
11.2预弯变形的原理 ■要想改变钢轨的矫直前弯曲度,可以在冷床区 通过预弯控制系统使用“预变形法”来改变钢 轨的矫前弯曲度。 ■重轨冷前预弯变形的原理是:在冷却前对钢轨 预先进行一个与自然冷却后的弯曲方向相反的 反向弯曲,随着冷却进行,所施加的预弯曲能 “补偿”钢轨冷却过程形成的应力弯曲,最终 达到改善钢轨平直度的目的
11.2 预弯变形的原理 n 要想改变钢轨的矫直前弯曲度,可以在冷床区 通过预弯控制系统使用“预变形法”来改变钢 轨的矫前弯曲度。 n 重轨冷前预弯变形的原理是:在冷却前对钢轨 预先进行一个与自然冷却后的弯曲方向相反的 反向弯曲,随着冷却进行,所施加的预弯曲能 “补偿”钢轨冷却过程形成的应力弯曲,最终 达到改善钢轨平直度的目的
百米重轨的冷床 11.2预弯变形的原理 系统如果没有预 弯功能,钢轨经 过自然冷却后轨 头、轨底断面不 2 对称造成的收缩 率不同使钢轨由 轨底向轨头弯曲, ◆ 形成很大的弯曲 ◆0 弧度,平直钢轨 -2 min 在自然冷却环境 12min 下达到终冷状态 *-16min 30 min 时的弯曲变形在 +-60m1n 240min 1.84mw2.07m之 间。 钢轨长度
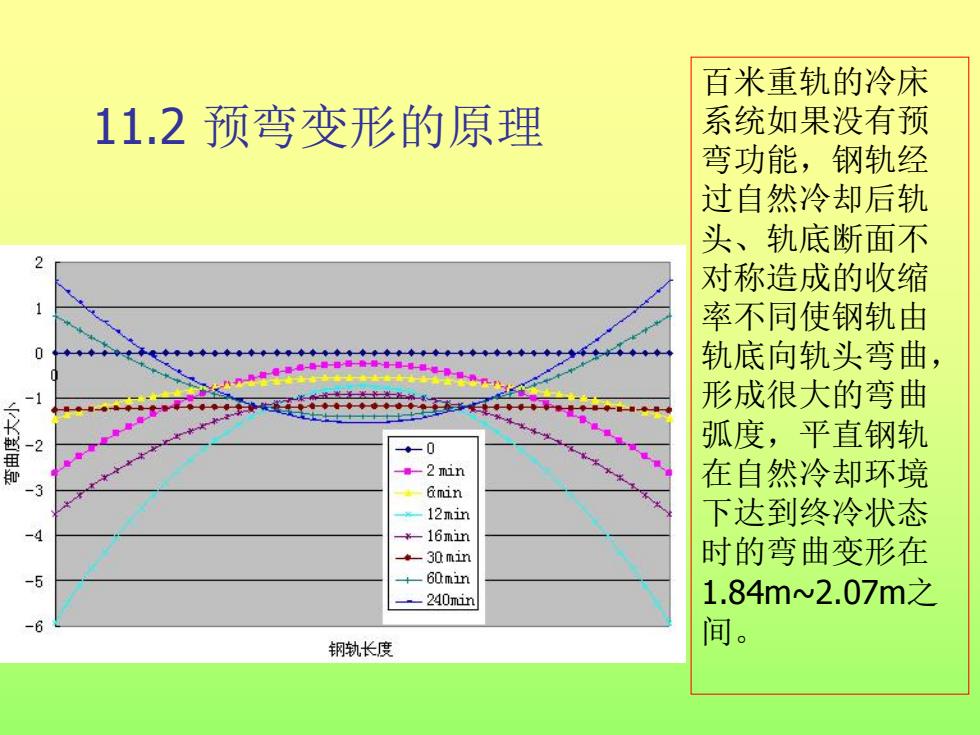
百米重轨的冷床 系统如果没有预 弯功能,钢轨经 过自然冷却后轨 头、轨底断面不 对称造成的收缩 率不同使钢轨由 轨底向轨头弯曲, 形成很大的弯曲 弧度,平直钢轨 在自然冷却环境 下达到终冷状态 时的弯曲变形在 1.84m~2.07m之 间。 11.2 预弯变形的原理

11.2预弯变形的原理 通过“把平直钢轨终冷曲线等值反向弯曲后, 再建立钢轨弯曲变形、残余应力之间预弯控制 数学模型”的方法,可实现对百米重轨预弯的 控制目的。其步骤如下: ■(1)在控制程序的设计阶段: 考虑因素:初始温度、钢种及环境温度(自然 冷却) 建立预弯控制初始数学模型,由此模型计算 出对应不同条件的预弯参数, 根据此预弯参数来确定冷床入口处39部小车 各自的横移控制目标值
11.2 预弯变形的原理 n 通过“把平直钢轨终冷曲线等值反向弯曲后, 再建立钢轨弯曲变形、残余应力之间预弯控制 数学模型”的方法,可实现对百米重轨预弯的 控制目的。其步骤如下: n (1)在控制程序的设计阶段: Ø 考虑因素:初始温度、钢种及环境温度(自然 冷却) Ø 建立预弯控制初始数学模型,由此模型计算 出对应不同条件的预弯参数, Ø 根据此预弯参数来确定冷床入口处39 部小车 各自的横移控制目标值

11.2预弯变形的原理 ■(2)在预弯的调试过程中, 对设计阶段建立的预弯控制初始数学模型进行完 善。通过预弯控制数学模型自学习,最终确定 出满足百米重轨生产的预弯控制数学模型。 ■(3)结合冷却过程钢轨不同部位的冷却速度 及纵向变形,通过实施钢轨预弯方案,可以使 重轨冷却后弯曲的弦高能够控制在.50w0.75m, 为矫直后残余应力的控制奠定工艺基础
11.2 预弯变形的原理 n (2)在预弯的调试过程中, 对设计阶段建立的预弯控制初始数学模型进行完 善。通过预弯控制数学模型自学习,最终确定 出满足百米重轨生产的预弯控制数学模型。 n (3)结合冷却过程钢轨不同部位的冷却速度 及纵向变形,通过实施钢轨预弯方案,可以使 重轨冷却后弯曲的弦高能够控制在.50~0.75m, 为矫直后残余应力的控制奠定工艺基础