的基本偏差为其下偏差E豇,外螺纹的基本偏差为其上偏差s:内螺纹有G和H两种公差带 位置,G的基本偏苏为正值,H的基本指差为零:外爆纹有心、£、g和h四种公若带位置, 人的生本物花多逸的美态美影态送数值以表2} 本偏之 和公差,GBT2516 2003规定了普通蝶纹( 一般用途米制螺纹)中 径和顶径的极限偏差值,本节选求其中基本大径>22.4mm、≤45m范围的部分数值,见附 表(79),以供参考,有史多需要可自行查阅该国家标准。 依据GBT193一2003和GB/T197一2003,GBT157562008规定了公称直径1m 300mm,公差带为4H、5H、6,7H,6G、4h,6,6g、6f和6e的常用普通螺纹的极限尺 本节选录其中部分公称直径范围、部分公差带的数值,见附表(7-10) ,附表(7-11 附表(7-12)、附表(7-13),以供参考,如有史多需要可自行查阅该国家标准。除此之外, 根据设计需要还可参考GB/T9145一2003《普通螺纹中等精度、优选系列的极限尺》和 GB/T91462003《普通螺纹粗糙精度、优选系列的极限尺小》。 四、普通螺纹的旋合长度 普通螺纹的精度不仪取决于螺纹各直径的公差等级,而与旋合长度有关。当蝶纹各直 径公差等级一定时,旋合长度越长,加工时产生的蝶距累积误差和牙型半角误差就可能越大, 对蝶纹互换性的影响也越大。因此,即使螺纹各直径的公差等级相同,如果旋合长度不同, 则辈纹的精度也会有同。GBT1972003规定,螺纹的你合长度分一组,分别为短溶合 长度组(S)、中等旋合长度组(N)和长旋合长度组(L)。 五、普通螺纹精度设计 1.普通蝶纹的公差带洗用 (1)楼纹公差精度的确定 根据使用场合的不同。煤的公差粘府仆为钻整。中等和粗搭一级。结密级用干辖整 配合性质稳定 定位精度高 如航空用的蝶纹:中等级用 :一般用途 ,如机味 或汽车上用的螺纹:粗糙级用于不重要或者制造有困难的螺纹,如在热轧棒料上或深孔内 加工的螺纹。公差等级中6级是中等级,3,4,5级是精帝,7,8,9级是相糙级 (2)饰合长度的确定 从前面的介绍可知.惊合长彦组洗举不同,相同些纹公差精度时的塔纹公差等级洗样 就会不同。故设计时应注意选择恰当的旋合长度 组的公差等级最高,N组的次之,L组 的最低 若选用长旋合长度组,螺距累积误差和牙型半角误差增大,应允许较大的中径公差: 若选用短旋合长度,则可以允件较小的中径公差。 设计时,一殷优先采用中等旋合长度(N组)。当受力不大或空间位胥受限制时,一般 选用短旋合长度(S组),如锁紧用的特薄螺母。对于以下情况应选用长旋合长度(L组): 调整用的蝶纹,为满足调整量大小的需要应选用长旋合长度组:、锌合金上的螺纹,为保 证其强度应选用长旋合长度组:官孔紧固螺纹应选用长旋合长度组 (3》公差带的选用 根据蝶纹的旋合长度和使用要求确定了蝶纹公差精度后,就要对蝶纹的公差等领和公差 带的位置进行选择和组合,得到各种不同的配合公差带。在生产中,为了减少螺纹刀具和量 即的量和即格,降低牛产成本,应该遵照国家标和的推荐洗用公弟沿 GBT197一2003推荐,蝶纹公差带宜优先按表(7-3)《内螺纹的推荐公差带》(GB门 197-2003P11表7)和表(7-4)《外螺纹的推荐公差带》(GB/T197-2003P11表7)的规定选 取,除特殊情况外,不宜选用表7-3和表74外的其他公差带。 表73和表74列出了精常、中等、粗糙二种蝶致公差精度级别时在不同的旋合长度(S 11
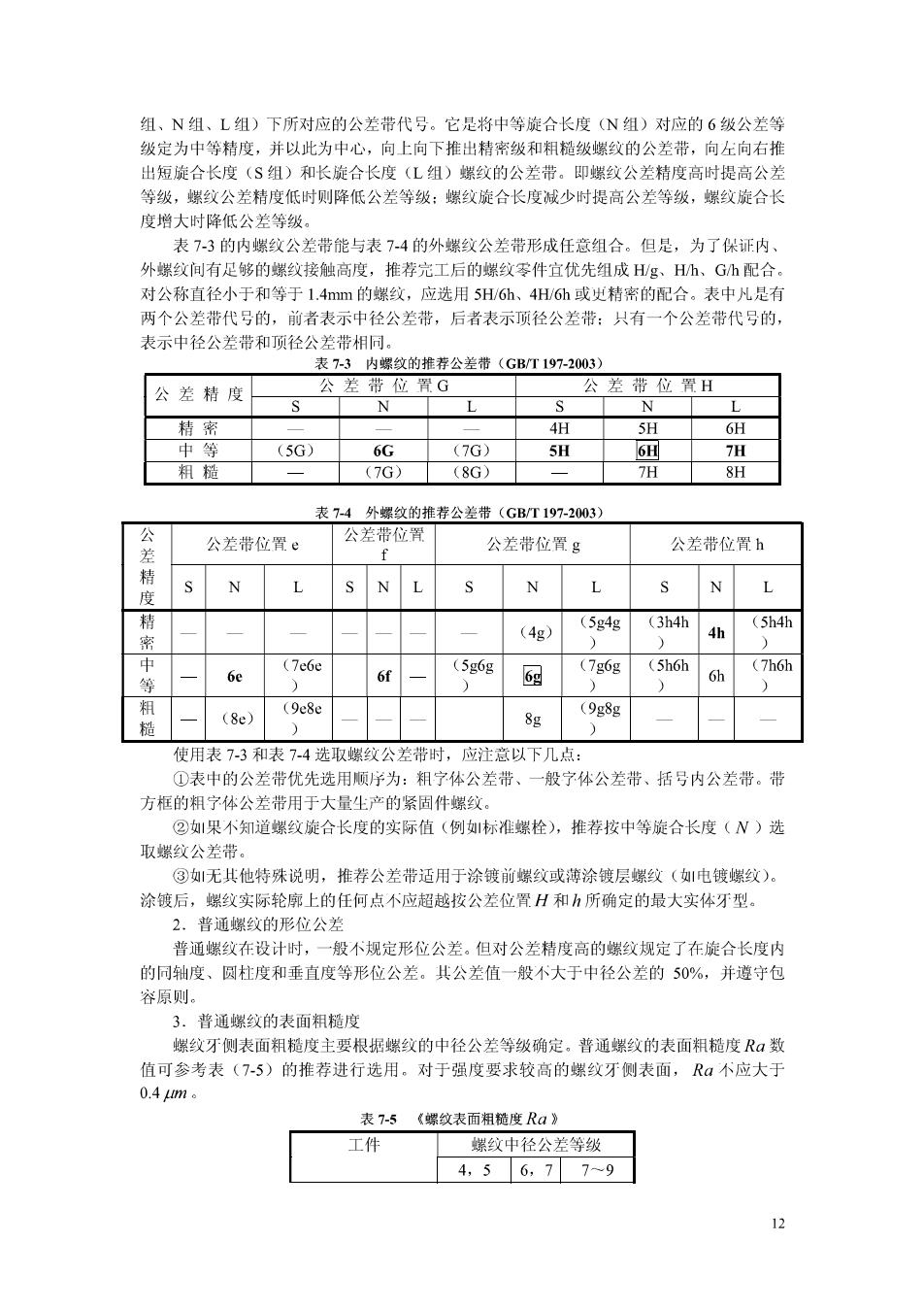
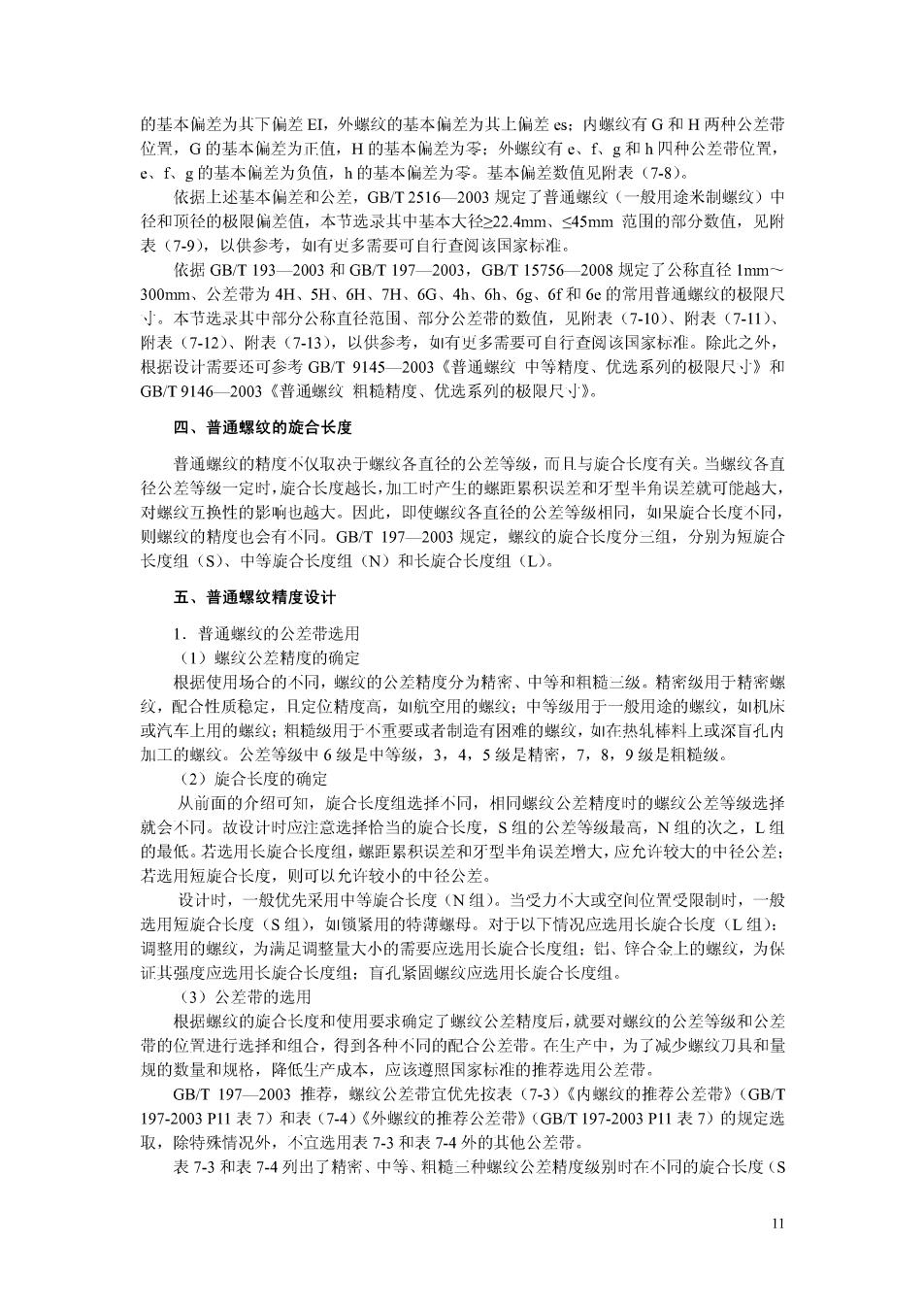
组、N组、L组)下所对应的公差带代号。它是将中等旋合长度(N组)对应的6级公差等 线定为中垒结度,并以此为中心、,向上向下推出结级知粗超级慢纹的公羊带,向左向右推 出短旋合长度 (S组)和长旋合长度(L组)蝶纹的公差带。即螺纹公差精度高时提高公 等级,螺纹公差精度低时则降低公差等级:螺纹旋合长度减少时提高公差等级,螺纹旋合长 度增大时降低公差等级。 表73的内燃疗公差带能与表74的从鉴效公差带形成任意组合。但是,为了任正内 外螺纹间有足够的螺纹接触高度,推荐完工后的蝶纹零件宜优先组成g、Hh、Gh配合 对公称直径小于和等于1.4mm的螺纹,应选用5H6、4H6或精的配合 ,表中凡是有 两个公差带代号的,前者表示中径公差带,后者表示顶径公差带:只有一个公差带代号的, 表示中径公差带和顶径公差带相同。 表7-3内螺纹的推荐公差带(GB/T197-2003 公差精度 公差带位骨H 精 (5G 5H (8G 表7-4外螺纹的推荐公差带(GB/T197-2003) 公差带位骨e 公差带位置 公差带位胥g 公若带位骨h N L N L N (4g) (5g4g(3h4h 4h (5h4h (5h6h -6e (7c6g 6f一 (5g6g 厨 (7g6g 6h (7h6h (8e)(9e8e 8g (9g8g 使用表7-3和表7-4选取蝶致公差带时,应注意以下几点: ①表中的公差带优先选用顺序为:粗字体公差带、一般宁体公差带、括号内公差带。带 方框的粗字体公差带用于大量生产的紧固件紫纹。 2如!果不知道螺纹旋合长度的实际值(例如标准螺栓),推荐按中等旋合长度(N)选 取蝶纹公差带。 ③无共他特殊说明,推荐公差带证用于涂镀前蝶纹或锥涂镀层螺纹(电镀螺纹)。 涂镀后,螺致实际轮廓上的任何点不应超越按公差位臀H和h所确定的最大实体牙型 2、普通蝶文的形位公差 普通蝶纹在设计时, 殷不规定形位公差。但对公差精度高的螺纹规定了在旋合长度内 的同轴度,圆柱度和垂直度等形位公差。其公差值一般个大于中径公差的50%,并遵守包 容原则 3.普通螺纹的表面粗糙度 爆纹牙侧表面粗播度主要根据蝶纹的中经公差等级确定。普通蝶纹的表面知船度Ra蝦 值可参考表(75)的推荐进行选用。对于强度要求较高的螺纹牙侧表面,Ra不应大于 0.4m。 表7-5《螺纹表而粗糙度Ra》 工件 端纹中径公差等级 4,56,779

Ra< 蝶栓、螺钉、蝶母 1.6 32 32-6.3 轴套上的螺纹0.81.61.63.2 六.过渡配合螺纹精度设计 GB/T1167一199%6规定了中径具有过渡配合的普通螺纹联结精度标准,该标准适用于具 有过渡配合的钢制双头螺杜或其他螺纹联结,与其配合的内螺纹机体材料可为待铁、钢和铝 合金等。 1.概述 过渡配合螺纹基本牙型符合GB/T192的规定,在外螺纹的设计牙型上,推荐采用GB/T 197中规定的圆弧状牙底, 过渡配合螺纹的公称直径、蝶距、大径、小径的具体数值,可查阅GB/T1167一1996 中“表1《直径与螺距系列》”和“表2《基本尺小》”,在此不再赞述。 2.公差精度的确定 根据使用场合的不同。过演配合蝶文的公差精彦分为一毅,精密两级,精密级涌常用子 螺致配合较紧,并月配合性质变化较小的重要部件: 般级通常用于 一般用途的蝶纹件 3.公差带及其选用 内螺纹中径公差带有3H、4H、5H三种,小径公差带只有5H一种:外螺纹中径公差带 有3k,2k、4k三种,大径公差带只有6h一种。内、外螺纹公差数值见附表(7-14)、附 表(7-15)。 精度设计时,应按表(7-6)的规定进行选取,表内推荐优先选用不带括号的配合公兰 带。 表7-6过渡配合螺纹的内、外螺纹优选公差带 使用场合 内螺纹公差带/外螺纹公差带 精密 4H/2km:(3H/3k) 4H/4k:(4H/3k):(5H3k) 采用以上标准规定设计螺纹时,设计者应同时在有效螺纹以外使用其他的辅助锁紧机 构,螺纹收尾、平凸台、端面项尖、厌氧型蝶纹锁周帝封剂等。 七、过盈配合螺纹精度设计 GB/T1181一1998规定了中径具有过盈配合的普通蝶纹联结精度标准。该标准适用于具 有过盈配合的钢制双头螺柱,与其配合的内螺纹机体材料可为钳合金、镁合金、钛合金和铜。 1.概述 过盈配合螺纹基本牙型符合GBT192的规定,外蝶纹设计牙型的牙底为圆滑连接的曲 线,牙底圆弧按照GBT197中对性能等级高于8.8级紧固件蝶纹牙底的规定,牙底圆弧的 最小半径不得小于0.125P 过盘配合螺纹的公称直径、蝶距、大径、小径的具体数值,可查阅GBT1181一1998 中“表1《螺纹的直径与蝶距系列及其基本尺小》”,在此不再赘述。 2.内煤纹的公主带 内螺纹中径公差带只有2H一种,小径公差带有4D、5D(蝶距P=1.5m时,小径公 差带为4C、5C)两种,内蝶纹公差带见图(7-16a).机体材料为铝合金或镁合金时,小有 公差等级取5级:机体材料为钢或钛合金时,小径公差等级取4级。内螺纹中、小径的基本 偏差和公差值见附表(7-16)、附表(7-17)

明前 图7-16过盈配合内、外螺纹公差带 3.外蝶纹的公差带 外螺纹中径公差带有3p,3加、3m三种,大径公差带只有6e(蝶距P=l.5mm时,大径 公差带为6©)一种,外螺纹公差带见图(7-16仙)。外媒致中、大径的基本偏差和公差值见附 表7-16、附表7-17。 4。公差带的选用及比分组 精度设计时,应按表(7-7)的规定根据实际机体材料的情况进行选取 表77过盈配合螺纹中径公差带及其分组刻 内蝶纹材料/外蝶纹材料 内蝶纹公差带/外蝶纹公差带 中径公差带分组数 智合金或镁合金钢 2H/3D 钢钢 2H/3n 钛合金/钢 2H/3m 4 按表7.7中想定的组数对内、外爆纹中经公差带进行分组,对外蝶纹,在蝶纹轴向长度 的中部按单一中径进行分组,对内螺纹,按作用中径分组。内、外蝶纹中径公差带分组位 见图(7-17), 分组极限偏差值见附表(7-18)、附表(7-19)、附表(7-20) / 州/n 岛 1 1过盈合敛中经公若#分组位 对于有色金属螺柱或钢制螺套旋入铝 镁合金机体所采用的过盈配合螺纹,其内、外 纹中径公差带分别为2H和3m,其中径成组装配的分组数为3组。中径分组的极限偏差值
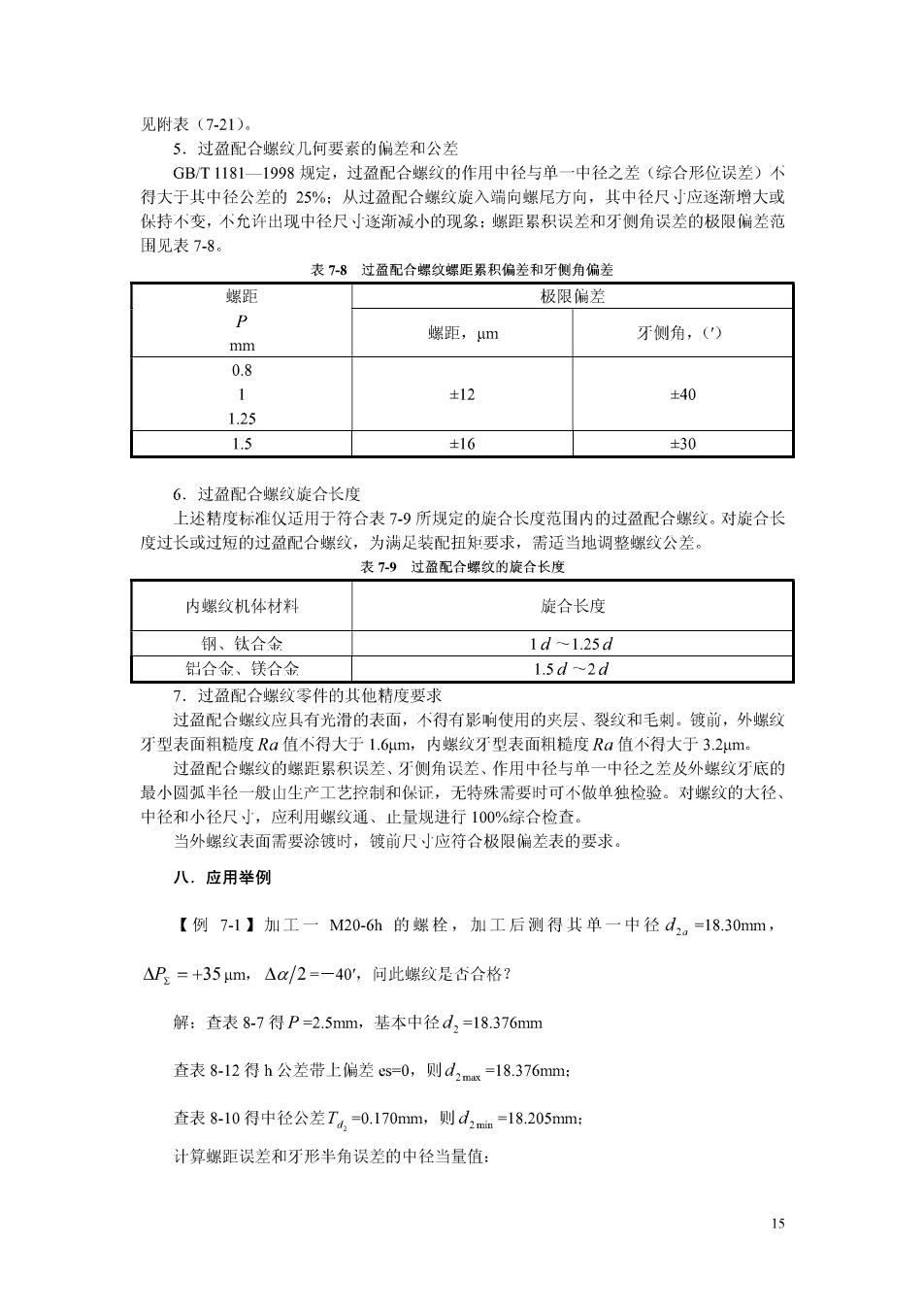
见附表(7-21)。 5.过盈配合媒纹几何要素的偏茅和公差 GB/T1181一1998规定,过盈配合蝶纹的作用中径与单一中径之差(综合形位误差)不 得大于其中径公差的25%:从过盈配合螺纹旋入端向螺尾方向,其中径尺J应逐渐增大或 保持不变,不允许出现中径尺寸逐渐减小的现象:螺距累积误差和牙侧角误差的极限偏差范 围见表7-8。 老8过观配合螺约燃而男抑信若和开解角偏苦 极限偏差 蝶距,m 牙侧角,(') mm 0.8 12 ±40 1.25 1.5 ±16 ±30 6.过盈配合蝶纹旋合长度 上述精度标准仪适月 于符合表7-9所规定的旋合长度范围内的过盈配合螺纹。对旋合长 度过长或过短的过盈配合螺纹,为满足装配扭知要求,需适当地调整螺纹公差。 表7-9过盈配合螺纹的痕合长度 内螺纹机体材料 旋合长度 钢、钛合金 1d-1.25d 钳合金、镁合金 1.5d-2d 过盈配合蝶纹零件的其他精度要求 过盈配合螺纹应具有光滑的表面,不得有影响使用的夹层、裂纹和毛刺。镀前,外螺致 牙型表面相糙度Ra值不得大于1.6um,内螺纹牙型表面粗糙度Ra值不得大于3.2μm。 过盘配合螺纹的蝶距累积误差、牙侧角误差、作用中径与单一中径之差及外蝶纹牙底的 最小圆弧半径一般山生产工艺控制和保证,无特殊需要时可不做单独检验。对螺纹的大径、 中径和小径尺小,应利用螺纹通、 止量规进行100%综合检查 当外蝶纹表面需要涂镀时,镀前尺寸应符合极限偏差表的要求 八.应用举例 【例7-1】加工一M20-6h的螺栓,加工后测得其单一中径d,=18.30mm △=+35um,△a/2=一40,问此蝶纹是杏合格 解:查表8-7得P=2.5mm,基本中径d2=18.376mm 查表8-12行h公差带上偏差cs=0,则d,=18.376mm 查表8-10得中径公差T4-0,170mm,则d2m-18.205mm 计算蝶距误差和牙形半角误差的中径当量值: