
3.1数控编程的基本概念 四、对刀点与换刀点 >如何对刀? “刀位点”与“对刀点”重合。 所谓“刀位点”就是表征刀具特征的点。 换刀问题 对车削中心、加工中心等多刀加工数控机床,因加工过程 中要进行换刀,故编程时应考虑不同工步间的换刀问题。 BACK(16 运城学院机电工程系 Mechanical and Electrical Engineering Department
2022/11/23 16 3.1 数控编程的基本概念 ➢如何对刀? 所谓“刀位点”就是表征刀具特征的点。 “刀位点”与“对刀点”重合。 对车削中心、加工中心等多刀加工数控机床,因加工过程 中要进行换刀,故编程时应考虑不同工步间的换刀问题。 换刀问题 四、对刀点与换刀点
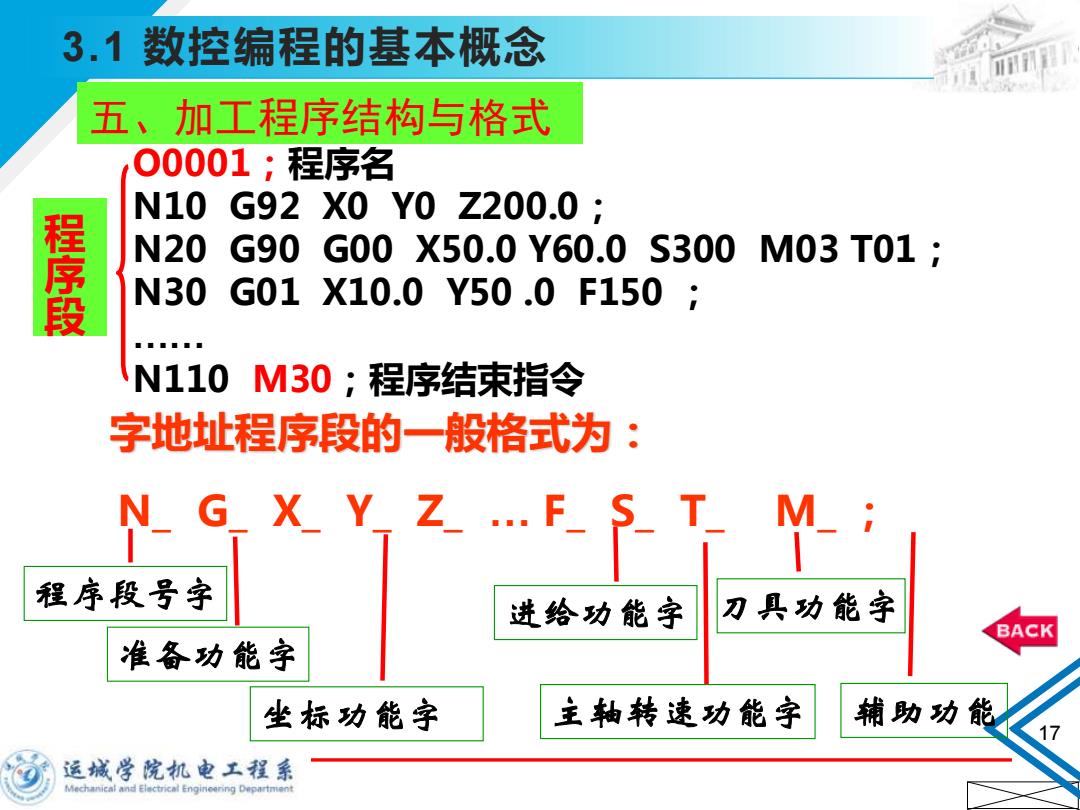
3.1数控编程的基本概念 五、.加工程序结构与格式 00001;程序名 N10 G92X0Y0Z200.0: 程序段 N20 G90 G00X50.0Y60.0S3001 M03T01; N30 G01X10.0Y50.0F15 0 N110 M30;程序结束指令 字地址程序段的一般格式为: M 程序段号字 进给功能字 刀具功能字 BACK 准备功能字 坐标功能字 主轴转速功能字 辅助功能 运城学院机电工程系 Mechanical and Electrical Engineering Department
2022/11/23 17 3.1 数控编程的基本概念 N_ G_ X_ Y_ Z_ … F_ S_ T_ M_ ; 字地址程序段的一般格式为: 准备功能字 程序段号字 坐标功能字 进给功能字 主轴转速功能字 刀具功能字 辅助功能 O0001;程序名 N10 G92 X0 Y0 Z200.0; N20 G90 G00 X50.0 Y60.0 S300 M03 T01; N30 G01 X10.0 Y50 .0 F150 ; …… N110 M30;程序结束指令 五、加工程序结构与格式 程 序 段