24 ()通用夹具通用夹具是指已经标准化、无需调整或稍加调整就可用于装夹不同工件 的夹具。如三爪自定心卡盘和四爪单动卡盘、平口钳、回转工作台、分度头等。这类夹具主 要用于单件、小批量生产。 ②)专用夹具专为某一工件的一定工序加工而设计制造的夹具。专用夹具的结构紧 凑,操作方便,主要用于产品固定的大批量生产中。 )可调夹具可调夹具是指加工完一种工件后,通过调整或更换个别元件就可加工形 状相似、尺寸相近的工件,多用于中小批量生产。 ④)组合夹具组合夹具是指按一定的工艺要求,由一套预先制造好的通用标准元件和 部件组合而成的夹具。这种夹具使用完后,可进行拆卸或重新组装夹具,具有缩短生产周 期,减少专用夹具的品种和数量的优点。组合夹具适用于新产品的试制及多品种、小批量的 生产 (⑤)随行夹具随行夹具是在自动线加工中针对某一工件而采用的一种夹具,除了具有 一般夹具所负担的装夹工件的任务外,还担负着沿自动线输送工件的任务。 此外,按使用机床类型分类,可分为车床夹具、铣床夹具、钻床夹具、镗床夹具和其他 机床夹具:按驱动夹具工作的动力源分,可分为手动夹具、气动夹具、液压夹具和电磁夹具 二、机床夹具的组成 虽然机床夹具种类很多,但它们的基本组成是相同的。以下以一个数控铣床夹具为例, 说明夹具的组成。 图1-27所示为在数控铣床上铣连杆槽夹具。该夹具靠工作台T形槽和夹具体上定位键 9确定其在数控铣床上的位置,用T形螺钉紧固 加工时,工件在夹具中的正确位置靠夹具体1的上平面、圆柱销11和菱形销10保证。 夹紧时,转动螺母7,压下压板2,压板2一端压着夹具体,另一端压紧工件,保证工件的 正确位置不变。 从上例可知,机床夹具由以下几部分组成: ①)定位装置定位装置是由定位元件及其组合构成。它用于确定工件在夹具中的正确 位置。如图1-27中的圆柱销11、菱形销10等都是定位元件 ②)夹紧装置夹紧装置用于保证工件在夹具中的既定位置,使其在外力作用下不致产 生移动。它包括夹紧元件、传动装置及动力装置等。如图127中的压板2、螺母3和7、垫 圈4和5、螺栓6及弹簧8等元件组成的装置就是夹紧装置。 3)夹具体用于连接夹具各元件及装置,使其成为一个整体的基础件,以保证夹具的 精度和刚度。 (4)其他元件及装置如定位键、操作件以及标准化连接元件等。 在通用机床用夹具上有时还设有对刀装置和分度装置等。 三、工件的定位 (《一)定位原理 1.六点定位原理
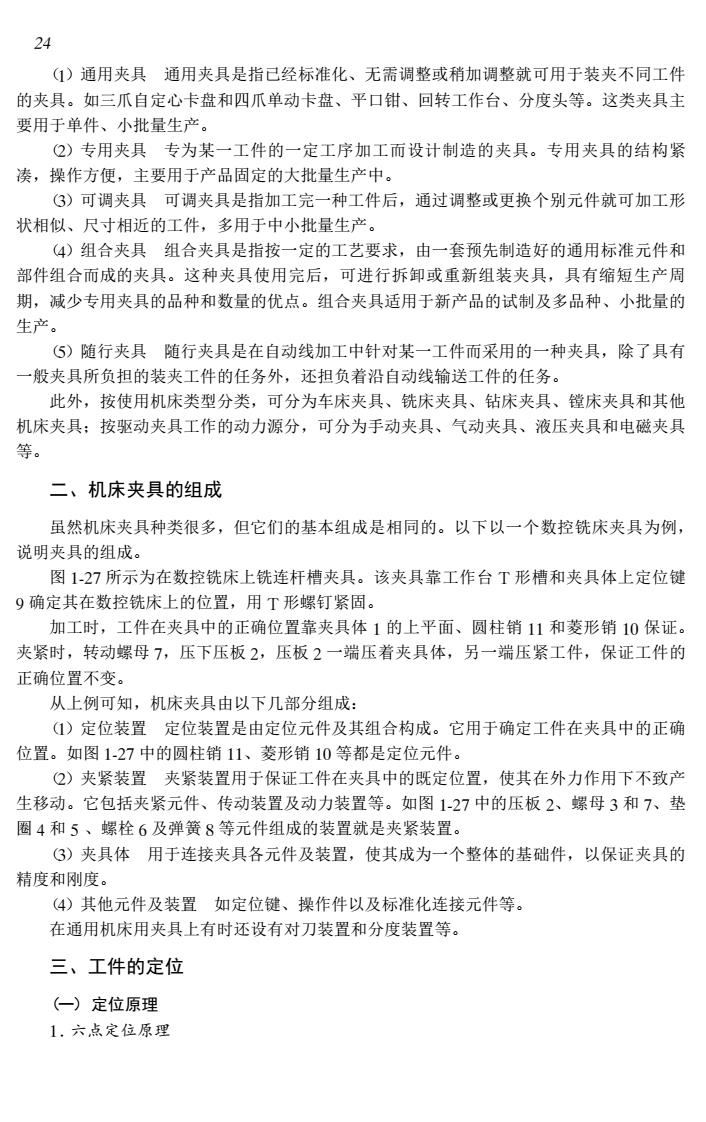
(1)通用夹具 通用夹具是指已经标准化、无需调整或稍加调整就可用于装夹不同工件 的夹具。如三爪自定心卡盘和四爪单动卡盘、平口钳、回转工作台、分度头等。这类夹具主 要用于单件、小批量生产。 (2)专用夹具 专为某一工件的一定工序加工而设计制造的夹具。专用夹具的结构紧 凑,操作方便,主要用于产品固定的大批量生产中。 (3)可调夹具 可调夹具是指加工完一种工件后,通过调整或更换个别元件就可加工形 状相似、尺寸相近的工件,多用于中小批量生产。 (4)组合夹具 组合夹具是指按一定的工艺要求,由一套预先制造好的通用标准元件和 部件组合而成的夹具。这种夹具使用完后,可进行拆卸或重新组装夹具,具有缩短生产周 期,减少专用夹具的品种和数量的优点。组合夹具适用于新产品的试制及多品种、小批量的 生产。 (5)随行夹具 随行夹具是在自动线加工中针对某一工件而采用的一种夹具,除了具有 一般夹具所负担的装夹工件的任务外,还担负着沿自动线输送工件的任务。 此外,按使用机床类型分类,可分为车床夹具、铣床夹具、钻床夹具、镗床夹具和其他 机床夹具;按驱动夹具工作的动力源分,可分为手动夹具、气动夹具、液压夹具和电磁夹具 等。 二、机床夹具的组成 虽然机床夹具种类很多,但它们的基本组成是相同的。以下以一个数控铣床夹具为例, 说明夹具的组成。 图127所示为在数控铣床上铣连杆槽夹具。该夹具靠工作台 T形槽和夹具体上定位键 9确定其在数控铣床上的位置,用T形螺钉紧固。 加工时,工件在夹具中的正确位置靠夹具体1的上平面、圆柱销11和菱形销10保证。 夹紧时,转动螺母7,压下压板2,压板2一端压着夹具体,另一端压紧工件,保证工件的 正确位置不变。 从上例可知,机床夹具由以下几部分组成: (1)定位装置 定位装置是由定位元件及其组合构成。它用于确定工件在夹具中的正确 位置。如图127中的圆柱销11、菱形销10等都是定位元件。 (2)夹紧装置 夹紧装置用于保证工件在夹具中的既定位置,使其在外力作用下不致产 生移动。它包括夹紧元件、传动装置及动力装置等。如图127中的压板2、螺母3和7、垫 圈4和5、螺栓6及弹簧8等元件组成的装置就是夹紧装置。 (3)夹具体 用于连接夹具各元件及装置,使其成为一个整体的基础件,以保证夹具的 精度和刚度。 (4)其他元件及装置 如定位键、操作件以及标准化连接元件等。 在通用机床用夹具上有时还设有对刀装置和分度装置等。 三、工件的定位 (一) 定位原理 1六点定位原理 42
426 25 图127连杆铣槽夹具结构 1一夹具体2一压板3、7一螺母4、5一垫 工件在空间具有六个自由度,即沿x、y之三个坐标方向的移动自由度云、y、交和绕 x、y、之三个坐标轴的转动自由度、又、乏(图1-28),因此,要完全确定工件的位置,就 需要按一定的要求布置六个支承点(即定位元件)来限制工件的六个自由度,其中每个支承 点限制相应的一个自由度。这就是工件定位的“六点定位原理”。 如图1-29所示的长方形工件,底面A放置在不在同一直线上的三个支承上,限制了工 件的之、工、y三个自由度:工件侧面B紧靠在沿长度方向布置的两个支承点上,限制了立、 两个自由度:端面C紧靠在一个支承点上,限制了y自由度。 图1-28工件在空间的自由度 图129长方形工件的六点定位 图130所示为盘状工件的六点定位情况。平面放在三个支承点上,限制了交、y、x三 个自由度:圆柱面靠在侧面的两个支承点上,限制了文、y两个自由度:在槽的侧面放置
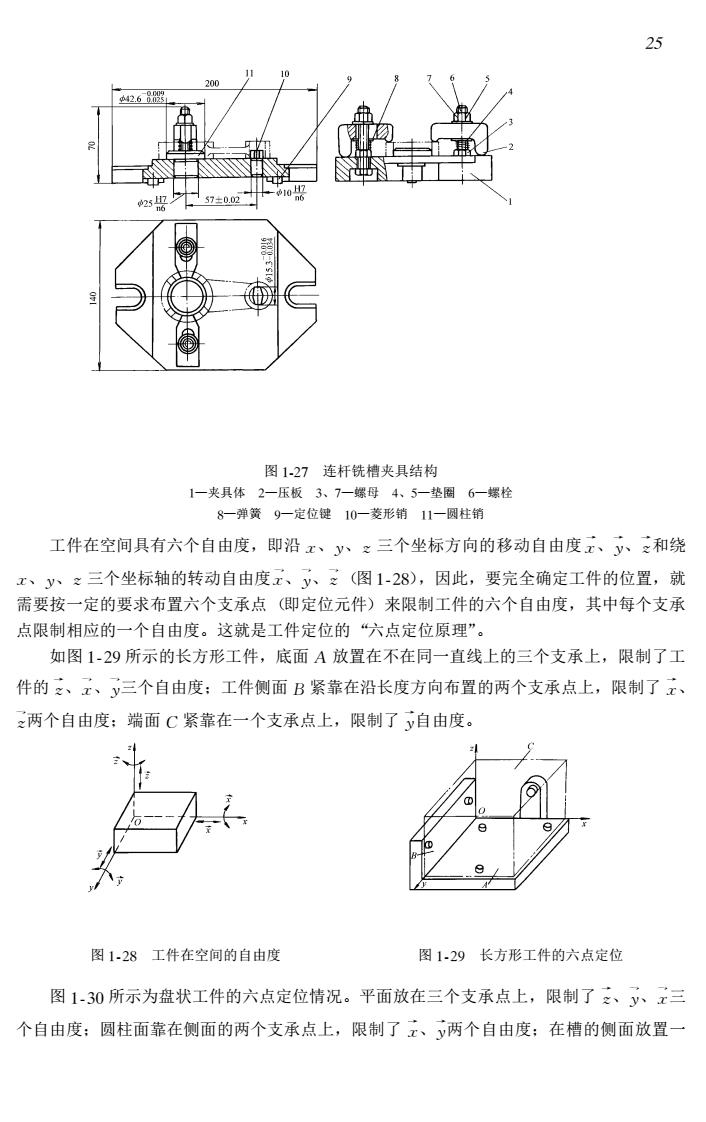
图127 连杆铣槽夹具结构 1—夹具体 2—压板 3、7—螺母 4、5—垫圈 6—螺栓 8—弹簧 9—定位键 10—菱形销 11—圆柱销 工件在空间具有六个自由度,即沿x、y、z三个坐标方向的移动自由度x →、y →、z →和绕 x、y、z三个坐标轴的转动自由度x、y 、z (图128),因此,要完全确定工件的位置,就 需要按一定的要求布置六个支承点 (即定位元件) 来限制工件的六个自由度,其中每个支承 点限制相应的一个自由度。这就是工件定位的 “六点定位原理”。 如图129所示的长方形工件,底面A 放置在不在同一直线上的三个支承上,限制了工 件的z →、x 、y 三个自由度;工件侧面B 紧靠在沿长度方向布置的两个支承点上,限制了x →、 z 两个自由度;端面C 紧靠在一个支承点上,限制了y →自由度。 图128 工件在空间的自由度 图129 长方形工件的六点定位 图130所示为盘状工件的六点定位情况。平面放在三个支承点上,限制了z →、y 、x 三 个自由度;圆柱面靠在侧面的两个支承点上,限制了x →、y →两个自由度;在槽的侧面放置一 52
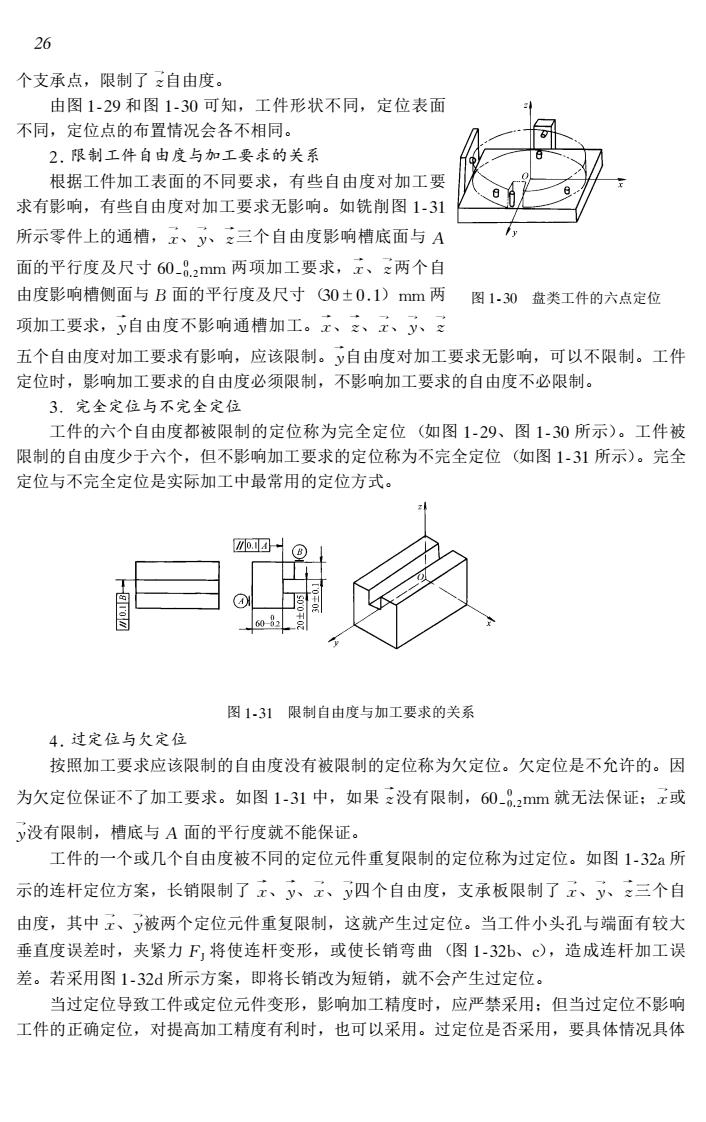
26 个支承点,限制了自由度。 由图1-29和图1-30可知,工件形状不同,定位表面 不同,定位点的布置情况会各不相同。 2.限制工件自由度与加工要求的关系 根据工件加工表面的不同要求,有些自由度对加工要 求有影响,有些自由度对加工要求无影响。如铣削图1-31 所示零件上的通槽,x、又、三个自由度影响槽底面与A 面的平行度及尺寸6082mm两项加工要求,正、:两个自 由度影响槽侧面与B面的平行度及尺寸G0±0.1)mm两 图1.30盘类工件的六点定位 项加工要求,y自由度不影响通槽加工。x、文、工、又、王 五个自由度对加工要求有影响,应该限制。y自由度对加工要求无影响,可以不限制。工件 定位时,影响加工要求的自由度必须限制,不影响加工要求的自由度不必限制。 3.完全定位与不完全定位 工件的六个自由度都被限制的定位称为完全定位(如图1-29、图1-30所示)。工件被 限制的自由度少于六个,但不影响加工要求的定位称为不完全定位(如图131所示)。完全 定位与不完全定位是实际加工中最常用的定位方式。 图1-31限制自由度与加工要求的关系 4.过定位与欠定位 按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许的。因 为欠定位保证不了加工要求。如图1-31中,如果乏没有限制,6002mm就无法保证:z或 y没有限制,槽底与A面的平行度就不能保证。 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。如图1-32a所 示的连杆定位方案,长销限制了x、y、x、y四个自由度,支承板限制了孟、y、三个自 由度,其中工、了被两个定位元件重复限制,这就产生过定位。当工件小头孔与端面有较大 垂直度误差时,夹紧力F,将使连杆变形,或使长销弯曲(图1-32、),造成连杆加工误 差。若采用图1-32所示方案,即将长销改为短销,就不会产生过定位。 当过定位导致工件或定位元件变形,影响加工精度时,应严禁采用:但当过定位不影响 工件的正确定位,对提高加工精度有利时,也可以采用。过定位是否采用,要具体情况具体
个支承点,限制了z 自由度。 图130 盘类工件的六点定位 由图129和图130可知,工件形状不同,定位表面 不同,定位点的布置情况会各不相同。 2限制工件自由度与加工要求的关系 根据工件加工表面的不同要求,有些自由度对加工要 求有影响,有些自由度对加工要求无影响。如铣削图131 所示零件上的通槽,x 、y 、z →三个自由度影响槽底面与 A 面的平行度及尺寸60 0 -02mm 两项加工要求,x →、z 两个自 由度影响槽侧面与B 面的平行度及尺寸 (30±01)mm两 项加工要求,y →自由度不影响通槽加工。x →、z →、x 、y 、z 五个自由度对加工要求有影响,应该限制。y →自由度对加工要求无影响,可以不限制。工件 定位时,影响加工要求的自由度必须限制,不影响加工要求的自由度不必限制。 3.完全定位与不完全定位 工件的六个自由度都被限制的定位称为完全定位 (如图129、图130所示)。工件被 限制的自由度少于六个,但不影响加工要求的定位称为不完全定位 (如图131所示)。完全 定位与不完全定位是实际加工中最常用的定位方式。 图131 限制自由度与加工要求的关系 4过定位与欠定位 按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许的。因 为欠定位保证不了加工要求。如图131中,如果z →没有限制,60 0 -02mm就无法保证;x 或 y 没有限制,槽底与A 面的平行度就不能保证。 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。如图132a所 示的连杆定位方案,长销限制了x →、y →、x 、y 四个自由度,支承板限制了x 、y 、z →三个自 由度,其中x 、y 被两个定位元件重复限制,这就产生过定位。当工件小头孔与端面有较大 垂直度误差时,夹紧力FJ将使连杆变形,或使长销弯曲 (图132b、c),造成连杆加工误 差。若采用图132d所示方案,即将长销改为短销,就不会产生过定位。 当过定位导致工件或定位元件变形,影响加工精度时,应严禁采用;但当过定位不影响 工件的正确定位,对提高加工精度有利时,也可以采用。过定位是否采用,要具体情况具体 62

图1.32连杆定位方案 分析 仁)定位元件 工件的定位是通过工件上的定位基准与夹具上的定位元件的配合或接触实现的。工件上 的定位基准是工件上用来确定工件正确位置的基准。它有点、线和面。当点、线、面在工件 上实际不存在(如孔和轴的轴心线、两平面之间的对称中心面等)时,定位是通过有关具体 表面体现的,这些表面称为定位基面。工件以回转表面(如孔、外圆)定位时,回转表面的 轴心线是定位基准(回转表面是定位基面):工件以平面定位时,平面是定位基准(与定位 基面一致)。由于定位基准形状不同,因此所用定位元件种类也不同。下面介绍几种常用的 定位元件。 1.工件以平面定位的定位元件 工件以平面作为定位基准时,常用的定位元件如下所述: )主要支撑主要支撑用来限制工件的自由度,起定位作用。 1)固定支撑。 固定支撑有支撑钉和支撑板两种形式,如图1-33所示。在使用过程 中,它们都是固定不动的。 1 Φ伊钢锄 a) 图133支撑钉和支撑板 图1.34可调支撑 1一调整钉2一锁紧螺母 当工件以加工过平面定位时,可采用平头支撑钉(图1-33a)或支撑板(图1-33d、e):
图132 连杆定位方案 分析。 (二) 定位元件 工件的定位是通过工件上的定位基准与夹具上的定位元件的配合或接触实现的。工件上 的定位基准是工件上用来确定工件正确位置的基准。它有点、线和面。当点、线、面在工件 上实际不存在 (如孔和轴的轴心线、两平面之间的对称中心面等) 时,定位是通过有关具体 表面体现的,这些表面称为定位基面。工件以回转表面 (如孔、外圆) 定位时,回转表面的 轴心线是定位基准 (回转表面是定位基面);工件以平面定位时,平面是定位基准 (与定位 基面一致)。由于定位基准形状不同,因此所用定位元件种类也不同。下面介绍几种常用的 定位元件。 1工件以平面定位的定位元件 工件以平面作为定位基准时,常用的定位元件如下所述: (1)主要支撑 主要支撑用来限制工件的自由度,起定位作用。 1)固定支撑。 固定支撑有支撑钉和支撑板两种形式,如图133所示。在使用过程 中,它们都是固定不动的。 图133 支撑钉和支撑板 图134 可调支撑 1—调整钉 2—锁紧螺母 当工件以加工过平面定位时,可采用平头支撑钉 (图133a) 或支撑板 (图133d、e); 72

而球头支撑钉(图1-33)主要用于毛坯面定位,齿纹头支撑钉(图1-33)主要用于工件侧 面定位,它们能增大摩擦因数,防止工件滑动。图133d所示支撑板的结构简单,制造方 便,但孔边切屑不易清除干净,故适用于工件侧面和项面定位。图1-33所示支撑板便于清 除切屑,适用于工件底面定位。 2)可调支撑。可调支撑用在工件定位过程中支撑钉的高度需要调整的场合,如图1 34所示。调节时,松开锁紧螺母2,将调整钉1调到所需高度,再拧紧锁紧螺母2。可调支 撑大多用于工件毛坯尺寸、形状变化较大,以及粗加工定位。 3)自位支撑(浮动支撑)。 自位支撑是 在工件定位过程中能自动调整位置的支撑。 图1-35a是三点式自位支撑,图1-35b是两 点式自位支撑。这类支撑的特点是:支撑点的 位置能随着工件定位面的位置不同而自动调节, 图图 直至各点都与工件接触为止。其作用仍相当于 一个定位支撑点,只限制工件一个自由度。自 位支撑可提高工件的刚性和稳定性,适用于工 件以毛坯面定位或刚性不足的场合。 Q)辅助支撑辅助支撑用来提高工件的 装夹刚性和稳定性,不起定位作用,也不破坏 图1.35自位支撑 原有的定位。 辅助支撑的典型结构如图1-36所示。图1-36a的结构简单,但使用时效率低。图1- 36b为弹簧自位式辅助支撑,靠弹簧2推动滑柱1与工件接触,用顶柱3锁紧。 图1-36辅助支撑 1一滑柱2一弹簧3一项柱 2.工件以外圆柱面定位的定位元件 工件以外圆柱面定位有支撑定位和定心定位两种。 ()支撑定位支撑定位最常见的是V形块定位。图1-37所示为常见的V形块结构。 图1-37a用于较短工件精基准(加工过表面)定位:图1-37%用于较长工件粗基准(未经加 工表面)定位:图137c用于两段相距较远精基准的定位。如果定位基准与长度较大,则V
而球头支撑钉 (图133b)主要用于毛坯面定位,齿纹头支撑钉 (图133c)主要用于工件侧 面定位,它们能增大摩擦因数,防止工件滑动。图133d所示支撑板的结构简单,制造方 便,但孔边切屑不易清除干净,故适用于工件侧面和顶面定位。图133e所示支撑板便于清 除切屑,适用于工件底面定位。 2)可调支撑。 可调支撑用在工件定位过程中支撑钉的高度需要调整的场合,如图1 34所示。调节时,松开锁紧螺母2,将调整钉1调到所需高度,再拧紧锁紧螺母2。可调支 撑大多用于工件毛坯尺寸、形状变化较大,以及粗加工定位。 图135 自位支撑 3) 自位支撑 (浮动支撑)。 自位支撑是 在工件定位过程中能自动调整位置的支撑。 图135a是三点式自位支撑,图135b是两 点式自位支撑。这类支撑的特点是:支撑点的 位置能随着工件定位面的位置不同而自动调节, 直至各点都与工件接触为止。其作用仍相当于 一个定位支撑点,只限制工件一个自由度。自 位支撑可提高工件的刚性和稳定性,适用于工 件以毛坯面定位或刚性不足的场合。 (2)辅助支撑 辅助支撑用来提高工件的 装夹刚性和稳定性,不起定位作用,也不破坏 原有的定位。 辅助支撑的典型结构如图136所示。图136a的结构简单,但使用时效率低。图1 36b为弹簧自位式辅助支撑,靠弹簧2推动滑柱1与工件接触,用顶柱3锁紧。 图136 辅助支撑 1—滑柱 2—弹簧 3—顶柱 2工件以外圆柱面定位的定位元件 工件以外圆柱面定位有支撑定位和定心定位两种。 (1)支撑定位 支撑定位最常见的是 V 形块定位。图137所示为常见的 V 形块结构。 图137a用于较短工件精基准 (加工过表面) 定位;图137b用于较长工件粗基准 (未经加 工表面) 定位;图137c用于两段相距较远精基准的定位。如果定位基准与长度较大,则 V 82