase of the project, being only available in development
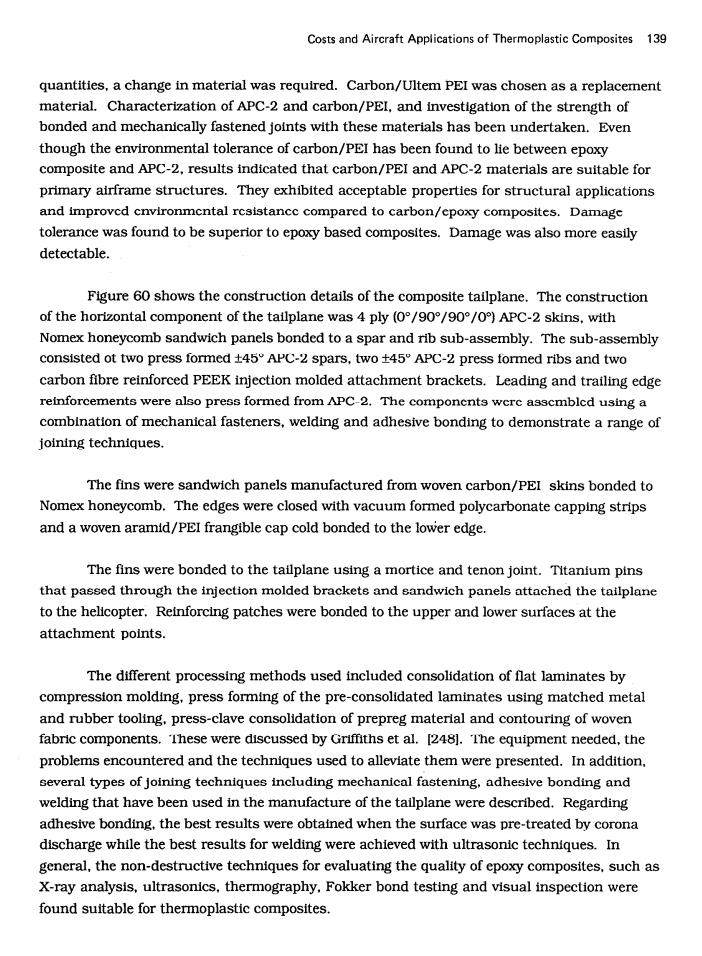
Costs and Aircraft Applications of Thermoplastic Composites 139 quantities,a change in material was required.Carbon/Ultem PEI was chosen as a replacement material.Characterization of APC-2 and carbon/PEI,and investigation of the strength of bonded and mechanically fastened joints with these materials has been undertaken.Even though the environmental tolerance of carbon/PEI has been found to lie between epoxy composite and APC-2,results indicated that carbon/PEI and APC-2 materials are suitable for primary airframe structures.They exhibited acceptable properties for structural applications and improved cnvironmcntal rcsistancc compared to carbon/cpoxy composites.Damage tolerance was found to be superior to epoxy based composites.Damage was also more easily detectable. Figure 60 shows the construction details of the composite tailplane.The construction of the horizontal component of the tailplane was 4 ply (0/90/90/0)APC-2 skins,with Nomex honeycomb sandwich panels bonded to a spar and rib sub-assembly.The sub-assembly consisted ot two press formed t45 APC-2 spars,two t45 APC-2 press formed ribs and two carbon fibre reinforced PEEK injection molded attachment brackets.Leading and trailing edge reinforcements were also press formed from APC-2.The components werc asscmblcd using a combination of mechanical fasteners,welding and adhesive bonding to demonstrate a range of joining techniques. The fins were sandwich panels manufactured from woven carbon/PEI skins bonded to Nomex honeycomb.The edges were closed with vacuum formed polycarbonate capping strips and a woven aramid/PEI frangible cap cold bonded to the lower edge. The fins were bonded to the tailplane using a mortice and tenon joint.Titanfum pins that passed through the injection molded brackets and sandwich panels attached the tailplane to the helicopter.Reinforcing patches were bonded to the upper and lower surfaces at the attachment points. The different processing methods used included consolidation of flat laminates by compression molding,press forming of the pre-consolidated laminates using matched metal and rubber tooling.press-clave consolidation of prepreg material and contouring of woven fabric components.These were discussed by Griffiths et al.[248].The equipment needed,the problems encountered and the techniques used to alleviate them were presented.In addition. several types of joining techniques including mechanical fastening,adhesive bonding and welding that have been used in the manufacture of the tailplane were described.Regarding adhesive bonding,the best results were obtained when the surface was pre-treated by corona discharge while the best results for welding were achieved with ultrasonic techniques.In general,the non-destructive techniques for evaluating the quality of epoxy composites.such as X-ray analysis,ultrasonics.thermography.Fokker bond testing and visual inspection were found suitable for thermoplastic composites
Costs and Aircraft Applications of Thermoplastic Composites 139 quantities, a change in material was required. Carbon/Ultem PEI was chosen as a replacement material. Characterization of APC-2 and carbon/PEI, and investigation of the strength of bonded and mechanically fastened joints with these materials has been undertaken. Even though the environmental tolerance of carbon/PEI has been found to lie between epoxy composite and APC-2, results indicated that carbon/PEI and APC-2 materials are suitable for primary airframe structures. They exhibited acceptable properties for structural applications and improved environmental resistance compared to carbon/epoxy composites. Damage tolerance was found to be superior to epoxy based composites. Damage was also more easily detectable. Figure 60 shows the construction details of the composite tailplane. The construction of the horizontal component of the tailplane was 4 ply (O”/900/900/Oo) APC-2 skins, with Nomex honeycomb sandwich panels bonded to a spar and rib sub-assembly. The sub-assembly consisted ot two press formed +45’ APC-2 spars, two rt45” APC-2 press formed ribs and two carbon fibre reinforced PEEK injection molded attachment brackets. Leading and trailing edge reinforcements were also press formed from APC-2. The components were assembled using a combination of mechanical fasteners, welding and adhesive bonding to demonstrate a range of joining techniques. The fins were sandwich panels manufactured from woven carbon/PEI skins bonded to Nomex honeycomb. The edges were closed with vacuum formed polycarbonate capping strips and a woven aramid/PEI frangible cap cold bonded to the lotier edge. The fins were bonded to the tailplane using a mortice and tenon joint. Titanium pins that passed through the injection molded brackets and sandwich panels attached the tailplane to the helicopter. Reinforcing patches were bonded to the upper and lower surfaces at the attachment points. The different processing methods used included consolidation of flat laminates by compression molding, press forming of the pre-consolidated laminates using matched metal and rubber tooling, press-clave consolidation of prepreg material and contouring of woven fabric components. These were discussed by Griffiths et al. 12481. The equipment needed, the problems encountered and the techniques used to alleviate them were presented. In addition, several types of joining techniques including mechanical fastening, adhesive bonding and welding that have been used in the manufacture of the tailplane were described. Regarding adhesive bonding, the best results were obtained when the surface was pre-treated by corona discharge while the best results for welding were achieved with ultrasonic techniques. In general, the non-destructive techniques for evaluating the quality of epoxy composites, such as X-ray analysis, ultrasonics, thermography, Fokker bond testing and visual inspection were found suitable for thermoplastic composites

140 High Performance Thermoplastic Resins and Their Composites Fin Offset to Offload Tail Rotor 8● Woven CFRPEI Sandwich Fins Top0",90°,90°,0,UD APC-2 Vacuum Formed PC Sandwich Profile Capping Strips Honeycomb Block Front Attachment Trailing Edge Kevlar/PEI Reinforcement Frangible Bumper Bush Cap Filled Honeycomb Fin/Tailplane Joints Rubber Bush Vibration P-Pressed±45°UD APC-2 Front Spar lsolator Joggle Formed During Pressing Bush Insert Pressed±45°UD APC-2RIh Leading Edge Reinforcement Rubber Bush Vibratlon CF/PEEK Bush Cap Isolator Injection Moulding Pre330dt45°UD APC-2 Rear Attachment Rear Spar FIGURE 60.Westland 30-300 Thermoplastic Tailplane [249] TABLE 38.Estimation of the Tallplane Costs Assuming that the Material and Components are being Produced in Volume Quantity [250] W30 tailplane costs and weights Metallic Thermoset Thermoplastic Optimized Al-alloy CFR epoxy APC and plastic CFRPEI APC and CFRPEI Weight 100% 70% 71% 68% Manufacturing cost 100% 76% 52% 44%
140 High Performance Thermoplastic Resins and Their Composites Fin Offset to Offload Tail Rotor Woven CFRPEI Sandwich Fins Top O”, 90”, go”, 0, UD APC-2 Sandwich Profile Vacuum Formed PC Honeycomb Block Rubber Bush V Filled Honeycomb y’ ~&r/Tailplane Joints Pressed f45” UD APC-2 Front Spar e Formed During Pressing d +45” UD APC-2 Rib Relnforceme Injection Mouldlng er Bush Vibration Isolator Pressed f45O UD APC-2 Rear Spar Rear Attachment FIGURE 60. Westland 30-300 Thermoplastic Tailplane [249] TABLE 38. Estimation of the Tailplane Costs Assuming that the Material and Components are being Produced in Volume Quantity [250] W3O tailplane costs and weights Metallic AI -alloy Weight 100% Manufacruring cost 100% Themoset CFR epoxy 70% 76% Thermoplastic APC and CFRPEI 71% 52% Optimized plastic APC and CFRPEI 68% 44%