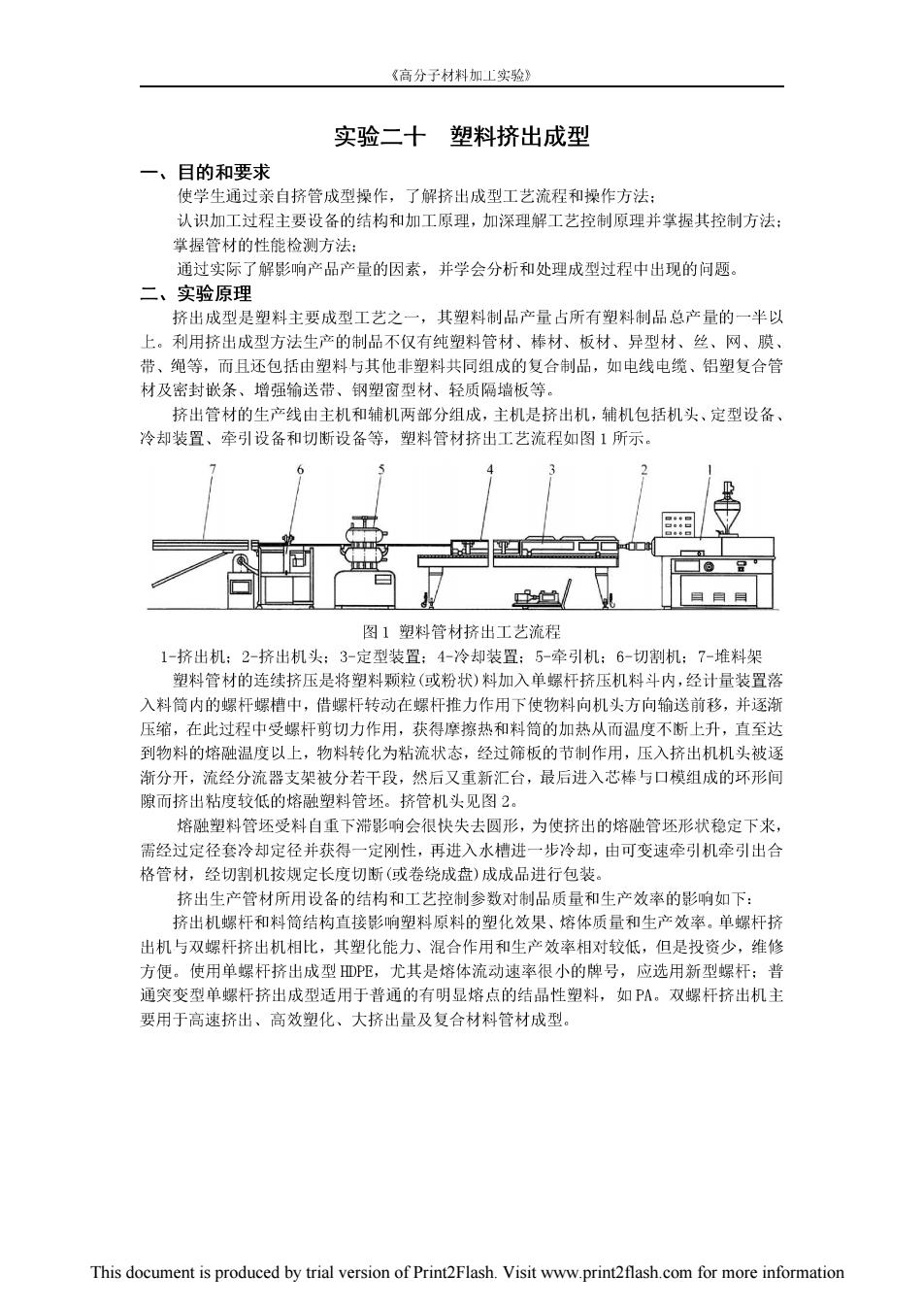
《高分子材料加L工实验》 实验二十 塑料挤出成型 一、目的和要求 使学生通过亲自挤管成型操作,了解挤出成型工艺流程和操作方法: 认识加工过程主要设备的结构和加工原理,加深理解工艺控制原理并掌握其控制方法: 掌握管材的性能检测方法: 通过实际了解影响产品产量的因素,并学会分析和处理成型过程中出现的问题。 二、实验原理 挤出成型是塑料主要成型工艺之一,其塑料制品产量占所有塑料制品总产量的一半以 上。利用挤出成型方法生产的制品不仅有纯塑料管材、棒材、板材、异型材、丝、网、膜、 带、绳等,而且还包括由塑料与其他非塑料共同组成的复合制品,如电线电缆、铝塑复合管 材及密封嵌条、增强输送带、钢塑窗型材、轻质隔墙板等。 挤出管材的生产线由主机和辅机两部分组成,主机是挤出机,辅机包括机头、定型设备、 冷却装置、牵引设备和切断设备等,塑料管材挤出工艺流程如图1所示。 6 d 图1塑料管材挤出工艺流程 1-挤出机:2-挤出机头:3-定型装置:4-冷却装置:5-牵引机:6-切割机:7-堆料架 塑料管材的连续挤压是将塑料颗粒(或粉状)料加入单螺杆挤压机料斗内,经计量装置落 入料筒内的螺杆螺槽中,借螺杆转动在螺杆推力作用下使物料向机头方向输送前移,并逐渐 压缩,在此过程中受螺杆剪切力作用,获得摩擦热和料筒的加热从而温度不断上升,直至达 到物料的熔融温度以上,物料转化为粘流状态,经过筛板的节制作用,压入挤出机机头被逐 渐分开,流经分流器支架被分若干段,然后又重新汇台,最后进入芯棒与口模组成的环形间 隙而挤出粘度较低的熔融塑料管坯。挤管机头见图2。 熔融塑料管坯受料自重下滞影响会很快失去圆形,为使挤出的熔融管坯形状稳定下来, 需经过定径套冷却定径并获得一定刚性,再进入水槽进一步冷却,由可变速牵引机牵引出合 格管材,经切割机按规定长度切断(或卷绕成盘)成成品进行包装。 挤出生产管材所用设备的结构和工艺控制参数对制品质量和生产效率的影响如下: 挤出机螺杆和料筒结构直接影响塑料原料的塑化效果、熔体质量和生产效率。单螺杆挤 出机与双螺杆挤出机相比,其塑化能力、混合作用和生产效率相对较低,但是投资少,维修 方便。使用单螺杆挤出成型DPE,尤其是熔体流动速率很小的牌号,应选用新型螺杆;普 通突变型单螺杆挤出成型适用于普通的有明显熔点的结晶性塑料,如PA。双螺杆挤出机主 要用于高速挤出、高效塑化、大挤出量及复合材料管材成型。 This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information
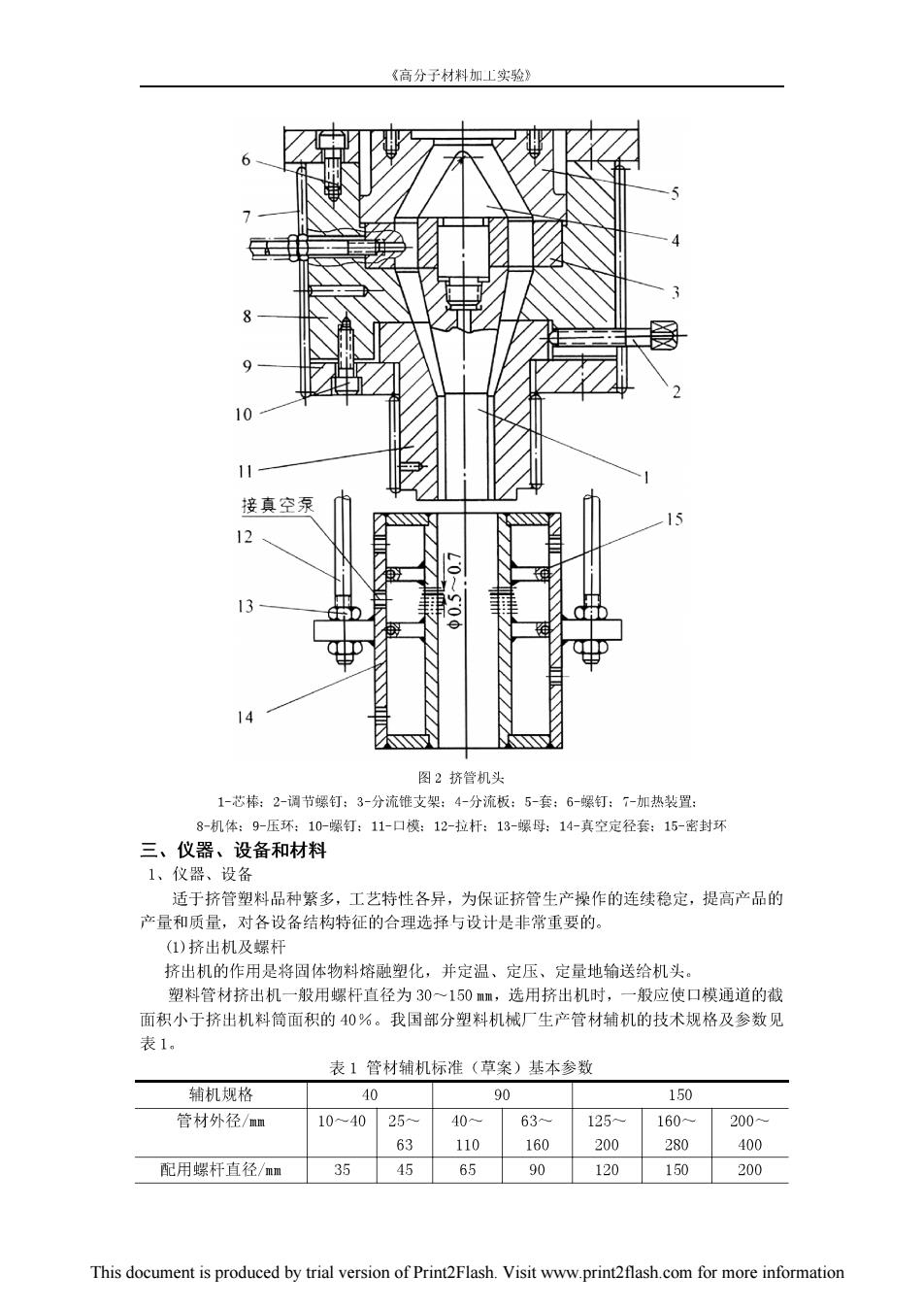
《高分子材料加L工实验》 10 11 接真空泵 12 14 图2挤管机头 1-芯棒:2-调节螺钉:3-分流锥支架:4-分流板:5-套:6-螺钉:7-加热装置: 8-机体:9-压环:10-螺钉:11-口模:12-拉杆:13-螺母:14-真空定径套:15-密封环 三、仪器、设备和材料 1、仪器、设备 适于挤管塑料品种繁多,工艺特性各异,为保证挤管生产操作的连续稳定,提高产品的 产量和质量,对各设备结构特征的合理选择与设计是非常重要的。 (1)挤出机及螺杆 挤出机的作用是将固体物料熔融塑化,并定温、定压、定量地输送给机头。 塑料管材挤出机一般用螺杆直径为30~150mm,选用挤出机时,一般应使口模通道的截 面积小于挤出机料筒面积的40%。我国部分塑料机械厂生产管材辅机的技术规格及参数见 表1。 表1管材辅机标准(草案)基本参数 辅机规格 40 90 150 管材外径/mm 10-40 25 40 63 125 160 200- 63 110 160 200 280 400 配用螺杆直径/mm 35 45 65 90 120 150 200 This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information
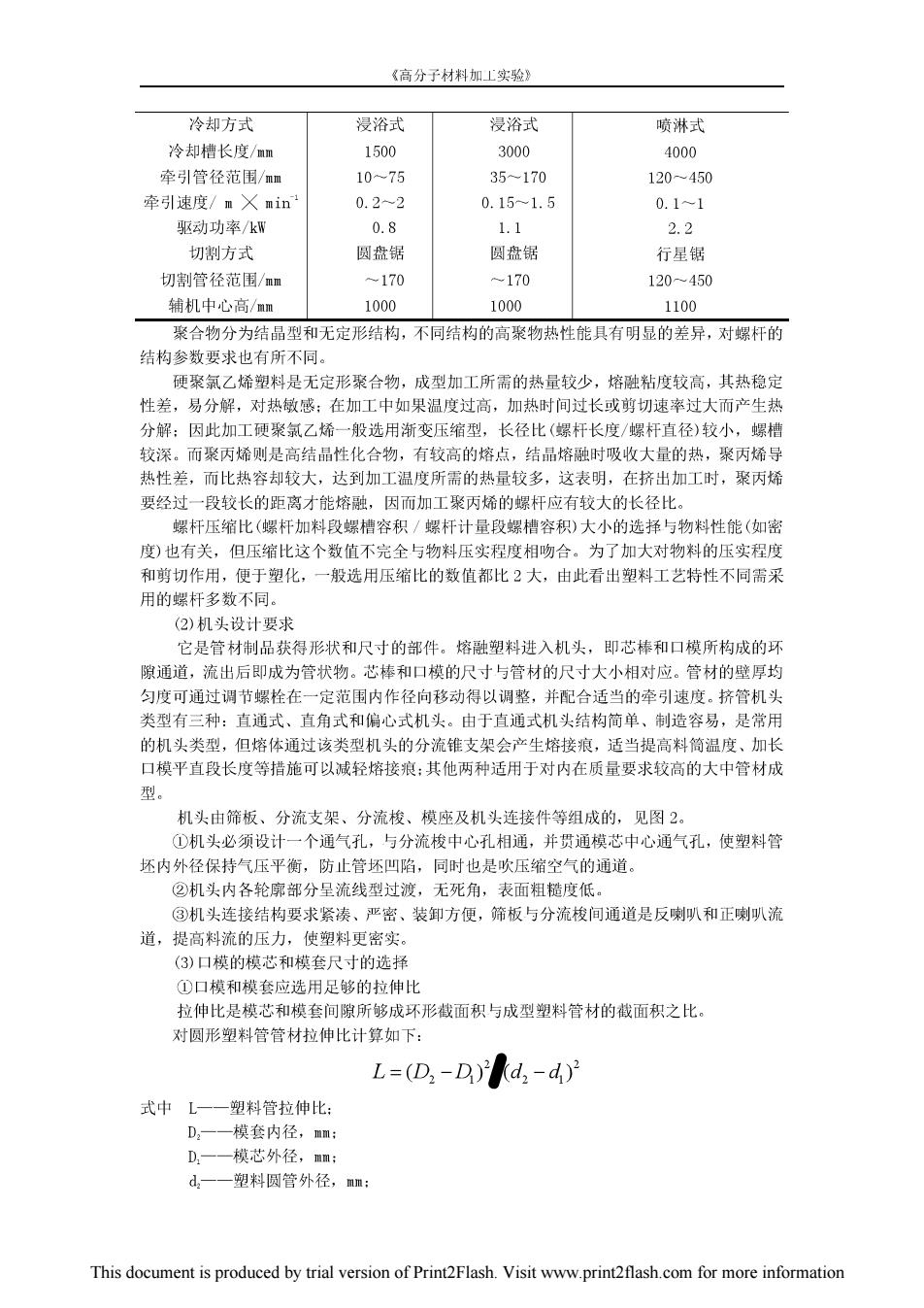
《高分子材料加工实验》 冷却方式 浸浴式 浸浴式 喷淋式 冷却槽长度/mm 1500 3000 4000 牵引管径范围/血m 10-75 35170 120~450 牵引速度/mX min 0.2-2 0.151.5 0.1~1 驱动功率/kW 0.8 1.1 2.2 切割方式 圆盘锯 圆盘锯 行星锯 切割管径范围/mm -170 -170 120-450 辅机中心高/mm 1000 1000 1100 聚合物分为结晶型和无定形结构,不同结构的高聚物热性能具有明显的差异,对螺杆的 结构参数要求也有所不同。 硬聚氯乙烯塑料是无定形聚合物,成型加工所需的热量较少,熔融粘度较高,其热稳定 性差,易分解,对热敏感;在加工中如果温度过高,加热时间过长或剪切速率过大而产生热 分解:因此加工硬聚氯乙烯一般选用渐变压缩型,长径比(螺杆长度/螺杆直径)较小,螺槽 较深。而聚丙烯则是高结晶性化合物,有较高的熔点,结晶熔融时吸收大量的热,聚丙烯导 热性差,而比热容却较大,达到加工温度所需的热量较多,这表明,在挤出加工时,聚丙烯 要经过一段较长的距离才能熔融,因而加工聚丙烯的螺杆应有较大的长径比。 螺杆压缩比(螺杆加料段螺槽容积/螺杆计量段螺槽容积)大小的选择与物料性能(如密 度)也有关,但压缩比这个数值不完全与物料压实程度相吻合。为了加大对物料的压实程度 和剪切作用,便于塑化,一般选用压缩比的数值都比2大,由此看出塑料工艺特性不同需采 用的螺杆多数不同。 (2)机头设计要求 它是管材制品获得形状和尺寸的部件。熔融塑料进入机头,即芯棒和口模所构成的环 隙通道,流出后即成为管状物。芯棒和口模的尺寸与管材的尺寸大小相对应。管材的壁厚均 匀度可通过调节螺栓在一定范围内作径向移动得以调整,并配合适当的牵引速度。挤管机头 类型有三种:直通式、直角式和偏心式机头。由于直通式机头结构简单、制造容易,是常用 的机头类型,但熔体通过该类型机头的分流锥支架会产生熔接痕,适当提高料筒温度、加长 口模平直段长度等措施可以减轻熔接痕:其他两种适用于对内在质量要求较高的大中管材成 型。 机头由筛板、分流支架、分流梭、模座及机头连接件等组成的,见图2。 ①机头必须设计一个通气孔,与分流梭中心孔相通,并贯通模芯中心通气孔,使塑料管 坯内外径保持气压平衡,防止管坯凹陷,同时也是吹压缩空气的通道。 ②机头内各轮廓部分呈流线型过渡,无死角,表面粗糙度低。 ③机头连接结构要求紧凑、严密、装卸方便,筛板与分流梭间通道是反喇叭和正喇叭流 道,提高料流的压力,使塑料更密实。 (3)口模的模芯和模套尺寸的选择 ①口模和模套应选用足够的拉伸比 拉伸比是模芯和模套间隙所够成环形截面积与成型塑料管材的截面积之比。 对圆形塑料管管材拉伸比计算如下: L=(D:-D)Kd,-d) 式中L一一塑料管拉伸比: D,一一模套内径,mm: D,— -模芯外径,mm; -塑料圆管外径,mm: This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information
《高分子材料加上实验》 d,一一塑料圆管内径,mm。 根据塑料不同的加工特性选用不同的拉伸比,一般对尼龙管用足够大的拉伸比,对聚 碳酸酯管选用较小拉伸比,对ABS、聚丙烯塑料管选用适中的拉伸比,合理选用适当的拉伸 比,一则使挤出管坯紧贴于真空定型内壁,挤压操作方便,二则使挤出成型中变更塑料管规 格时,若符合塑料允许的拉伸比范围则一般不需要调换模芯和模套,只要调节牵引速度或螺 杆转速即可。 对于聚烯烃而言,口模直径和芯模直径为管径的(0.9~2)倍,拉伸比(口模和芯模 所形成空间的截面积与挤出管材截面积之比)为1~1.5。口模和芯模的定型长度相同,一 般为管材外径的(0.5~3)倍,且与熔体接触零部件表面的光洁度要高。 ②模芯和模套平直部分L与模芯和模套间隙厚度T之比值 大致取L/T=10一15。这祥足以消除料流会合后纵向条纹痕迹,提高料流的阻力,使塑 料更密实,克服引管扭转缺陷,一般粘度低的小直径或薄膜塑料管材L/T取下限,反之粘度 高的,大直径或厚壁塑料管取上限。 ③模芯和模套端面 应在同一平面,若模芯平面高于模套时,管坯外翻,使塑料管放大,若模芯平面低于 模套,管坯内缩,使塑料管缩小。 (4)定型装置(也称定径装置) 为确保塑料管材的内外径尺寸,圆心度及轮廓清晰等要求,除模芯模套尺寸外,还与冷 却定型方法及牵引速度有关。 塑料管材的一般定型冷却方法常有以下几种。 ①管外定型环定径冷却法 这种方法的优点是结构简单,操作方便,缺点是管受拉伸作用大,容易产生定向应力, 管上淋水斑点影响外观质量。 ②管材内气压一管外套筒定型冷却法即内压法 这种方法的优点是避免管材拉伸作用,套筒定型简单,管外表面光洁。缺点是操作较 复杂,塞柱垫片容易磨损,需常调换。 ③管内冷却芯柱定型冷却法 即冷却芯柱既通水又通大气,优点是确保塑料管内径尺寸及内壁光洁度,芯柱内冷却, 使管内壁紧贴于芯柱表面达到有效散热。缺点是管外表面不光,冷却芯柱中心通冷水与模芯 及分流梭中心孔相连,若结构不严密漏水和绝热不良,会导致机头或模芯温度波动,影响出 料均匀性,操作难控制。 ④真空定型冷却法 优点是管内受空气压力,管外抽真空定型,能确保管材外径尺寸,圆心度及管外表面 光滑。缺点是水环式真空泵投资大,此法须用大的牵引力,防止牵引机打滑现象。 以上四种定径方法,③为内径定径法,①②④为外径定径法。我国目前塑料管材以管材 外径带公差为考核标准,故多采用②④法,一般生产小口径管材采用真空定径法,生产大管 径采用内压定径法,实验环节采用真空定径法。 (5)冷却装置 能起到将管材完全冷却到热变形温度以下的作用。常用的有水槽冷却和喷淋冷却。管 材外径是160mm以下的常采用浸泡式水槽冷却,冷却槽分24段,以调节冷却强度。值得注 意的是,冷却水一般从最后一段通进入水槽,即水流方向与管材挤出的方向相反,这样能使 管材冷却比较缓和,内应力小。200mm以上的管材在冷却水槽中浮力较大,易发生弯曲变形, 采用喷淋水槽冷却比较合适,即沿管材四周均匀布置喷水头,可以减少内应力,并获得圆度 和直度更好的管材。 This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information
《高分子材料加工实验》 (6)牵引装置 牵引装置还是连续稳定挤出不可缺少的辅机装置,牵引速度的快慢是决定管材截面尺 寸的主要因素之一。在挤出速度一定的前提下,适当的牵引速度,不仅能调整管材的厚度尺 寸,而且可使分子沿纵向取向,提高管材机械强度。牵引挤出管材的装置有滚轮式和履带式 两种。滚轮式牵引机上下分设两排轧轮,轧轮表面附有一层橡胶,以增加牵引作用。两排轧 轮之间的距离可以调节,以适应管径的变化。管材直径较小的管材(一般Φ<65mm),适于用 滚轮式牵引机:履带式牵引机是牵引机壳内装有2组、3组或6组不等的均匀分布的履带, 履带上镶有橡胶块,用来接触和压紧管材。这种装置具有较大的牵引力,而且不易打滑,比 较适于大型管材,特别是薄壁管材。 (7)切割装置 它是将连续挤出的管材根据需要的长度进行切割的装置。切割时,刀具应保持与管材 挤出方向同步向前移动,即保持同步切割。这样,才能保证管材的切割面是一个平面。 2、材料 用塑料制造管子比用传统材料制造的管子显示出更好的特性,如热塑性塑料管比金属管 轻6~14倍,节省运输及装配劳力,塑料管内壁光滑流动阻力小,压力损失小,而且不易结 垢也不会随着时间延长而使压力损失增大,塑料管的耐化学腐蚀性更是金属管所不能比拟 的。塑料管的上述特性使其广泛用作施工管道,用于民用建筑,农村排灌水管路,化工厂管 网等…。 应用于不同场合的塑料管的技术指标不同,则要求选用不同的聚合物材料。用于挤管聚 合物材料一般要求耐寒性强,冲击韧性高等,根据这些要求,以现有的聚合物材料选择适合 管材性能要求的品种,同时要考虑选用聚合物的来源和成本。 一般用于生产管子的聚合物材料是聚乙烯、聚丙烯和增塑及未增塑的聚氯乙烯,在这些 聚合物基础上有一系列适合挤管用专用料牌号:聚丙烯1300、聚丙烯1340,聚乙烯GF-5010, 聚氯乙烯TK-1000等,制造特种用途管子的新型聚合物有聚酰胺,丙烯腈-丁二烯-苯乙烯三 元共聚物(ABS),聚碳酸酯等。 本实验采用聚乙烯或聚丙烯进行管材挤出。 四、实验步骤 1、原料规格的选择和原料的干燥 (1)原料规格的合理选用是关系到塑料管材成型工艺控制的难易程度,如尼龙管选用相 对粘度2.5~3.5左右较适宜,粘度太低时塑料管坯自重下滞严重,即没有办法引管,对聚 砜管要用较低粘度的料,一般选用相对粘度为0.5~0.6较适宜,否则粘度太高,流动性差, 拉伸引管也困难,聚丙烯选用熔融指数为0.2~4g/min较适宜。 (2)原料的干燥 由于各种原料的吸湿率不同,采用原料干燥条件也不同,一般如聚丙烯、聚乙烯等料的 吸湿率小,可不经原料干燥即能使用,但对产品外观质量要求高时,如AB$或聚甲醛料必须 烘去表面水,另外对于尼龙、聚碳酸酯等原料吸湿后,液体容易在高温下气化挥发,引起严 重水解或降解,会造成制件多孔,而降低机械强度。故在加工前必须干燥原料,干燥的方法 有烘箱干燥或真空干燥,一般采用烘箱干燥,对于尼龙料的干燥,采用真空干燥方法效果好, 可以防止物料氧化发黄。 2、工艺参数控制 (1)温度控制 塑料管材的挤出成型温度包括料筒、筛板、机头和口模等温度控制,这些温度控制与 管材厚薄,物料粘度的高低及其对温度敏感性及高聚物聚集态等有关,一般来讲,对薄壁管 要求较高的机头温度,克服较大的机头压力,厚壁管需较低的机头和口模温度,以防止塑料 This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information