钢轨的表面热处理 由于我国目前的生产工艺水平仍然不高,因此需要对钢轨进行 热收处理以提高力学性能和使用寿命。 成本+10% 安全红水如 热处理 寿命+50% 主要针对淬火钢轨焊缝附 近出现的塑性、韧性下降 钢轨经热处理后,抗拉强度提高了19%,断面收缩率提高47%, 抗疲劳性能提高为2~3倍
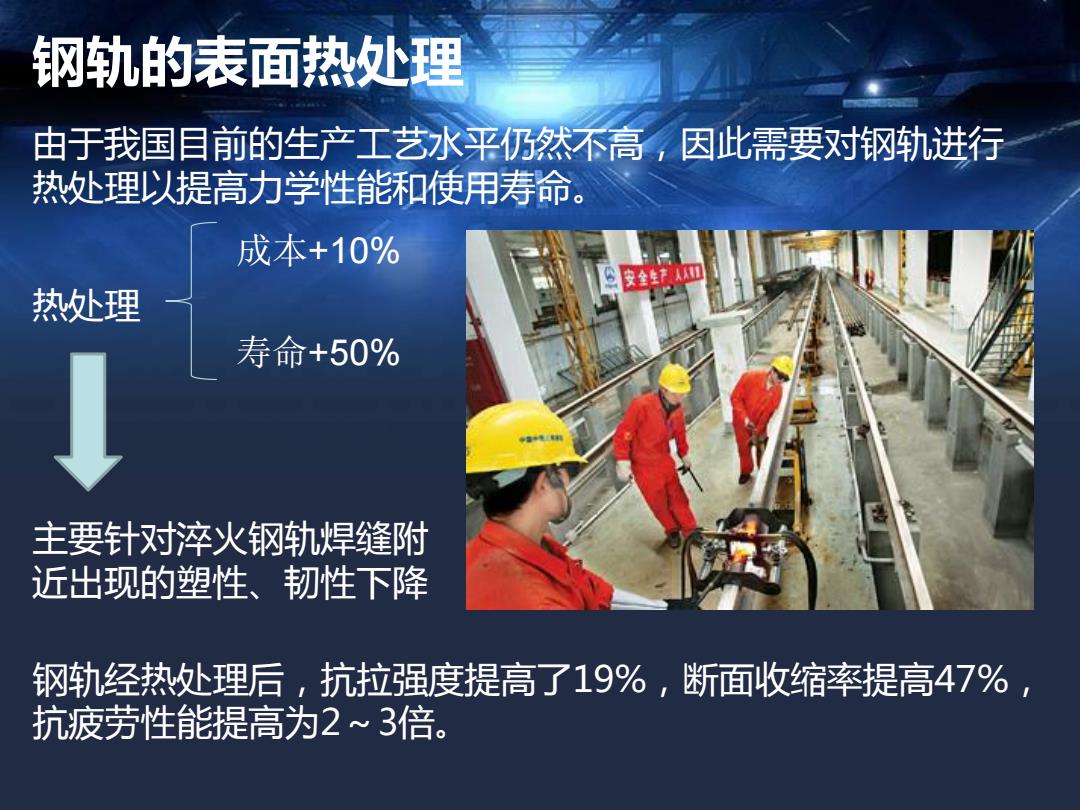
钢轨的表面热处理 由于我国目前的生产工艺水平仍然不高,因此需要对钢轨进行 热处理以提高力学性能和使用寿命。 热处理 成本+10% 寿命+50% 主要针对淬火钢轨焊缝附 近出现的塑性、韧性下降 钢轨经热处理后,抗拉强度提高了19%,断面收缩率提高47%, 抗疲劳性能提高为2~3倍
高铁轨道的主角:超长无缝钢轨 标准轨 长轨 无缝钢轨 (100m) 由钢厂生 (59跌标 将长轨焊 产,运输 准轨焊接 接为无缝 到铁路沿 为长轨 钢轨 线的长轨 焊接基地
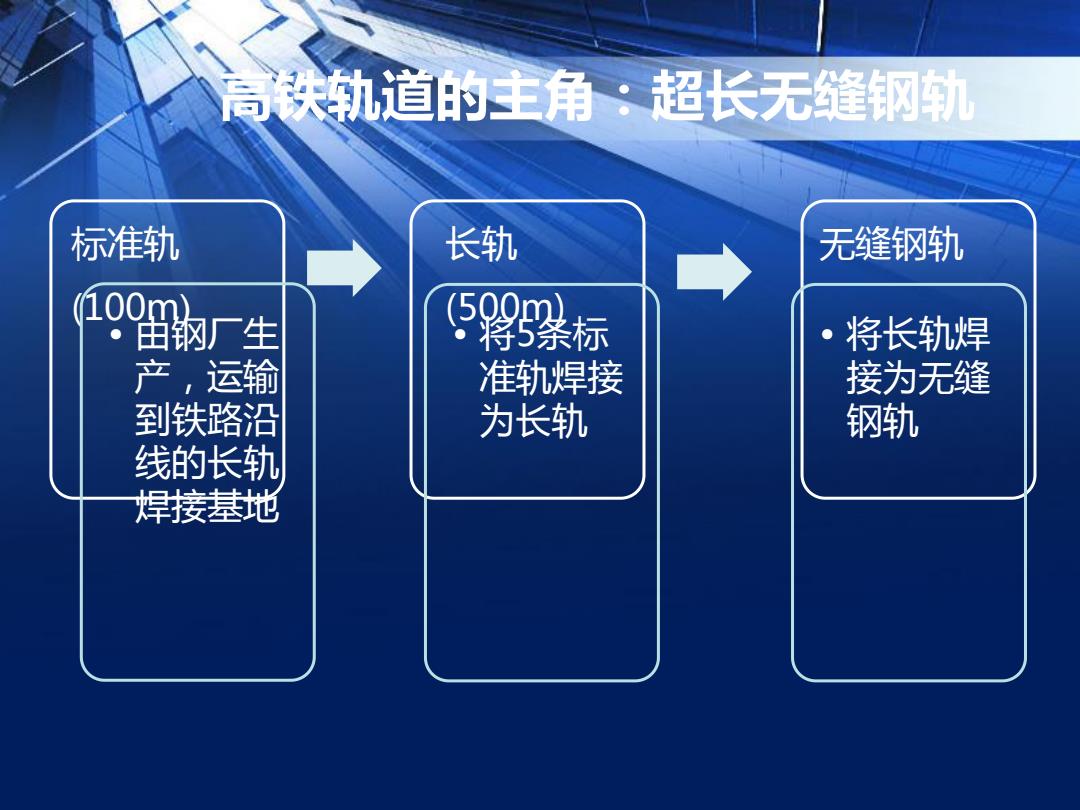
高铁轨道的主角:超长无缝钢轨 标准轨 (100m) • 由钢厂生 产,运输 到铁路沿 线的长轨 焊接基地 长轨 (500m) • 将5条标 准轨焊接 为长轨 无缝钢轨 • 将长轨焊 接为无缝 钢轨
这些钢轨是如何焊接的? 长轨接触焊法 基本原理是利用电流通 过某一电阻时所产生的热量 来加热焊件,达到塑性状态 后施以压力挤压以达到焊接 目的。所产生的热量为 Q=KI2RT 式中,Q为焊件接触面上产 生的热量(ca);K为换算 系数,取0.24;I为通过接 触面的电流(A);R为接 现场焊接时,则主要采用气压焊 触面的电阻(Ω);T为接 (乙炔焰)法和铝热焊法。 触时间(s)。 我国目前的接触焊设备仍依赖于 进口
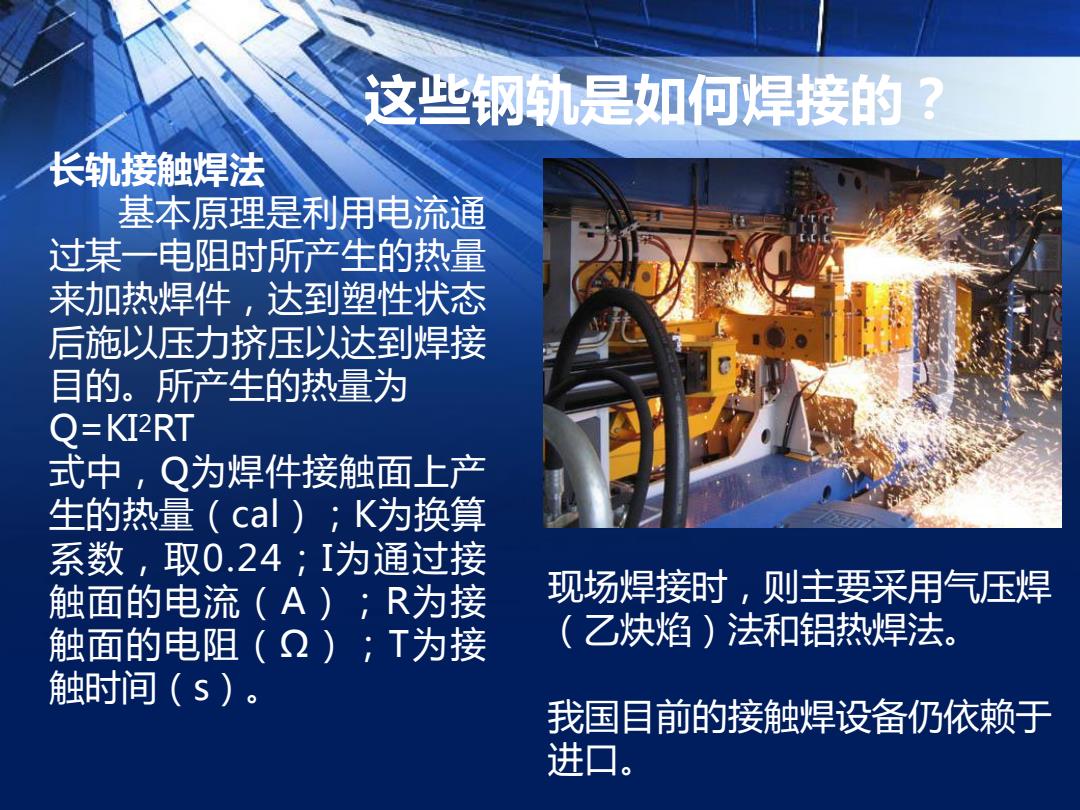
这些钢轨是如何焊接的? 长轨接触焊法 基本原理是利用电流通 过某一电阻时所产生的热量 来加热焊件,达到塑性状态 后施以压力挤压以达到焊接 目的。所产生的热量为 Q=KI2RT 式中,Q为焊件接触面上产 生的热量(cal);K为换算 系数,取0.24;I为通过接 触面的电流(A);R为接 触面的电阻(Ω);T为接 触时间(s)。 现场焊接时,则主要采用气压焊 (乙炔焰)法和铝热焊法。 我国目前的接触焊设备仍依赖于 进口
高铁轨道与软件工程 胡轶文
胡轶文 高铁轨道与软件工程
彭康 可靠 稳定 新华网 WWW.NEWS.CN