
若该量块经检定后,确定为3“等”,其实际尺小为30.00012mm,测量极限误差为 英是数校“等”使用比核级使用测最精度商 量块测量面很好的研合性,使得量块可以在一定的尺小范围内,将不同尺小的量块进行 组合而成为所需的工作尺小,为量块的成套生产创造了条件。按GB/T6093一2001的规定, 我国生产的成套量块共有17种套别,规格有91块、83块、46块、38块、12块、11块 10块、8块、6块、5块等。GB/T6093一2001推荐的成套量块的组合尺小,见附表(9-1). 在量块组合使用时,为了减少量块组合的累积误差,应尽量减少量块的组合块数, 不超过4块。组合量块时一般采用消尾法,即每选一块量块应消去目标尺小的一位尾数,如, 使用83块一套的量块构成日标尺寸46.725mm时,可从消去所需日标尺小的最小尾数开始, 逐一分别选取:1.005mm、1.22mm、4.5mm、40mm四个量块。 4。角度量块 角度量块有二角形和四边形两种,三角形角度量块只有一个工作角(10°一79)可以用 作角度测量的标准量,而四边形角度量块则有四个工作角(80°一100°)可以用作角度测量 的标准量。 第二节计量器具与测量方法 一、计量器具 计量器具是指能用以直接或间接测出被测对象量值的装置,仪器仪表,量具和用于统 量值的标准物质的统称。 1.计量器具的分类 计量器且的分米有多种,按计量学用途可以分为:计量准器且、计量标准烈且、工 按其本身的结构特点可分为:量具、量规、计量仪器和计量装臀等四类 在机械工业的几阿量测量中,多按后者进行 (1)量具 量具是指以某种固定形式复现标准量值的计量器具,通常是用来校对和调整其他计量器 具,或作为标准与被测零件的儿何量进行比较的,有单值量具和多值量具之分。单值量具是 指复现几何量的单个量值的量具,如量块、直尺、直角尺等。多值量具是指复现一定范围 内的 一系列不同量值的量具,如线纹尺等 (2)量规 量规是指没有刻度的专用计量器具,通常用以检验零件要素实际尺寸和形状、位胥误差 的综合结果。使用量规检验的结果不能得到被检验要素的具体实际尺寸和形位误差值,而只 能确定被检验要素是古合格,光滑极限量规、蝶纹量规、功能量规等。 (3)计量仪器 计量仪器(简称量仪)是指能将被测几何量的量值转换成可直接观察的指示值(示值)》 或等效信息的计量器具。计量仪器按原始信号转换的原理可分为以下几种。 ①机械式量仪。是指用机械方法实现原始信号转换的量仪,一般都具有机械测微机构。 这种量仪结构简单、性能稳定、使用方便,千分表、杠杆比较仪、扭簧比较仪等, ②光学式量仪。是指用光学方法实现原始信号转换的量仪 一都具有光学放大(测微 机构。这种量仪精度高、性能稳定,如光学比较仪、工具显微镜、光学分度头、侧长仪、干 涉仪等。 ③电动式量仪.是指能将原始信号转换为电量形式的测量信号的量仪,一舣都具有放大、 滤波等电路。这种量仪精度高,测量信号经AD转换后,易于与计算机接口,实现测量和
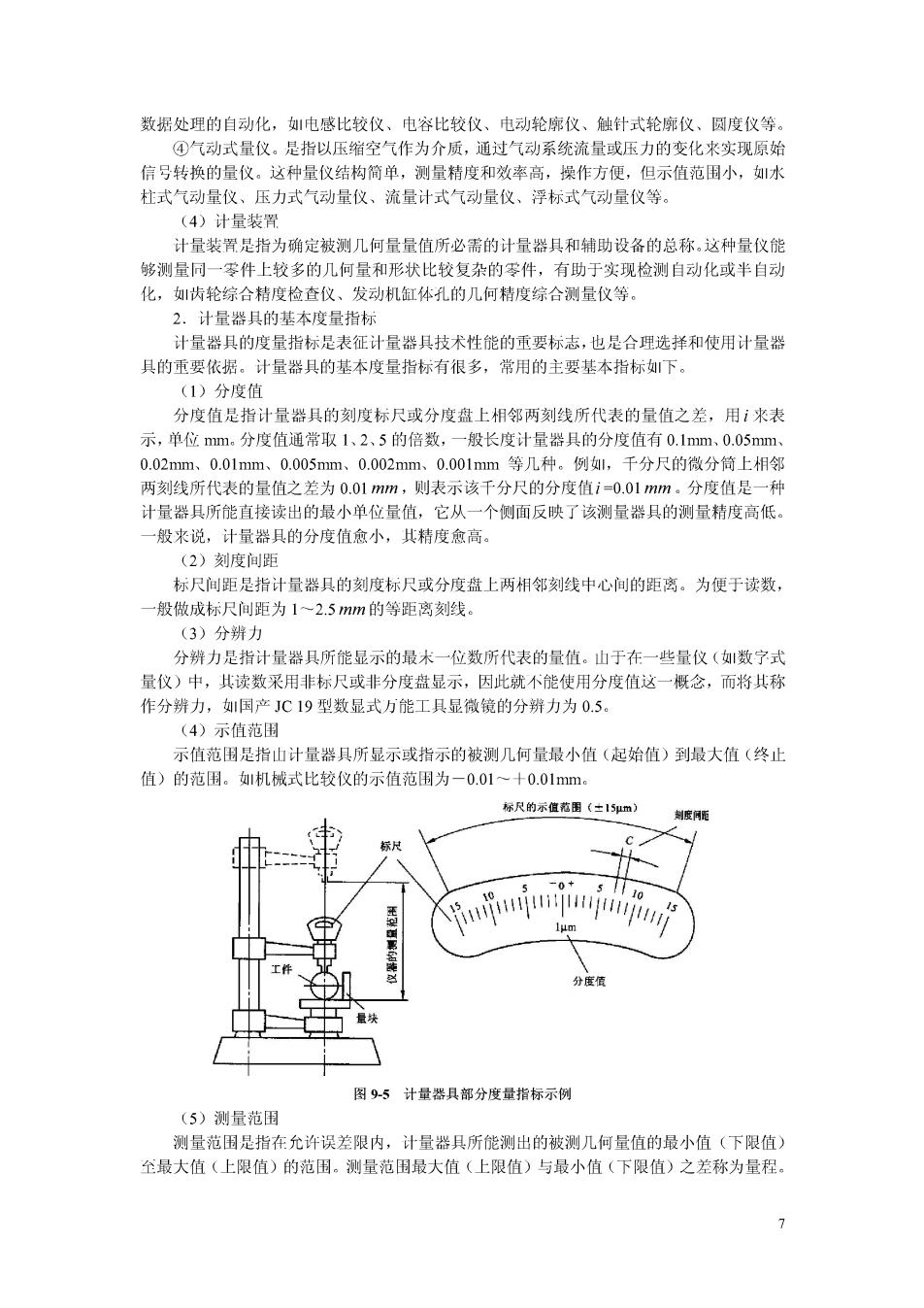
数据处理的自动化,如电感比较仪、电容比较仪、电动轮密仪、触针式轮廓仪、圆度仪等。 ④气动式量仪。是指以压缩空气作为介质,通过气动系统流量或压力的变化来实现原始 信号转换的量仪。这种量仪结构简单,测量精度和效率高,操作方便,但示值范围小,如水 杜式气动量仪、压力式气动量仪、流量计式气动量仪、浮标式气动量仪等 (4》计量装背 计量装置是指为确定被测几何量量值所必需的计量器具和辅助设备的总称。这种量仪能 够测量同一零件上较多的几何量和形状比较复杂的零件,有助于实现检测自动化或半自动 化,如齿轮综合精度检查仪、发动机缸体孔的几何精度综合测量仪等。 2.计量器具的基本度量指材 计量器具的度量指标是表征计量器具技术性能的重要标志,也是合理选样和使用计量器 具的亚要依据。计量器具的基本度量指标有很多,常用的主要基本指标如下。 (1)仆度值 分度值是指计量器具的刻度标尺或分度盘上相邻两刻线所代表的量值之差,用:来表 示,单位mm.分度值通常取1、2、5的倍数 一般长度计量器具的分度值有0, 0.05 0.02mm,0.01mm、0.005mm、0.002mm、0.001nmm等几种。例如,千分尺的微分筒上相 两刻线所代表的量值之差为0.01mm,则表示该千分尺的分度值i=0.01m。分度值是一种 计量器具所能直接读出的最小单位量值,它从一个侧面反映了该测量器具的测量精度高低。 一般来说,计量器见的分度值愈小,此精度愈高」 (2)刻度自 标尺间距是指计量器具的刻度标尺或分度盘上两相邻刻线中心间的距高。为便于读数 -般做成标尺间距为1一2.5mm的等距离刻线。 (3)分拼力 分辨力是指计量器具所能显示的最木一位数所代表的量值。山于在一些量仪(如数字式 量仪)中,其读数采用非标尺或非分度盘显示,因此就不能使用分度值这一概念,而将其称 作分辨力,如国产JC19型数显式力能工具显微镜的分辨力为0.5。 (4)示值范围 示值范用是指山计量器具所显示或指示的被测几何量最小值(起始值)到最大值(终止 值)的范围。1机械式比较仪的示值范用为一0.01~十0.01mm。 标尺的示值粒围《生1m) 分宦 图95计量器具部分度量指标示例 (5)测量范田 测量范配是指在允许误差限内,计量卷具所能测出的被测几何量值的最小值(下限值》 企最大值(上限值)的范围。测量范围最大值(上限值)与最小值(下限值)之差称为量程

如1外径千分尺的测量范围有0~25nm、25~50nm等,量程均为25nm 计量器具的分度值、刻度间距、示值范围、测量范围等几个概念的定义都比较抽象,理 解起来有 定因难 现以机械式比较仪为例进行比较说明,见图(95) (6)示值误差 示值误差是指计量器具的示值与被测几何量的其值之间的代数差,是计量器具本身各种 误差的综合反映。计量誉具示值范围内的不同工作点,其示值误差是不相同的。一般可用适 当精度的量块或出他最标准器,来恰定计量器且的示值误差,而计最器且的示值误差允许 值可从其使用说明书或检定规程中查得。 般来说,示值误差愈小,则计量器具的精度就愈 岛。 (7)修正值 修正值是指为了消除或减少系统误差,用代数法加到未修正的测量结果上的数值。一殷 修正值的数值与示值误差的绝对值相等,但符号相反。例,某千分尺的零位示值误差为 -0001m ,则其零位的修正值为+0.001mm 若测量时该千分尺读数为20.004mm,则测 0.001)]mm=20.005mm (8)测量重复性 测量重复性是指在测量条件不变的情况下,对同一被测几何量进行多次(一般5~10 次)玉复测量时,各测量结果之向的一致性。通常以测量重复性误差的极限值(正、负偏差) 来表示 (9)回程误差 回程误差是指在相洞条件下,对同一被测几何量进行行程方向相反的两次测量,两次测 量结果之间差值的绝对值。它是山计量器具中测量系统的间隙、变形和摩擦等因素在两个相 反方向上的个同引起的。对于在使用中需要正反运动的被测零件,回程误差会影响计量器具 测量结果的准确度」 (10) 灵敏度 灵敏度是指计量器具对被测几何量变化的响应变化能力。若被测几何量的变化为△X 该几何量引起计量器具的响应变化为△L,则灵敏度 AY (9.3) 当式(93)中分子与分母的计量单位相同时,灵敏度也称为放大比或放大倍数,其值 为常数。 代,对于有等分度标尺或分度益的宝收,收大倍效水等于刻皮倒距Q与分度面 K= (9.4) 一般来说,分度值愈小,计量器具的灵敏度应愈高 (11)灵敏阀(灵敏限) 灵敏阀也称为灵敏限,是指能引起计量器具的示值可察觉变化的被测几何量的最小变化 值。它表示计量器具对被测量微小变化的敏感能力,一般来说,计量器具愈精索,其灵敏圆 愈小。 (1))渔定守 不确定度是指在规定条件下测量时,山于测量误差的存在而对被测儿何量的真值不能肯 定的程度。它包括计量器具的示值误差、测量重复性、回程误差、灵敏阀以及调整标准件说 差等,是一个综合指标,用极限误差表示。例,分度值为0.01mm的外径千分尺,在车间 条件下测量一个尺小为50mm的零件,若其不确定度为0.004m,则说明测量结果与被测 几何量真值之间的偏差值最大不会大于十0.004mm,最小不会小于一0.004m
二、测量方法 深最方法是指对被沉列几问最进行刘量时,为共得测最结果所采用的测最原理、计最器只 测量条件等具体方式及其燥作方法的综 。测量方法可按下面几种形式进行分类 1.按被测几何量值状得的方法分类 (1)直接测量 直接测量是指被测几何量的量值直接山计量器具读出。例如,用游标卡尺、外径千分尺 等测量外圆直径。直接测量过程简单,其测量精度只与测量过程本身有关。 (2)间接测量 间接测量是指通过测量与被测几何量有一定函数关系的相关几何量量值,再按相应的函 数关系式运算后获得被测几何量的量值。例,要测量较大型的圆柱体零件的直径时,不方 便使用常规的游标卡尺、外径千分尺等计量器具直接测量,但山于圆柱体零件的周长很容易 直接测量扶得,而周长与直径又有函数关系式D=/π,故可先测量大型圆杜体罗件的周 长L,然后再用关系式计算得到圆柱体零件的直径间接测量的精度不仪取决于实测儿何量 的测量精度,还与所依据的计算公式和计算的精度有关。 一般来说,直接测量的精度比间接测量的精度高。因此,应尽量采用直接测量,只有因 条件所限无法进行直接测量的场合才采用间接测量。 2.按测量结果示值的不同分类 (1)绝对测量 绝对测量是指从计量器具上读出的示值即为被测几何量的整个量值,例,用游标卡尺、 外径千分尺等测量外圆直径。绝对测量的测量精度只与测量过程本身有关。 (2)相对测量 相对测量是指从计量器且上读出的示值仪表示被测几何量相对于已知标准量的差,而 被测 差值)与标准量的代数和。例,用立式光学 ,至的先用块调仪希的零位 然月 将被测圆杜体零件放到比较 上进行测量,此时从比较仪上读出的数据只是被零件外径实际尺相对于量块尺,的偏 值。 一般来说,只对于直接测量有绝对测量与相对测量之分,间接测量则无此分别 3.按测量时计量器具的测量元件与被测表面之间足是接触分类 (1)接触测 接触测量是指在测量时计量器具的测量元件与被测零件表面直接接触,并有机械作用的 测量力。例!,用电动轮席仪测量表面粗糙度参数值等。为了保证接触的可靠性,测量力是 必要的,但这可能引起计量誉具的侧头及被测零件表面的弹性变形,而导致测量精度下降, 其个浩成对被测零件表面质最的损坏,故接触训最使用会受到一定限制 (2)非接触润 非接触测量是指在测量时计量器具的测量元件恻头(一般为感应元件)与被测零件表面 不直接接触,因而不存在机械作用的测量力。例如,用干涉显微镜测量表面粗糙度参数值或 用气动量仪测量孔径等。属于非接触测量的仪器主要是利用光、气、电、磁等作为感应侧头 对被测零件表面测量。非接触测量没有因为计量器具与被测零件接触而带来的测量误差,故 适宜于软质表面、易变形或薄壁的零件几何量的测量。 4.按同 零件上同时被测几何量的多少分类 (1)单项测量 单项测量是指单独地、彼此没有联系地分别对被测零件的各被测几何量分别进行测量。 例如,对齿轮测量时,分别用齿厚游标卡尺测量其齿厚误差、用基节仪测量其基圆齿距偏差 9
等。就工件整体来讲,单项测量效率低,但便于进行工艺分析。故常用于工子间的测量,检 定量规或者调整机床时也会用到。 (2)综合 综合测量是指通过同时测量零件上几个相关几何量而得到其综合效应或综合指标,山此 综合结果来判断被测零件的合格性。例,用齿轮动念整体误差检查仪检验齿轮或用螺纹量 规检验螺纹等。综合测量不能得到被测零件的具体误差值,只能判断被测零件合格与杏,能 有效保证互换性,测量效率高,故一殷用于大批量生产或者零件出厂、验货的抽样检验。 5 按照测量在加工过程中所起作用分类 1)主动测量 主动测量也称在线测量,是指在加工过程中对零件进行的测量。主动测量的目的主要是 控制加工过程,常应用在生产线上,使测量与加工过程紧常结合。其测量结果直接用来控制 罗件的训工过程,即通过这个测量结果来决定应珠续九工还是应调整机东或采取其他措施」 以最大限度地提高生产效率和产品合格率,因而是测量技术发展的方向 (2)被动测 被动测量也称离线测量,是指在加工完成后对零件进行的测量。被动测量的目的主要是 发现并别除废品。 6.按照被测零件在测量中所处的状态分类 (1)蹄别量 静态测量是指在测量时被测零件的表面与计量器具的测量元件处于相对静止状态。其衫 测几何量的量值是固定的,例如,用游标卡尺测量外园直径等。 (2)动态测量 动态测量是指在测量时被测零件的表面与计量器具的测量元件处于相对运动状态。其被 测几何量的量值是弯动的,例,用信摆仪测最厥动识差或用激光丝打动拾查仪量丝打 等。动态测量能反映被测儿何量连续变化的情况,经常用于测最零件的运动精度 第三节常用计量器具简介 在机械工业中,用于零、部件的测量和检验的各种计量器具非常多,无法一一列举,这 用仪简单介绍几种比较常用和典型的计量器具。 一、游标类量具 游标类量具是利用游标读数原理制成的一种常用量具,具有结构简单、使用方便、测量 范围大等特点。它主要用于机械加工中测量工件内外尺寸、宽度、厚度和孔距等。 常用的游标类量具有:游标卡尺、齿厚游标卡尺、深度游标卡尺、高度游标卡尺等,图 )-6(各米游标卡尺任249图122)所示。四种游标量具均是用于长度酒量:齿厚游标卡 尺山两把五相垂直的游标卡尺组成,用于测量直齿、斜齿圆柱齿轮的固定弦齿厚:深度游 尺主要用于测量孔、槽的深度和台阶的高度:高度游标卡尺主要用于测量零件的高度尺) 或进行回线。 游标类量具在结构上都是山主尺、游标尺、测量基准面三个主要部分组成。主尺是一个 有毫米(m)刻度的尺身,其上带有固定量爪:沿若尺身滑动的尺框上带有活动量爪,还 装有游标和紧固螺钉。测量时,滑动主尺尺身上的尺框,就能够改变两量爪之间的距离,以 完成不同尺」的测量