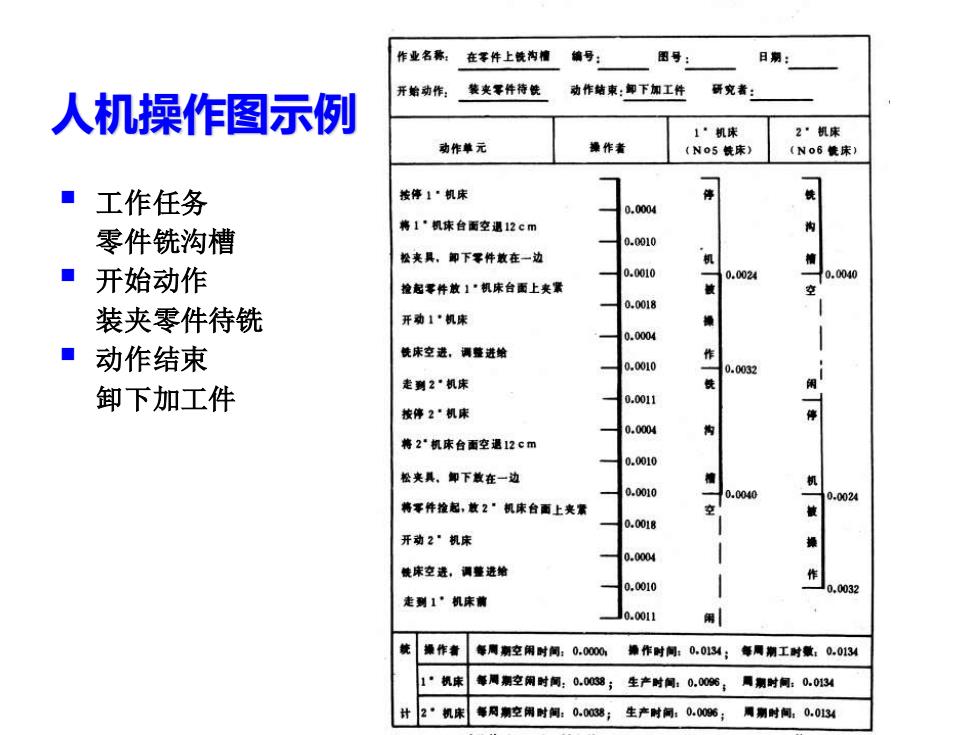
作业名称:在零件上铁沟情 编号: 图号: 日期: 开始动作;装夹零件待铁 动作姑束:即下加工件 研究者: 人机操作图示例 1”机床 2·机床 动作单元 操作者 (No5能床) (No6餐床) ·工作任务 装停1“机床 停 0.0004 将1·机床台面空退12cm 零件铣沟槽 0.0010 松夹具,即下零件效在一边 ·开始动作 0.0010 0.0024 0.0040 检起零件放1·机床台面上夹紧 0.0018 装夹零件待铣 开动1·帆床 0.0004 动作结束 铁床空进,调壁进给 0.010 作 0.0032 走到2·机床 闲 卸下加工件 0.0011 拔停2·机床 0.0004 将2“机床台面空通12cm 0.0010 松夹具,即下数在一边 .0010 0.0040 0.0024 将军件撞起,教2”帆床台面上夹紫 0.0018 开动2·机床 0.0004 能床空进,调整进缩 作 .0010 0.0032 走到1·机床前 0.0011 统操作着 每周期交闲时间:0.0000 量作时间:0.0134;每周期工时敏:0,0134 1”锐床 每周期空闲时同:0.00g;生产时间:0.00%; 周期时间:0.0134 计2·机床 年网期空用时间:0008;生产时间:0.0096; 周期时间:0.013☑
人机操作图示例 ▪ 工作任务 零件铣沟槽 ▪ 开始动作 装夹零件待铣 ▪ 动作结束 卸下加工件
例1:人机操作程序图分析 ■ 在立式铣床上精铣铸铁件平面的操作分析及改进(人 机操作程序图) 基本操作流程:准备一装夹一加工一御夹一移开 1)准备工作:用压缩空气清洗机器;取新铸件,去毛刺等。 2)装上工件:将铸件装入夹具(开动机器)。 3)机器加工:机器精铣铸件平面。 4)卸下工件:松开夹具,移开铣成件。 5)移开工件:用压缩空气清洗铣成件;用模板测量铣削深度; 将铣成件放入箱内
例1:人机操作程序图分析 ▪ 在立式铣床上精铣铸铁件平面的操作分析及改进(人 机操作程序图) ▪ 基本操作流程:准备—装夹—加工—卸夹—移开 1) 准备工作:用压缩空气清洗机器;取新铸件,去毛刺等。 2) 装上工件:将铸件装入夹具(开动机器)。 3) 机器加工:机器精铣铸件平面。 4) 卸下工件:松开夹具,移开铣成件。 5) 移开工件:用压缩空气清洗铣成件;用模板测量铣削深度; 将铣成件放入箱内

人机操作程序图(现行方法) 所用 人 机器 所用 时间 时间 0.2 移开铣成件,用压缩 空气清洁零件 0.2 在面板上用模板测取 深度 空闲 0.8 0.2 挫去锐边,用压缩空 气清洁零件 0.2 放入箱内,取新零件 0.2 用压缩空气清洁机器 0.2 将新零件装入夹头, 被操作 0.4 开动机器 0.8 空闲 精铣零件 0.8
人机操作程序图(现行方法) 所用 时间 人 机器 所用 时间 0.2 移开铣成件,用压缩 空气清洁零件 空闲 0.8 0.2 在面板上用模板测取 深度 0.2 挫去锐边,用压缩空 气清洁零件 0.2 放入箱内,取新零件 0.2 用压缩空气清洁机器 被操作 0.4 0.2 将新零件装入夹头, 开动机器 0.8 空闲 精铣零件 0.8
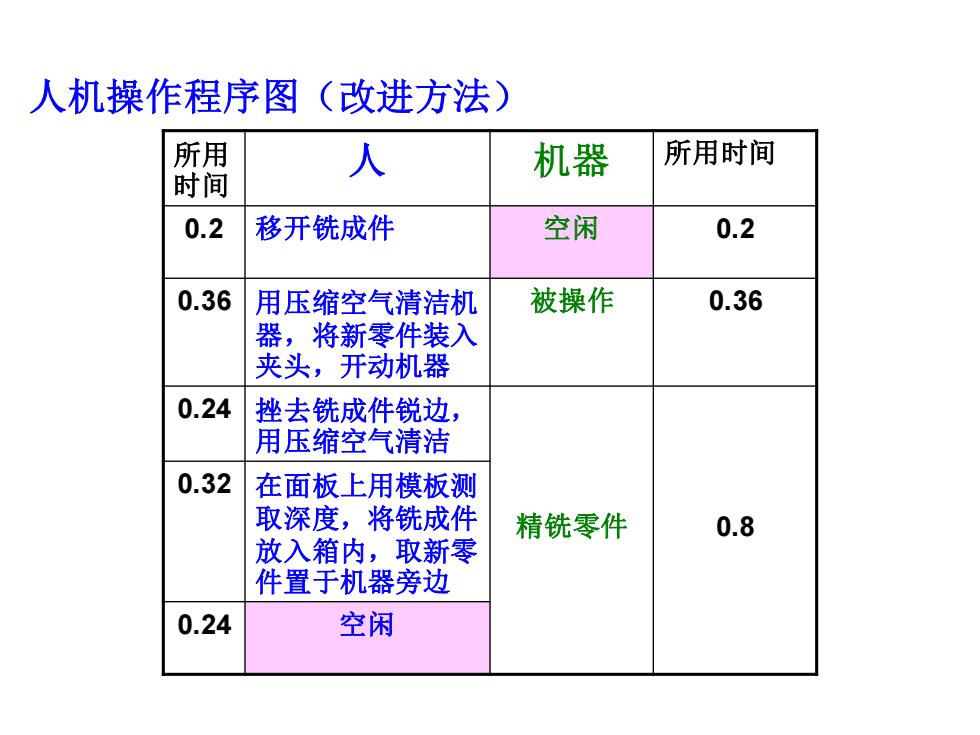
人机操作程序图(改进方法) 所用 人 机器 所用时间 时间 0.2 移开铣成件 空闲 0.2 0.36 用压缩空气清洁机 被操作 0.36 器,将新零件装入 夹头,开动机器 0.24 挫去铣成件锐边, 用压缩空气清洁 0.32 在面板上用模板测 取深度,将铣成件 精铣零件 0.8 放入箱内,取新零 件置于机器旁边 0.24 空闲
人机操作程序图(改进方法) 所用 时间 人 机器 所用时间 0.2 移开铣成件 空闲 0.2 0.36 用压缩空气清洁机 器,将新零件装入 夹头,开动机器 被操作 0.36 0.24 挫去铣成件锐边, 用压缩空气清洁 精铣零件 0.8 0.32 在面板上用模板测 取深度,将铣成件 放入箱内,取新零 件置于机器旁边 0.24 空闲
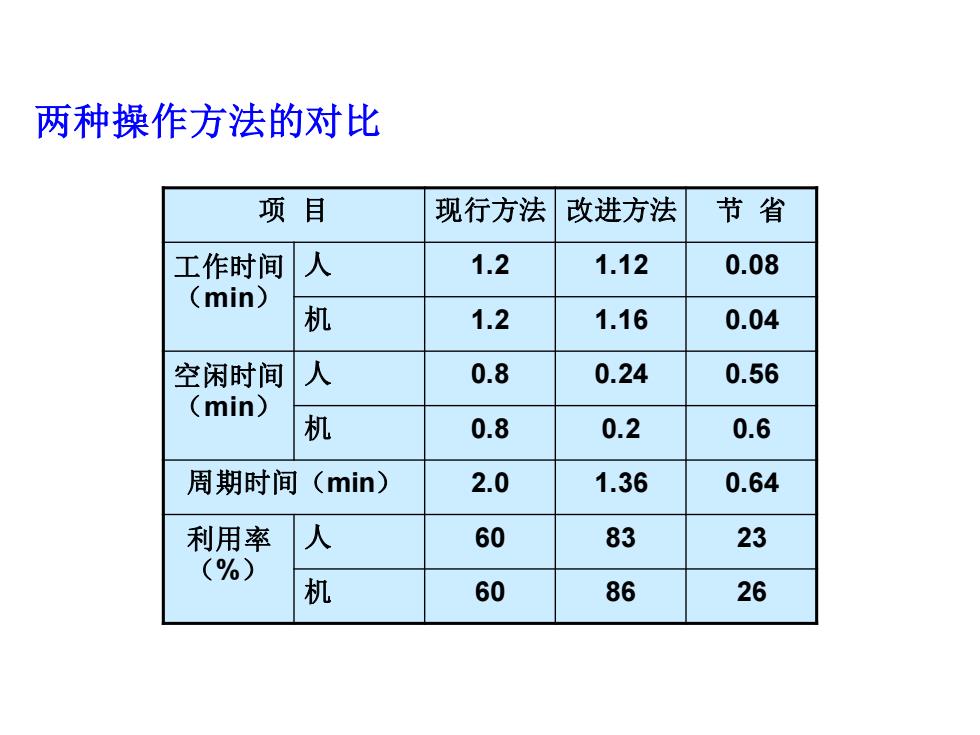
两种操作方法的对比 项目 现行方法 改进方法 节省 工作时间人 1.2 1.12 0.08 (min) 机 1.2 1.16 0.04 空闲时间人 0.8 0.24 0.56 (min) 机 0.8 0.2 0.6 周期时间(min) 2.0 1.36 0.64 利用率 人 60 83 23 (%) 机 60 86 26
两种操作方法的对比 项 目 现行方法 改进方法 节 省 工作时间 (min) 人 1.2 1.12 0.08 机 1.2 1.16 0.04 空闲时间 (min) 人 0.8 0.24 0.56 机 0.8 0.2 0.6 周期时间(min) 2.0 1.36 0.64 利用率 (%) 人 60 83 23 机 60 86 26