
表 连续记时法 ① ② ③ ④ ⑤ 外 来单元 程 R R T 个 R R 号 R 说明 8 1 13 3 27 14 53 26 + 65 A 3 53 更换传动带 1 425 84 3 9 4 20 27 23 39 12 B 94 1 更换并调整螺丝 205 85 3 52 3 71 19 85 20 71 14 222 工具掉地上,拾 7 起檫灰,并调整 38 53 15 1 6 6 20 22 16 38 6 D 53 1 69 16 87 19 431 13 49 8 E 64 81 17 1 20 23 22 41 1 G 石闪子大学 SHIHEZI UNIVERSITY
表 连续记时法 ① ② ③ ④ ⑤ 外 来 单 元 周 程 R T R T R T R T R T 符 号 R T 说 明 1 13 1 3 27 14 53 26 × 65 A 3 3 更换传动带 2 84 1 9 10 4 20 27 23 39 12 / B 3 1 更换并调整螺丝 3 52 1 3 71 19 20 14 222 1 7 C 工具掉地上,拾 起檫灰,并调整 4 38 1 6 53 15 30 6 22 16 38 1 6 D 5 53 1 5 69 16 87 19 431 49 1 8 E 6 64 1 5 81 17 50 1 20 23 41 1 8 F 7 G 86 53 425 94 205 85 85 71 20 A 13 B 22 C

五剔除异常值 √异常值是指某单元的时间由于外来因素的影响,而使 其超出正常范围的数值。剔除异常值的方法有多种,此 处介绍最常用的方法一一三倍标准差法。 假设对某一操作单元观测次所得的时间为: X,X2,X3,X 则平均值为: i=1 标准偏差为: 正常值为X±内的数值,超过者即为异常值。偏差上限为 偏羡下 限为 ,在上限与下限之间均视为正常值,凡不在这个区域内的数值即异 常值,应予以剔除。 石西子大学 SHIHEZI UNIVERSITY
✓异常值是指某单元的时间由于外来因素的影响,而使 其超出正常范围的数值。剔除异常值的方法有多种,此 处介绍最常用的方法——三倍标准差法。 正常值为 之内的数值,超过者即为异常值。 偏差上限为 ,偏差下 限为 ,在上限与下限之间均视为正常值,凡不在这个区域内的数值即异 常值,应予以剔除。 X 3 X +3 X −3 则平均值为: 1 n i i X X n = = 标准偏差为: ( ) 2 1 n i i X X n = − = 1 2 3 , , ,., X X X X n 假设对某一操作单元观测次所得的时间为: 五 剔除异常值
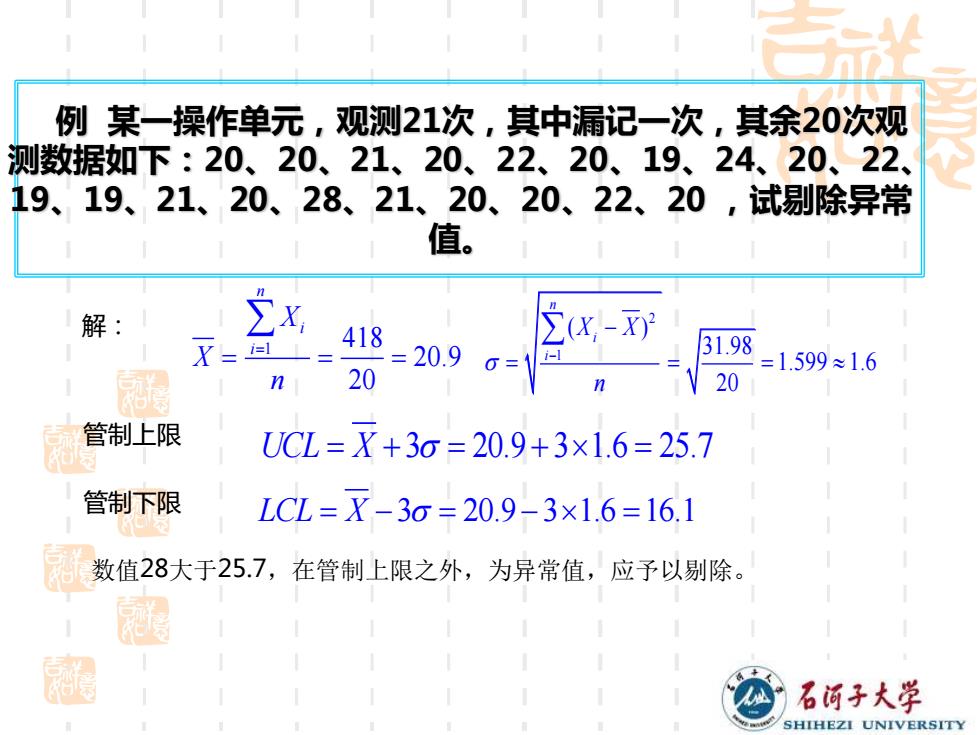
例某一操作单元,观测21次,其中漏记一次,其余20次观 测数据如下:20、20、21、20、22、20、19、24、20、22、 19、19、21、20、28、21、20、20、22、20,试剔除异常 值。 解: Zx, X= 418 =20.9 G= x- 31.98 =1.599≈1.6 n 20 20 管制上限 UCL=X+3o=20.9+3x1.6=25.7 管制下限 LCL=X-3o=20.9-3×1.6=16.1 数值28大于25.7,在管制上限之外,为异常值,应予以剔除。 福 石两子大学 SHIHEZI UNIVERSITY
1 418 20.9 20 n i i X X n = = = = 2 1 ( ) 31.98 1.599 1.6 20 n i i X X n − − = = = 数值28大于25.7,在管制上限之外,为异常值,应予以剔除。 例 某一操作单元,观测21次,其中漏记一次,其余20次观 测数据如下:20、20、21、20、22、20、19、24、20、22、 19、19、21、20、28、21、20、20、22、20 ,试剔除异常 值。 解: UCL X = + = + = 3 20.9 3 1.6 25.7 管制上限 管制下限 LCL X = − = − = 3 20.9 3 1.6 16.1

六、计算正常时间 正常时间是指以正常速度完成一项作业或操作单元所 需的时间。 评定是一种判断或评价的技术,是指时间研究人员将 操作者的操作速度与理想速度(正常速度)作比较,以使 实际操作时间调整至平均熟练工人的正常速度基准上。 √正常时间=观测时间×评定系数 超 石首子大学 SHIHEZI UNIVERSITY
✓正常时间是指以正常速度完成一项作业或操作单元所 需的时间。 ✓评定是一种判断或评价的技术,是指时间研究人员将 操作者的操作速度与理想速度(正常速度)作比较,以使 实际操作时间调整至平均熟练工人的正常速度基准上。 ✓正常时间=观测时间×评定系数 六、计算正常时间
为什么要考虑宽放时间 正常时间并未考虑操作者个人需要和各种不可避免的延迟 因素所耽误的时间。而实际生产过程中,操作者可能因下列 原因停止工作: √(1)操作者疲劳,需要休息: √(2)个人需要,如喝水、上厕所、擦汗、更衣等; √(3)听取班长或车间主任指标,或本人指标助手等; (4)领材料、工件、物件及完成件、工具的送走等; (5)等待检验、等待机器的维修、保养、等待材料等; √(6)从事操作前的准备工作,如清理工作场所、擦拭机器、所 需物件的准备和操作;操作完后工作场所、机器、物料及工具的 清理工作。 √(7)从事刀具的刃磨、更换皮带、调整机器等工作。 石两子大学 SHIHEZI UNIVERSITY
正常时间并未考虑操作者个人需要和各种不可避免的延迟 因素所耽误的时间。而实际生产过程中,操作者可能因下列 原因停止工作: ✓(1)操作者疲劳,需要休息; ✓(2)个人需要,如喝水、上厕所、擦汗、更衣等; ✓(3)听取班长或车间主任指示,或本人指示助手等; ✓(4)领材料、工件、物件及完成件、工具的送走等; ✓(5)等待检验、等待机器的维修、保养、等待材料等; ✓(6)从事操作前的准备工作,如清理工作场所、擦拭机器、所 需物件的准备和操作;操作完后工作场所、机器、物料及工具的 清理工作。 ✓(7)从事刀具的刃磨、更换皮带、调整机器等工作。 为什么要考虑宽放时间