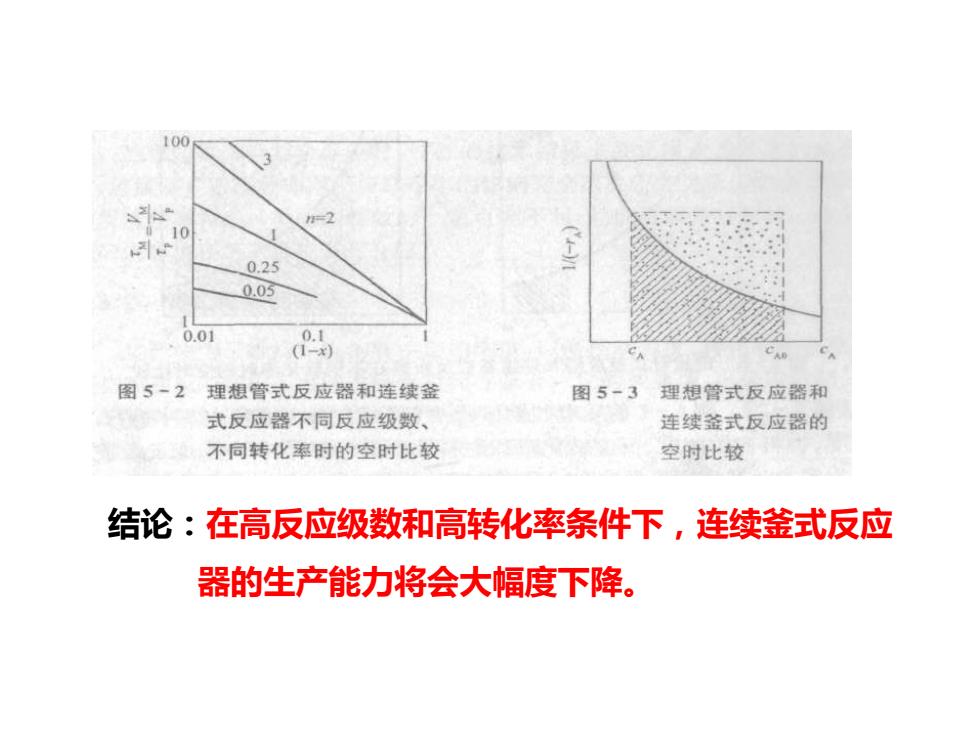
100 =2 10 0.25 0.05 0.01 0.1 (1-x) 图5-2理想管式反应器和连续釜 图5-3理想管式反应器和 式反应器不同反应级数、 连续釜式反应器的 不同转化率时的空时比较 空时比较 结论:在高反应级数和高转化率条件下,连续釜式反应 器的生产能力将会大幅度下降
结论:在高反应级数和高转化率条件下,连续釜式反应 器的生产能力将会大幅度下降
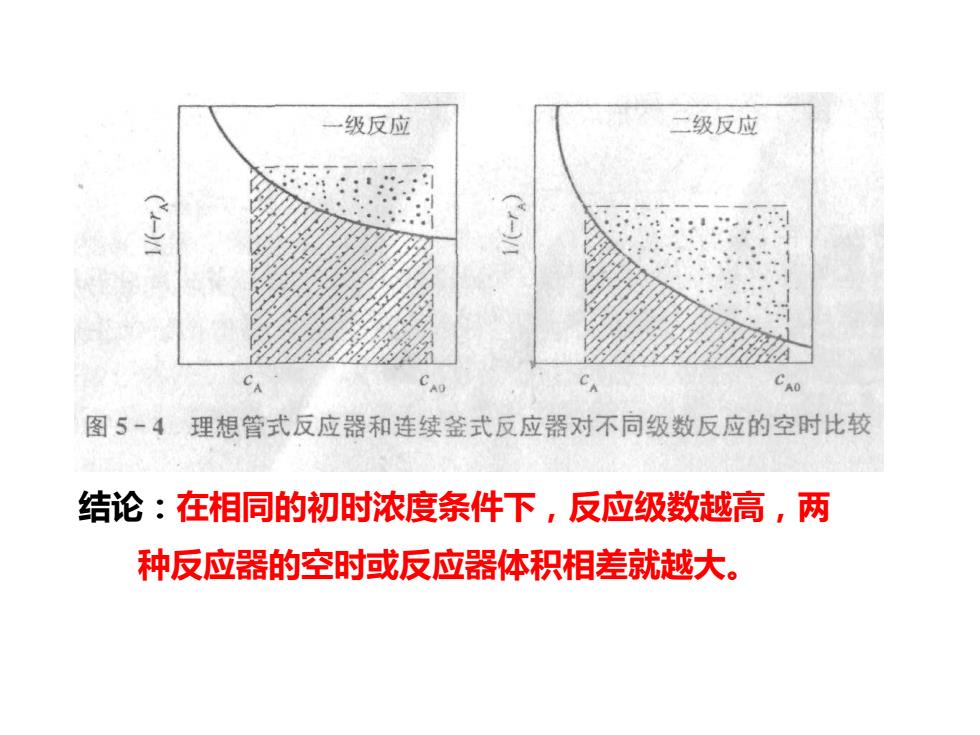
一级反应 二级反应 CA CAO 图5-4理想管式反应器和连续釜式反应器对不同级数反应的空时比较 结论:在相同的初时浓度条件下,反应级数越高,两 种反应器的空时或反应器体积相差就越大
结论:在相同的初时浓度条件下,反应级数越高,两 种反应器的空时或反应器体积相差就越大

图5-5 理想管式反应器和连续釜式反应器在不同转化率时的空时比较 结论:在相同的初时浓度条件下,反应转化率越高,两 种反应器的空时或反应器体积相差就越大
结论:在相同的初时浓度条件下,反应转化率越高,两 种反应器的空时或反应器体积相差就越大
用全混流反应器进行乙酸和乙醇的酯化反应,每天 生产乙酸乙酯12000kg,其化学发应武为 CH,CooH(A)+C,H OH>CH,COOC,H (R)+H,O 原料中反应组分的质量比为A:B:S=1:2:1.35,反应 液的密度为1020kg/m3,并假定在反应过程中不变。 反应在100℃下等温操作,其反应速率方程为 rA=k(CACB-CRCs/K) 已知100℃时,k=4.76×104L/(mol-min),平衡 常数K=2.92。试计算乙酸转化35%时所需的反应 体积
用全混流反应器进行乙酸和乙醇的酯化反应,每天 生产乙酸乙酯12000kg,其化学反应式为 ( / ) A A B R S r k C C C C K = − 原料中反应组分的质量比为A:B:S=1:2:1.35,反应 液的密度为1020kg/m3 ,并假定在反应过程中不变。 反应在100℃下等温操作,其反应速率方程为 已知100℃时,k=4.76×10-4L/(mol·min),平衡 常数K=2.92。试计算乙酸转化35 % 时所需的反应 体积。 CH3 CooH(A) +C2 H6 OH →CH3 COOC2 H5 (R) + H2 O