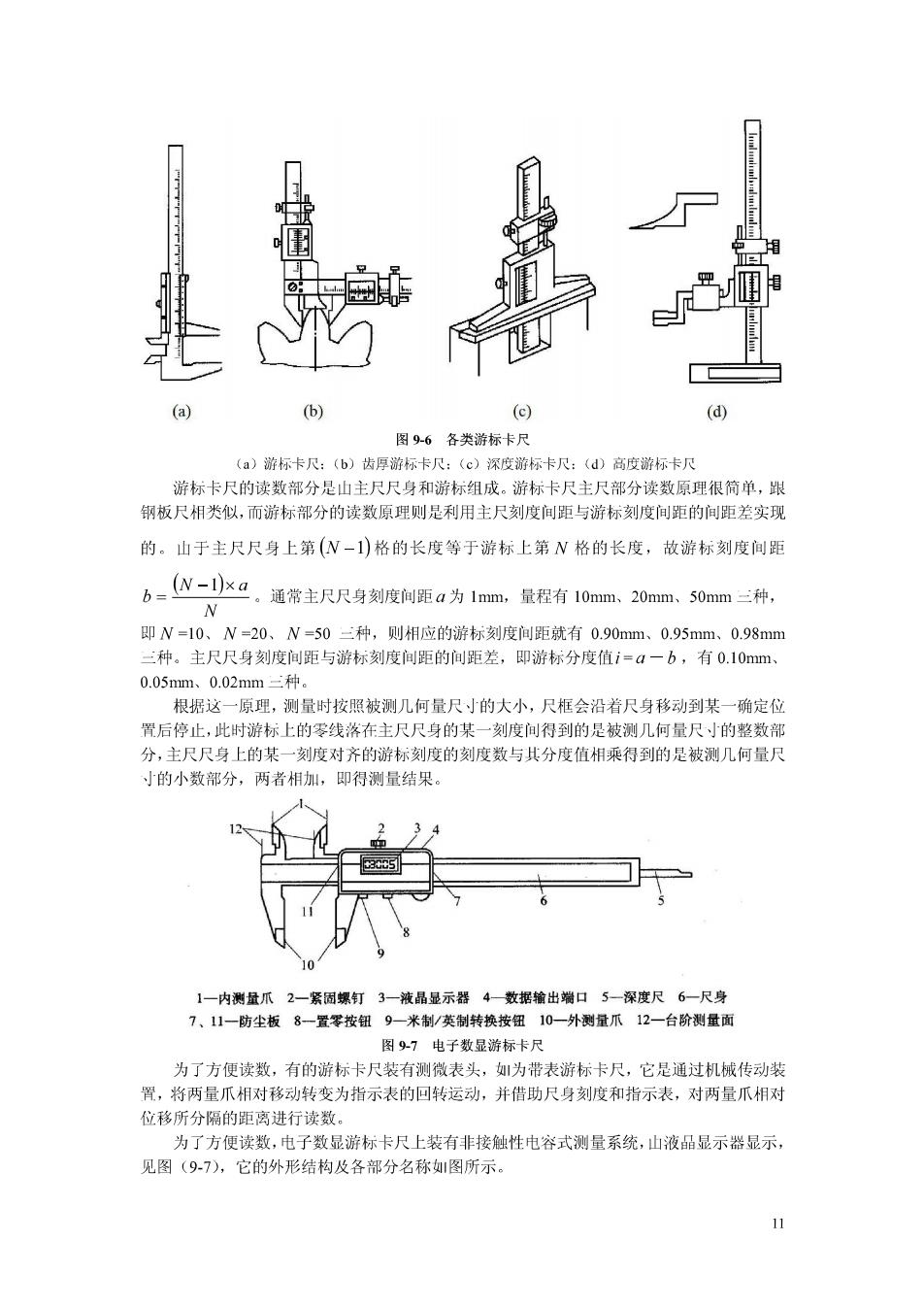
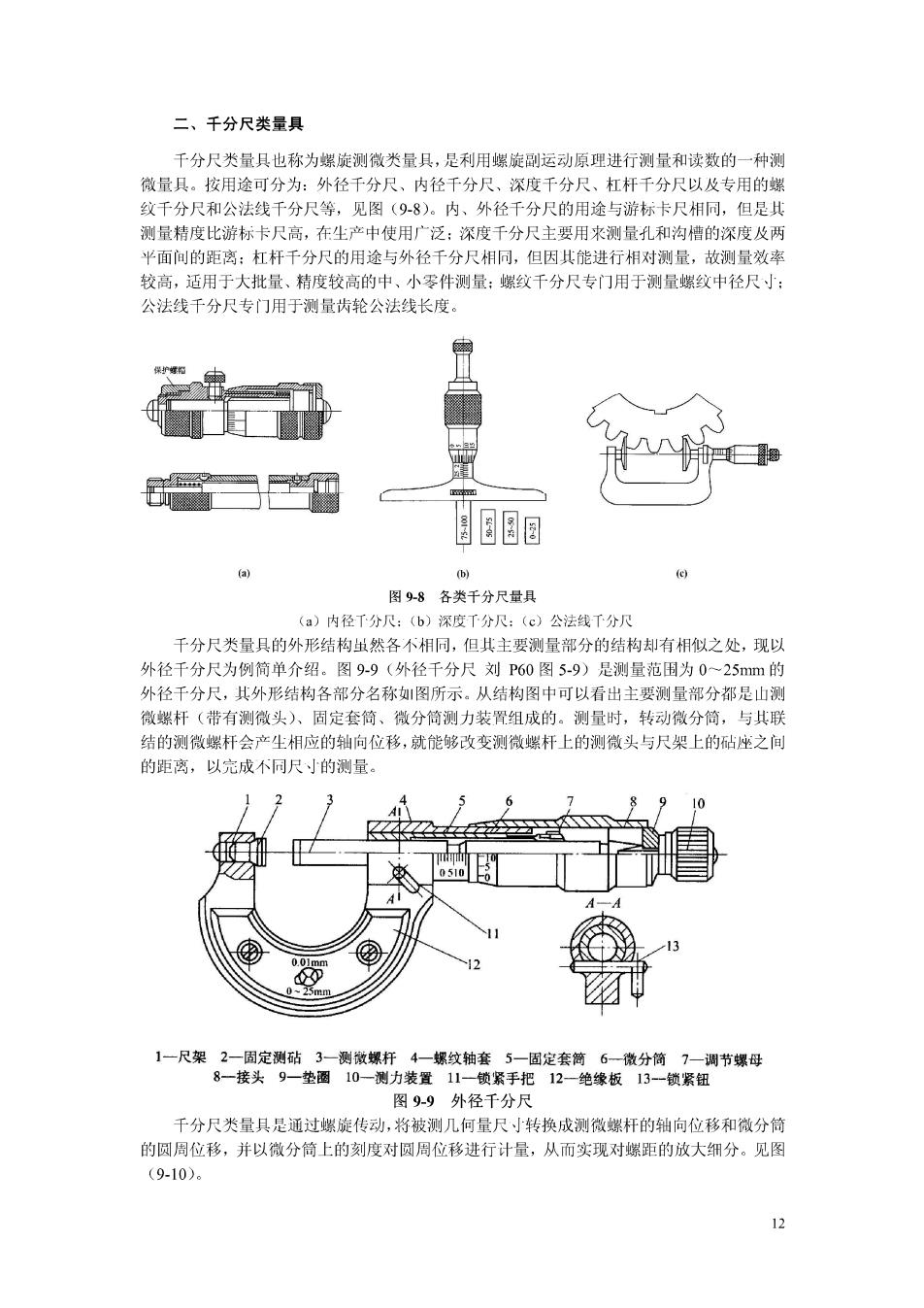
a (c) (d) 图9-6各类游标卡尺 (a)游标卡尺:(b)齿厚游标卡尺:(©)深度游标卡尺:(d)高度游标卡尺 游标卡尺的读数部分是山主尺尺身和游标组成。游标卡尺主尺部分读数原理很简单,垠 钢板尺相类似,而游标部分的读数原理则是利用主尺刻度间距与游标刻度向距的间距差实现 的。山于主尺尺身上第(W-)格的长度等于游标上第N格的长度,故游标刻度间距 6-N-小ka.通希主尺尺身刻度创距a为1m,量程有10am、20mm、50im三种, 即N=10、N=20、N=50二种,则相应的游标刻度间距就有0.90mm、0.95mm、0.98mm 三种。主尺尺身刻度间距与游标刻度向间距的间距差,即游标分度值i=a一b,有0.10mm. 0.05mm、0.02mm三种。 根据这一原理,测量时按照被测几何量尺小的大小,尺框会沿着尺身移动到某一确定位 置后停止,此时游标上的零线落在主尺尺身的某一刻度间得到的是被测几何量尺寸的整数剂 分,主尺尺身上的某一刻度对齐的游标刻度的刻度数与其分度值相乘得到的是被测几何量尺 寸的小数部分,两者相加,即得测量结果。 1一内测量爪2一紧调螺钉3一液品显示器4数据输出端口5一深度尺6一尺身 7、11一防尘板8一置零按纽9一米制/英制转换按纽10一外测量爪12一台阶测量面 图7电子数显游标卡尺 为了方便读数,有的游标卡尺装有测微表头,为帮表游标卡尺,它是通时机械传动持 凳,将两量爪相对移动转变为指示表的回转运动,并信助尺身刻度和指示表,对两量爪相对 位移所分隔的距离进行读数 为了方便读数,电子数显游标卡尺上装有非接触性电容式测量系统,山液品显示誉显示, 见图(97),它的外形结构及各部分名称如图所示
二、千分尺类量具 干分尺类量具也称为螺旋测微类最具,是利用螺旋副运动原理进行测量和读数的一种测 微量具。按用途可分为 外径 千分尺、内径干分尺、深度干分尺、杠杆干分尺以及专用的蛇 纹千分尺和公法线千分尺等,见图(98)。内、外径千分尺的用途与游标卡尺相同,但是其 测量精度比游标卡尺高,在生产中使用广泛:深度千分尺主要用来测量孔和沟槽的深度及两 平面向的矩离:杠杆千分尺的用途与外径千分尺相同,但因其能进行相对测量,故测量效率 较高,适用于大批量、精度较高的中、小零件测量:螺纹千分尺专门用于测量螺纹中径尺小: 公法线千分尺专门用于测量齿轮公法线长度, ■ 自国圆园 b 图98各类千分尺量具 (a)内径T分尺:(b)深度千分尺:(c)公法线千分尺 千分尺类量具的外形结构量然各不相同,但其主要测量部分的结构却有相似之处,现以 外径千分尺为例简单介绍.图9-9(外径千分尺刘P60图5-9)是测量范为0-25mm的 外径千分尺,其外形结构各部分名称如图所示。从结构图中可以看出主要量部分都是山测 微蝶杆(带有测微头)、固定套简、微分筒测力装置组成的。测量时,转动微分简,与其 结的测微蝶杆会产生相应的轴向位移,就能够改变测微螺杆上的测微头与尺架上的砧座之间 的距离,以完成不同尺寸的测量。 89 10 图99外径千分尺 千分尺类量具是通过蝶旋传动,将被测几何量尺转换成测微螺杆的轴向位移和微分筒 的圆周位移,并以微分简上的刻度对圆周位移进行计量,从而实现对螺距的放大细分。见图 (9-10)

8.35mn 14.6线rm 12.765m 图910螺旋测微类量具读数示例 千分尺的读数部分是山固定套筒和微分简组成。千分尺固定套简上刻有轴向中线,作为 微分筒读数的基准线。在中线的两侧有两排刻度,每排的刻度向距都为【 上下两排相 互错开05m微分筒的读数原理是当测微螺杆连同微分筒转过角时,测微螺杆沿轴 的8移量为L=P×号,P为测微蝶杆能距,适后P-05m微分贷的外圆周上有50等 分的刻度,当微分筒转一周时,测微螺杆轴向移动0.5mm,故微分筒只转动1格时,则测 微蝶杆的轴向移动为0.01nmm,即微分筒的分度值i-0.01mm 根据这一原理,测量时按照被测几何量尺 的大小,转动微分简,测微螺杆会沿销向 移动到某一确定位咒后停止,此时从微分筒的边缘向左看固定套筒上距微分筒边缘最近的奥 线,在固定套简中线上侧的刻度得到的是被测几何量尺的整数部分,中线下侧的刻度(如 果出现的话)得到的是被测几何量尺寸的0.5mm小数部分,固定套筒中线所对齐的微分简 刻度的刻度数与其分度值祖乘得到的是被测几何量尺,的小数部分,一者相九,即得测量结 在使用千分尺进行测量之前,如果发现微分筒的零线与固定套筒的中线不能对齐,可记 下差数,以便在测量结果中除去,也可在测量前调整到对齐的状念。 干分尺的蝶纹传动间隙和传动副的磨损或影响其测量精度,故多用于测量中等精度的零 件。千分尺的制造精度主要山它的示值误差(主要取决于螺纹精度和刻度精度)和量面的 平行度误差决定。 三、光滑极限量规 光滑极限量规是一种议有刻线的专用计量器具,主要用于在大批量生产中对采用包容要 求的光滑工件(孔或轴)的长度尺)进行检验,以保证《极限与配合》系列标准(见第二章) 的贯彻实施。光滑极限量规不能测量被检零件的实际尺小,只能定被检零件是杏在允许的 极限尺小范困内 光滑极限量规结构简单,使用方便,尤其在大批量生产中,可以提高检验效率,并有效 保障互换性生产的质量,故光滑极限量规在机械工业中得到了广泛使用. L 图9-1光滑极限量规 (a)孔用量规:(b)抽用量规 光滑极限量规有通规和止规,且成对使用。通规又称为通端,用宁母“T”表示,止规 又称为止端,用字母“Z”表示。见图(911)。通规按被检孔或轴的最大实体尺小制造,用
来模拟被检孔或轴的最大完体边界,拾哈孔或轴的实际轮廊(实际尺和形状识第的综合结 检验扎或轴时,如果通规能全长通过孔或轴,月止规不能通过,则表明被测凡或轴的作用尺 和实际尺寸在规定的极限尺寸范用之内,零件合格:反之,若通规不能通过,或者止规能 党全长通过,则可判定零件不合格 .光滑极限量规的种类及用途 1)按被检对象 光滑极限量规有塞规和卡规(或环规)之分 塞规是孔用光滑极限量规,其测量面为外圆柱面 卡规(或环规)是轴用光滑极限量规,一般卡规的测量面为两平行平面,环规的测量 面为内圆柱面。 (2)按用涂光滑极阴量埋右工作量想.验收量期。校对最规之合 工作量规是指在生产过程中操作者对零件进行检验时所使用的量规。 工作量规的通规 用“T”表示,止规用“Z”表示。为了保证检验的精确程度,操作者应该使用新的或者磨 损较小的量规。 验收量规是指在验收零件时检验部门或用户代表所使用的量规。验收量规一般不需另 行制浩,是从麻损较多但未超过麻损极眼的燥作者所用相同米型工作量脚的通规中排选出来 的。这样, 山操作者自检合格的零件,检验人员或用户代表验收时也 一定合格,从而保证 零件的合格 校对量规是检验工作量规在制造时是杏符合制造公差的要求或验收量规在使用中是否 己达到磨损极限的量规。山于卡规(或环规)使用的是内尺小,不易检验,故需要专门设立 校对量规对其进行定期校对,其中卡规可以使用量块进行校对,只有环规才使用校对量规(校 对塞规)校对:塞规里然也需要定期校对,但山于其本身是外尺、 ,可以较方便地用通用计 量器具检验,故不设校对量规 校对塞规又可分为以下 ①“校通一通“量规(代号“TT")是检验新制造的环规通规的校对塞规。其所用是防 止通规尺寸过小,以保证零件应有的公差。检验时新环规的通规应能被TT校对塞规全长通 过,竹则可判定该通规小合格 ②“校止一通”量规(代号“ZT”)是检验新制造的环规止规的校对塞规。其作用是是 防止止规尺小过小,以保证零件的质量检验时新环规的止规应能被ZT校对塞规全长通过 杏则可判定该止规不合格。 ③“校通一损”量规(代号“T$”)是检验使用中的环规通规的校对塞规。检验时已有 ,损的通规应不能被TS校对塞规通过,并月最好能在通规两端进行检验。如果通规被TS 访对兜趣通讨.表示该诵已达到或招讨磨捐报限.应予以报废 2.光滑极限量规的设计原理 GBT1957- —2006规定,光滑极限量规的设计原理,也就是光滑极限量规的工作原理 应该符合泰勒原则(极限尺小判断原则)。泰勒原则是指孔或轴的实际尺寸与形状误差的综 合结果所形成的体外作用尺小(D。或d)不允许超出其最大实体尺寸(D,或dM),在 孔或轴的任何位置上的实际尺寸(D,或d。)不允许超出其最小实体尺寸(D,或d,)。即: 对于孔 D62DM(=D)且DsDs(=D,) 对于轴 dd(=dM)月d,≥dna(=d)
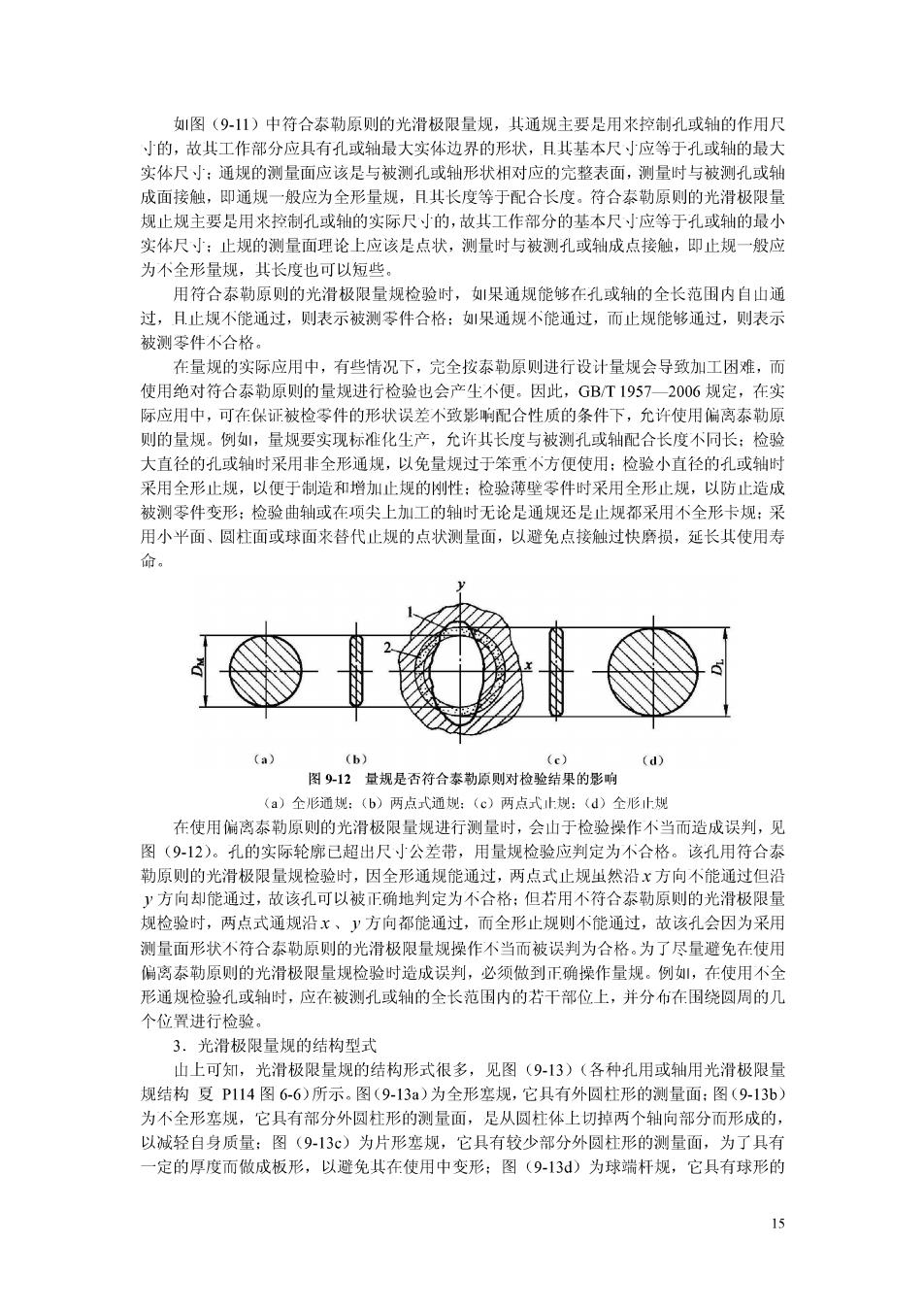
如图(911)中符合泰勒原则的光滑极限量规,其通规主要是用来控制孔或轴的作用尺 小的,故其工作部分应具有孔或轴最大实体边界的形状,月其基本尺小应等于孔或轴的最大 实体尺小:通规的测量面应该是与被测孔或轴形状相对应的完整表面,测量时与被测孔或 成面接触,即通 一般应为全形量规 月其长度等于配合长度。符合泰勒原则的光滑极限量 规止规主要是用来控制孔或轴的实际尺寸的,故其工作部分的基本尺小应等于孔或轴的最小 实体尺小:止规的测量面理论上应该是点状,测量时与被测孔或轴成点接触,即止规一般应 为不全形量规,其长度也可以短些。 用符合表物原的光滑极润景规拾验时.如见诵想能够在A或站的金长茄用内自山证 过,止规不能通过,则表示被测零件合格:如果通规不能通过,而止规能够通过,则表示 被测零件不合格。 在最规的实际应用中,有些情况下,完全按泰物原则进行设计量规会导致加工困难,而 使用绝对符合泰勒原则的量规进行检验也会产生不便。因此,GB/T19572006规定,在实 际应用中,可在证敲拾零件的形状误差小致影向配合性质的条件下,允许使用偏离泰勤原 测的量规。例,量规要实现标准化生产,允许其长度与被测孔或轴配合长度不同长:检验 大直径的孔或轴时采用非全形通规,以免量规过于笨重不方便使用:检验小直径的孔或轴 采用全形止规,以便于制造和增加止规的性:检验薄壁零件时采用全形止规,以防止造成 被测零件变形:检验曲轴或在项尖上加工的轴时无论是通规还是止规都采用不全形卡规:采 用小平面、圆针面或球面来替代止规的点状测量面.以避免点接触讨快磨损。证长其使用寿 (h) 图9-12量规是否符合素勒原则对检验结果的影响 (d) (a)全形通思:(b》两点式通趣:(c)两点式止趣:《d)全形止规 在使用偏离泰物原则的光滑极限量规进行测量时,会山于检验作不当而造成误判,见 图(912)。孔的实际轮廓已超出尺小公差带,用量规检验应判定为不合格 该孔用符合着 勒原则的光滑极限量规检验时,因全形通规能通过,两点式止规虫然沿x方向不能通过但清 方向却能通过,故该孔可以被正确地判定为不合格:但若用小符合索勒原则的光骨极限量 规检验时,两点式通规沿x、y方向都能通过,而全形止规则不能通过,故该孔会因为采用 测量面形状个符合泰勒原则的光滑极限量规燥作不当而被误判为合格。为了尽量避免在使用 偏离泰物原则的光滑极限量规检验时造成误 必须做 到下确作量规。例 使用 形通规检验孔或轴时,应在被测孔或轴的全长范围内的若干部位上,并分布在田绕圆周的几 个位置进行检验。 3.光滑极限量规的结构型式 山上可知,光沿极跟最规的结构形式很多.见图(9.13)(各种用或轴用光滑极限品 规结构夏P114图6-6)所 图(9-13a)为全形塞规,它具有外圆杜形的测量面:图(913b 为不全形基规 它具有部分外圆柱形的测量面,是从圆柱体上切掉两个轴向部分而形成的 以减轻自身质量:图(913c)为片形塞规,它具有较少部分外圆柱形的测量面,为了具有 一定的厚度而做成板形,以避免其在使用中变形:图(913)为球端杆规,它具有球形的