
内蒙古科技大学教案 材料与冶金学院李振亮陈林 课程名称:《材料成型控制工程基础》(第11章,共11章) 编写时间:2010年9月1日 11百米高速重轨预弯过程自动控制 授课章节 1.1引言11.2百米重轨冷前预弯变形的原理11.3预弯控制系统组成及控制功能11.4预弯控制 策略 本章围绕高速铁路用百米重轨生产特点,介绍了预弯变形原理、预弯控制系统组成、预弯变 目的要求 形的控制原理等内容。学习本章,要了解预弯的作用、熟悉冷床设备及预弯过程,重点掌握 预弯控制系统的特点及预弯控制原理。 重点:预弯控制系统的特点及预弯控制原理 重点难点 难点:预弯控制策略等相关内容 11百米高速重轨预弯过程自动控制 11.1引言 国外著名的钢轨生产厂基本上都采取了“预反弯”措施尽量降低钢轨矫前弯曲 度,如法国阿扬治钢铁公司、日本新日铁八幡厂、加拿大西尼钢厂、波兰卡特维茨大 熟悉 型厂等。包头钢铁公司钢轨梁厂和攀枝花钢铁公司重轨生产线是目前国内仅有的两条 百米重轨生产线。包钢于2004年4月投资10.3亿元引进了德国西马克公司的百米钢 轨万能轧制生产线主体设备,2006年12月试生产出时速350kmh用60kgm百米高 速钢轨,标志着包钢重轨生产装备和技术实现了历史性的变革。 本章以包钢轨梁厂百米重轨生产线的冷床为主要研究对象,介绍百米重轨预弯 控制原理、预弯控制系统组成及功能、预弯控制策略等内容。 11.2百米重轨冷前预弯变形的原理 钢轨的生产工艺流程如下:坯料生产→坯料加热一轧制→锯切和打印→(热处理)》 重点掌握 ·冷却→矫直→加工→检查、探伤,其中热轧、冷却与矫直是三个关键的生产工序。 实际生产中,百米钢轨的冷却是在冷床上进行的没有缓冷阶段,把热轧过的钢轨按照 预弯方案先进行预弯,再放置到冷床上自然冷却
1 内 蒙 古 科 技 大 学 教 案 材 料 与 冶 金 学 院 李振亮 陈 林 课程名称:《材料成型控制工程基础》 (第 11 章,共 11 章) 编写时间:2010 年 9 月 1 日 授课章节 11 百米高速重轨预弯过程自动控制 11.1 引言 11.2 百米重轨冷前预弯变形的原理 11.3 预弯控制系统组成及控制功能 11.4 预弯控制 策略 目的要求 本章围绕高速铁路用百米重轨生产特点,介绍了预弯变形原理、预弯控制系统组成、预弯变 形的控制原理等内容。学习本章,要了解预弯的作用、熟悉冷床设备及预弯过程,重点掌握 预弯控制系统的特点及预弯控制原理。 重点难点 重点: 预弯控制系统的特点及预弯控制原理 难点:预弯控制策略等相关内容 11 百米高速重轨预弯过程自动控制 11.1 引言 国外著名的钢轨生产厂基本上都采取了“预反弯”措施尽量降低钢轨矫前弯曲 度,如法国阿扬治钢铁公司、日本新日铁八幡厂、加拿大西尼钢厂、波兰卡特维茨大 型厂等。包头钢铁公司钢轨梁厂和攀枝花钢铁公司重轨生产线是目前国内仅有的两条 百米重轨生产线。包钢于 2004 年 4 月投资 10.3 亿元引进了德国西马克公司的百米钢 轨万能轧制生产线主体设备,2006 年 12 月试生产出时速 350km/h 用 60kg/m 百米高 速钢轨,标志着包钢重轨生产装备和技术实现了历史性的变革。 本章以包钢轨梁厂百米重轨生产线的冷床为主要研究对象,介绍百米重轨预弯 控制原理、预弯控制系统组成及功能、预弯控制策略等内容。 11.2 百米重轨冷前预弯变形的原理 钢轨的生产工艺流程如下:坯料生产→坯料加热→轧制→锯切和打印→(热处理) →冷却→矫直→加工→检查、探伤,其中热轧、冷却与矫直是三个关键的生产工序。 实际生产中,百米钢轨的冷却是在冷床上进行的没有缓冷阶段,把热轧过的钢轨按照 预弯方案先进行预弯,再放置到冷床上自然冷却。 熟悉 重点掌握

内蒙古科技大学教案
2 内 蒙 古 科 技 大 学 教 案

+0 重点掌握 20nd 钢職长度 图1山-】钢轨弯曲挠度随冷却时间的变化规律 重轨冷前预弯变形的原理是:在冷却前对钢轨预先进行一个与自然冷却后的弯曲 方向相反的反向弯曲,随着冷却进行,所施加的预弯曲能“补偿”钢轨冷却过程形成 的应力弯曲,最终达到改善钢轨平直度的目的。 11.3预弯控制系统组成及控制功能 11.3.1预弯变形的冷床设备 11.3.2预弯变形过程 熟悉 图11-2冷床设备及生产工序之间的示意图 内 蒙古科技大学教案
3 图 11-1 钢轨弯曲挠度随冷却时间的变化规律 重轨冷前预弯变形的原理是:在冷却前对钢轨预先进行一个与自然冷却后的弯曲 方向相反的反向弯曲,随着冷却进行,所施加的预弯曲能“补偿”钢轨冷却过程形成 的应力弯曲,最终达到改善钢轨平直度的目的。 11.3 预弯控制系统组成及控制功能 11.3.1 预弯变形的冷床设备 11.3.2 预弯变形过程 图 11-2 冷床设备及生产工序之间的示意图 重点掌握 熟悉 内 蒙 古 科 技 大 学 教 案
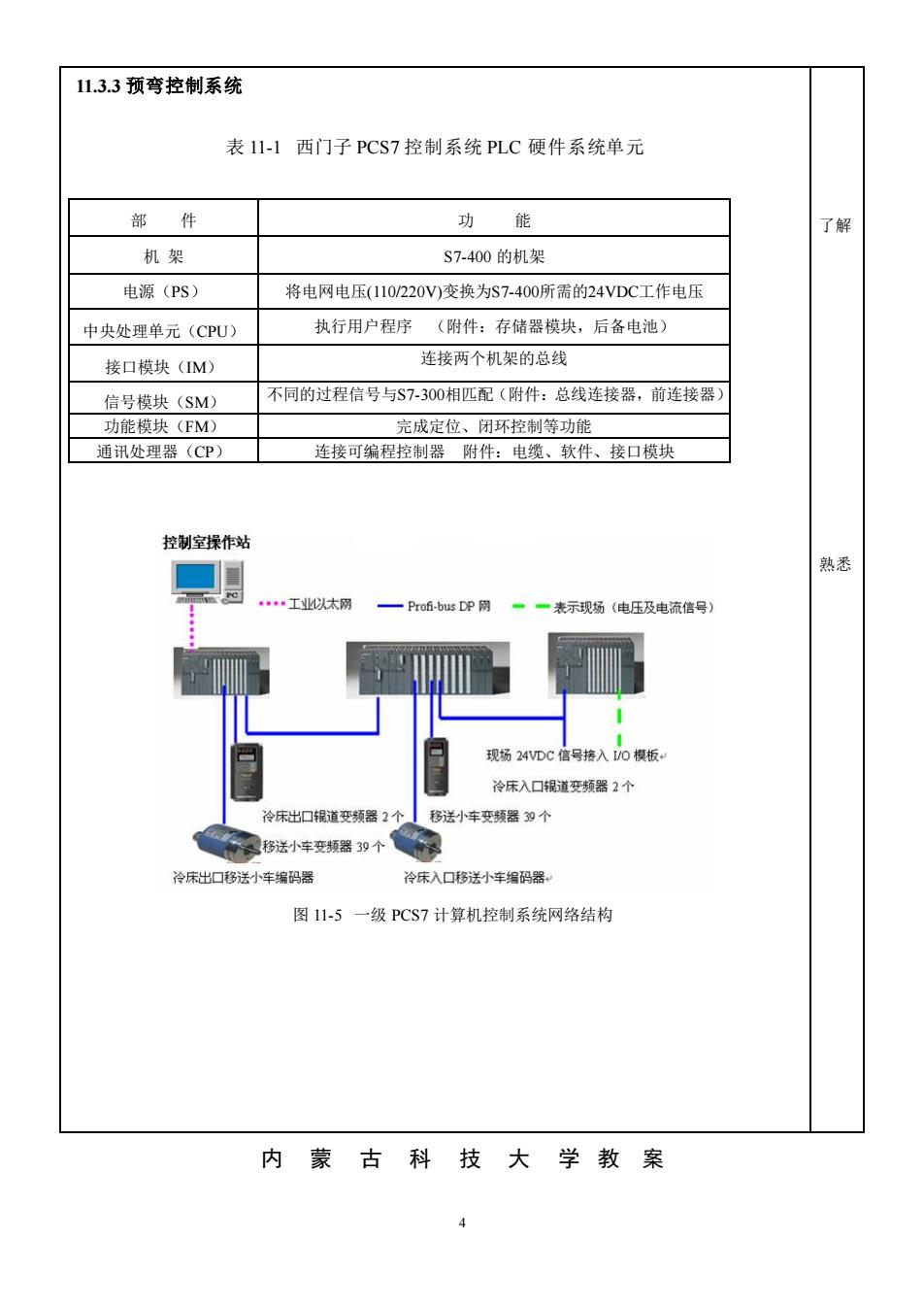
113.3预弯控制系统 表11-1西门子PCS7控制系统PLC硬件系统单元 部件 功能 了解 机架 S7-400的机架 电源(PS) 将电网电压(110220V)变换为S7-400所需的24VDC工作电压 中央处理单元(CPU) 执行用户程序(附件:存储器模块,后备电池) 接口模块(IM) 连接两个机架的总线 信号模块(SM) 不同的过程信号与S7-300相匹配(附件:总线连接器,前连接器) 功能模块(FM) 完成定位、闭环控等功能 通讯处理器(CP) 连接可编程控制器附件:电缆、软件、接口模块 控制室操作站 熟悉 工以太网 一一表示现场(电压及电流信号 现场24VDc信号接入0模板 冷床入口道变频器2个 冷床出口道变器 移小车变频器3个 三移法小车变频器3个 冷床出口移法小车编码器 冷床入口移进补车编码器: 图115一级PCS7计算机控制系统网络结构 内蒙古科技大学教案
4 11.3.3 预弯控制系统 表 11-1 西门子 PCS7 控制系统 PLC 硬件系统单元 图 11-5 一级 PCS7 计算机控制系统网络结构 部 件 功 能 机 架 S7-400 的机架 电源(PS) 将电网电压(110/220V)变换为S7-400所需的24VDC工作电压 中央处理单元(CPU) 执行用户程序 (附件:存储器模块,后备电池) 接口模块(IM) 连接两个机架的总线 信号模块(SM) 不同的过程信号与S7-300相匹配(附件:总线连接器,前连接器) 功能模块(FM) 完成定位、闭环控制等功能 通讯处理器(CP) 连接可编程控制器 附件:电缆、软件、接口模块 了解 熟悉 内 蒙 古 科 技 大 学 教 案

11.4预弯控制策略 11.4.1预弯控制系统设计 了解 典型的PLC模拟量闭环控制系统如图1山-8所示。 @整w0四m执行一→奥中 pv(n) 0执行机构 图川-8典型的模拟量闭环控制系统 P0预弯小车行程 图11-9预弯闭环控制系统 11,4.2预弯控制曲线的设定 了解 图11-13包钢轨梁厂某型号钢轨断面尺寸 内蒙古科技大学教案
5 11.4 预弯控制策略 11.4.1 预弯控制系统设计 典型的 PLC 模拟量闭环控制系统如图 11-8 所示。 图 11-8 典型的模拟量闭环控制系统 图 11-9 预弯闭环控制系统 11.4.2 预弯控制曲线的设定 图 11-13 包钢轨梁厂某型号钢轨断面尺寸 预弯策略实施及预弯参数整定 了解 了解 内 蒙 古 科 技 大 学 教 案