四、陶瓷坯料 坯料的制备方法不仅与瓷质有关,也 因成型工艺方法的不同而有所不同。陶瓷 包装容器的主要成型方法是可塑成型与注 浆成型,所以坯料也分为可塑成型坯料与 注浆成型坯料
四、陶瓷坯料 坯料的制备方法不仅与瓷质有关,也 因成型工艺方法的不同而有所不同。陶瓷 包装容器的主要成型方法是可塑成型与注 浆成型,所以坯料也分为可塑成型坯料与 注浆成型坯料
㈠ 可塑成型坯料 可塑法成型所需要的坯料称为可塑性坯 料。坯料的可塑程度影响着陶瓷制品的成 型,即要求坯料有足够的可塑性,使其易于 成型,并具有一定的干坯强度,也要注意易 使坯料收缩过大或不易干燥。 坯料的含水率在20~29% 之间,手工成 型需要含水较高,机械滚压含水可低
㈠ 可塑成型坯料 可塑法成型所需要的坯料称为可塑性坯 料。坯料的可塑程度影响着陶瓷制品的成 型,即要求坯料有足够的可塑性,使其易于 成型,并具有一定的干坯强度,也要注意易 使坯料收缩过大或不易干燥。 坯料的含水率在20~29% 之间,手工成 型需要含水较高,机械滚压含水可低
㈡ 注浆成型坯料 注浆成型用的泥料是呈泥浆状态的悬浮 体。坯料要求有良好的流动性。含水量高达 30~35% 左右,含水量要求尽量可能少,以 降 低干燥收缩。在生产中多习惯于用比重来控制 含水量。一般控制在1.65~1.9 之间;为防止 造成坯体表面已硬化,而中心尚有流浆的现 象,泥浆要有良好的滤过性,使水分扩散快, 成型时间短,坯料中应配一定量的瘠性原料或 瓷粉
㈡ 注浆成型坯料 注浆成型用的泥料是呈泥浆状态的悬浮 体。坯料要求有良好的流动性。含水量高达 30~35% 左右,含水量要求尽量可能少,以 降 低干燥收缩。在生产中多习惯于用比重来控制 含水量。一般控制在1.65~1.9 之间;为防止 造成坯体表面已硬化,而中心尚有流浆的现 象,泥浆要有良好的滤过性,使水分扩散快, 成型时间短,坯料中应配一定量的瘠性原料或 瓷粉
㈢ 组织结构 组织结构为不均匀的多晶混合物。 ⒈ 晶相 30~70% 。对陶瓷器的物化性能起决定 性作用 (钢筋)。晶体可形成晶架。 ⒉ 玻璃相 非晶低熔点的固体,20~60%(混凝 土),填充与粘结作用。可把气体排出,光 泽性好。 ⒊ 气相 气孔,5~10%(微气孔)
㈢ 组织结构 组织结构为不均匀的多晶混合物。 ⒈ 晶相 30~70% 。对陶瓷器的物化性能起决定 性作用 (钢筋)。晶体可形成晶架。 ⒉ 玻璃相 非晶低熔点的固体,20~60%(混凝 土),填充与粘结作用。可把气体排出,光 泽性好。 ⒊ 气相 气孔,5~10%(微气孔)
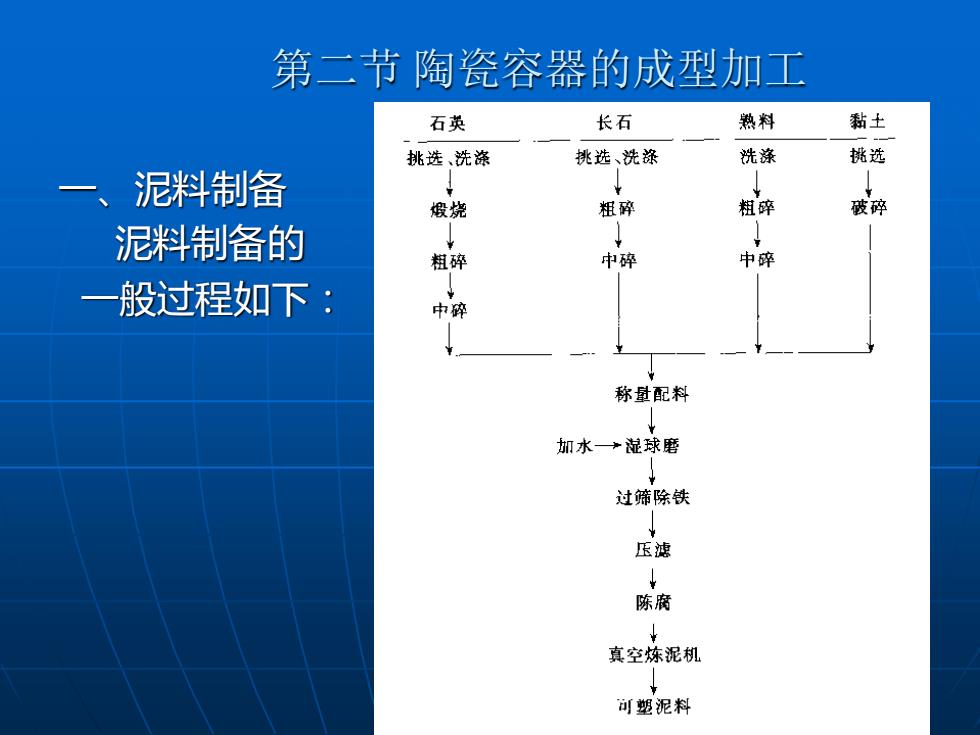
第二节 陶瓷容器的成型加工 一、泥料制备 泥料制备的 一般过程如下:
第二节 陶瓷容器的成型加工 一、泥料制备 泥料制备的 一般过程如下: