第六章 塑包装容器结构设计 天津商学院包装工程系
第六章 塑包装容器结构设计 天津商学院包装工程系
第六章 塑包装容器结构设计 天津商学院包装工程系
第六章 塑包装容器结构设计 天津商学院包装工程系

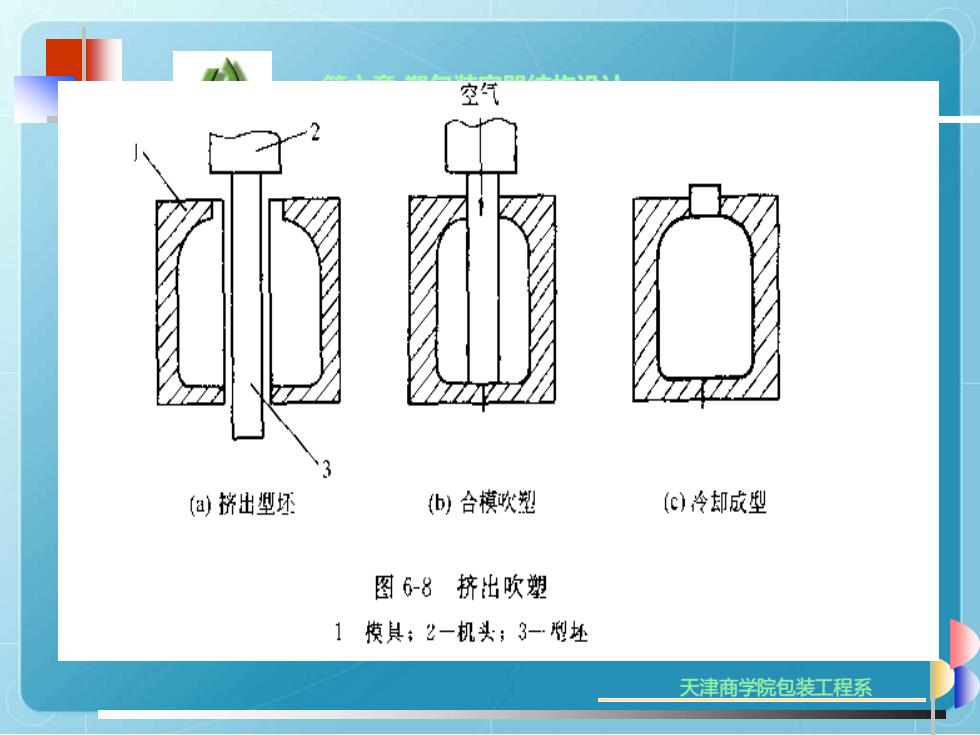
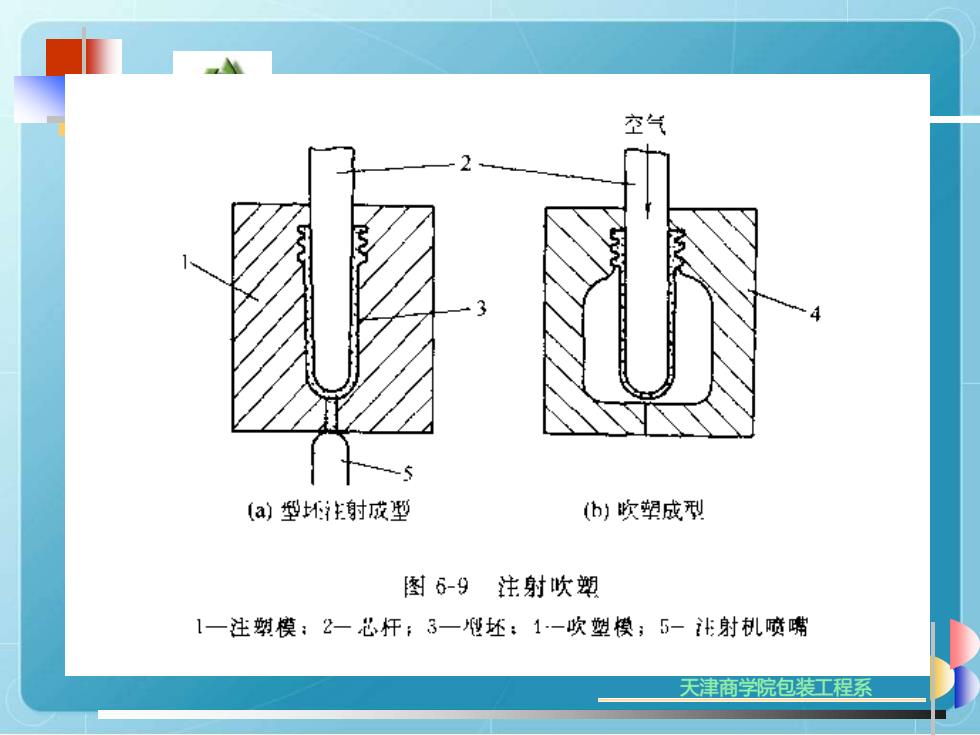
第六章 塑包装容器结构设计 天津商学院包装工程系 吹塑成型的基本工艺条件,对不同的塑料材 料、不同的吹塑形式而有所不同。 挤出吹塑:型坯温度涉及因素较多,需实验确定; 吹塑压力0.2~1MPa;模具温度20一50℃;吹胀 比2 ~ 4。 注射吹塑:型坯注射压力10 ~ 40MPa;型坯温 度65—135℃;吹塑压力0.7 ~1.2MPa;吹塑模 具温度20 ~ 60℃;吹胀比2 ~3。 拉伸吹塑:不同塑料拉伸吹塑型坯温度是不同的, 如PET在90 ~ 110℃范围内;空气压力,挤拉吹 塑个小于0.2MPa,注拉吹塑一般调控在1.37 ~ 1.47MPa之内
第六章 塑包装容器结构设计 天津商学院包装工程系 吹塑成型的基本工艺条件,对不同的塑料材 料、不同的吹塑形式而有所不同。 挤出吹塑:型坯温度涉及因素较多,需实验确定; 吹塑压力0.2~1MPa;模具温度20一50℃;吹胀 比2 ~ 4。 注射吹塑:型坯注射压力10 ~ 40MPa;型坯温 度65—135℃;吹塑压力0.7 ~1.2MPa;吹塑模 具温度20 ~ 60℃;吹胀比2 ~3。 拉伸吹塑:不同塑料拉伸吹塑型坯温度是不同的, 如PET在90 ~ 110℃范围内;空气压力,挤拉吹 塑个小于0.2MPa,注拉吹塑一般调控在1.37 ~ 1.47MPa之内

第六章 塑包装容器结构设计 天津商学院包装工程系 3、热成型 1)真空成型
第六章 塑包装容器结构设计 天津商学院包装工程系 3、热成型 1)真空成型
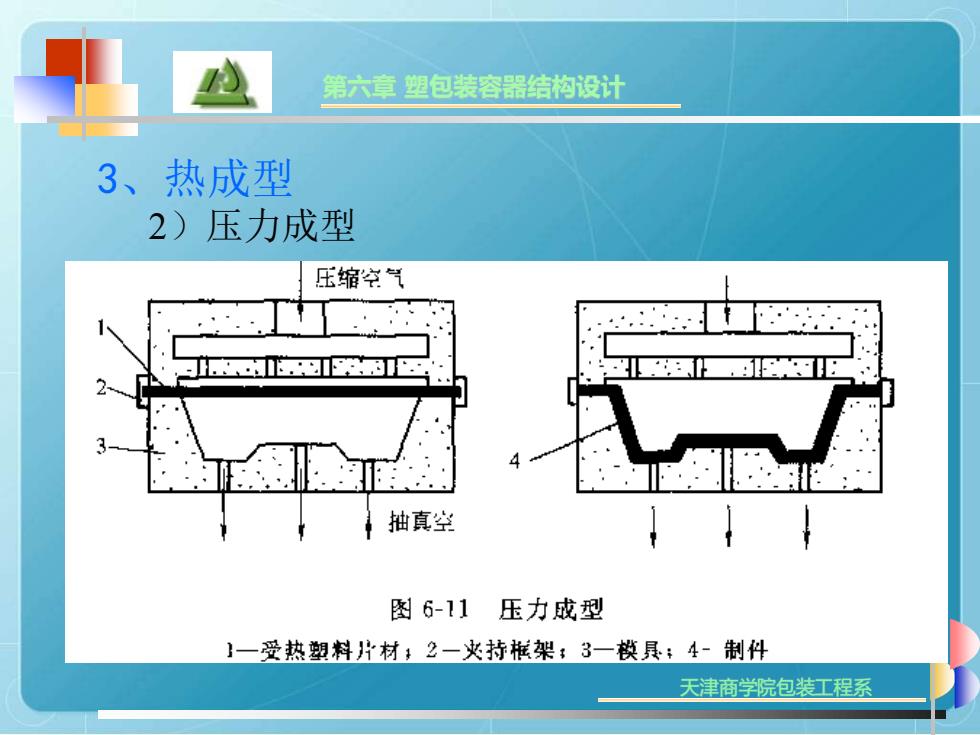
第六章 塑包装容器结构设计 天津商学院包装工程系 2)压力成型 3、热成型
第六章 塑包装容器结构设计 天津商学院包装工程系 2)压力成型 3、热成型