二、坯体成型 成型即将制备好的坯料,用各种不同的方 法制成具有一定形状和尺寸的坯件(生坯)。 这只是半成品,其后还要进行干燥、上釉、烧 成等多道工序。 陶瓷种类很多,坯体性能各异,制品的形 状、大小、烧成温度不一,以及对各类制品的 性质和质量要求也不相同,因而所用成型方法 也多种多样。一般分为三类: 可塑法、注浆法、干压法
二、坯体成型 成型即将制备好的坯料,用各种不同的方 法制成具有一定形状和尺寸的坯件(生坯)。 这只是半成品,其后还要进行干燥、上釉、烧 成等多道工序。 陶瓷种类很多,坯体性能各异,制品的形 状、大小、烧成温度不一,以及对各类制品的 性质和质量要求也不相同,因而所用成型方法 也多种多样。一般分为三类: 可塑法、注浆法、干压法
㈠ 可塑法成型 ⒈ 旋压成型 可塑法成型是利用坯料的可塑性,将其 塑造成一定形状的容器坯件。可分为手工与 机械成型两类。 手工成型主要包括拉坯、模印、雕镶等 方法。 机械成型主要有旋压成型与滚压成型两 种,目前多用滚压成型
㈠ 可塑法成型 ⒈ 旋压成型 可塑法成型是利用坯料的可塑性,将其 塑造成一定形状的容器坯件。可分为手工与 机械成型两类。 手工成型主要包括拉坯、模印、雕镶等 方法。 机械成型主要有旋压成型与滚压成型两 种,目前多用滚压成型
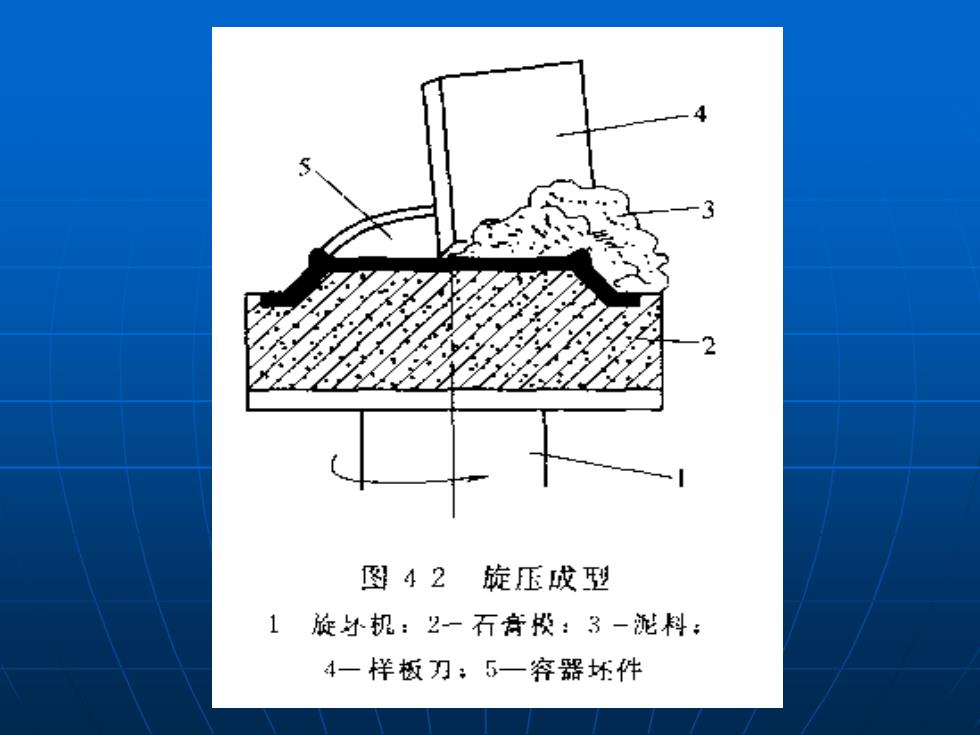
图42旋压成型 1旋机:2一石快:3一泥料: 4一样板刀:5一容器坏件
⒉ 滚压成型 有些深形制品,不宜采用有倾角的 滚压头,滚压头的大小(端面直径) 不能小于坯体底面的半径,否则坯体 中心部位无法成型;但也不宜超过坯 体底面半径的120%,过大造成排泥困 难、压力太大等问题
⒉ 滚压成型 有些深形制品,不宜采用有倾角的 滚压头,滚压头的大小(端面直径) 不能小于坯体底面的半径,否则坯体 中心部位无法成型;但也不宜超过坯 体底面半径的120%,过大造成排泥困 难、压力太大等问题