A.手工编程 B.自动编程 C.数字化系统编程D.人机对话编程 83工件夹紧的三要素是( A夹紧力的大小、夹具的稳定性、夹具的准确性B.夹紧力的大小、夹紧力的方向 夹紧力的作用点 C.工件变形小、夹具稳定可靠、定位准确D.夹紧力要大、工件稳定定位准确 84在手工编程的输入形式中,MDI表示( A.手动数据输入 B数据自动输入 C.自动编程系统 D.进给速度代码 85下列说法正确的是( A.编程零点和工件零点是一回事 B.编程零点和工件零点不是一回事,但必须重合 C.编程零点和工件零点最好重合 D编程零点和工件零点不能重合 86程序原点是编程员在数控编程过程中定义在工作上的几何基准点一一称为工件 原点,加工开始时以当前主轴位置为参照点设置工件坐标系,所用的G指令是 A.G92B.G90 C.G91 D.G93 87双圆弧逼近法拟合适用于( A.保证每段拟合误差相等 B.已知工件廓形方程 C.己知n个型值点时的列表曲线 D.工件曲率变化不大的廓形方程 88准备功能G02代码的功能是( A.快速点定位 B.逆时针方向圆弧插补 C.顺时针方向圆弧插补 D.直线插补 89用于指令动作方式的准备功能的指令代码是()。 A.F代码 B.G代码 C.T代码 90数控机床的坐标系采用( )判定X、Y、Z的正方向,根据ISO标准,在编程 时采用( )的规则。 A.右手法则、刀具相对静止而工件运动 B.右手法则、工件相对静止而刀具运动 C.左手法则、工作随工作台运动 D.左手法则、刀具随主轴移动 91将二进制码与其本身右移一位后并舍去末位数作不进位加法所得结果称为该二 进制码的( A.ASCI码 B.BCD码 C.格雷码 D.冗余码
A.手工编程 B.自动编程 C.数字化系统编程 D.人机对话编程 83工件夹紧的三要素是( ) A.夹紧力的大小、夹具的稳定性、夹具的准确性 B.夹紧力的大小、夹紧力的方向、 夹紧力的作用点 C.工件变形小、夹具稳定可靠、定位准确 D.夹紧力要大、工件稳定定位准确 84在手工编程的输入形式中,MDI表示( ) A.手动数据输入 B.数据自动输入 C.自动编程系统 D.进给速度代码 85下列说法正确的是( ) A.编程零点和工件零点是一回事 B.编程零点和工件零点不是一回事,但必须重合 C.编程零点和工件零点最好重合 D.编程零点和工件零点不能重合 86程序原点是编程员在数控编程过程中定义在工作上的几何基准点――称为工件 原点,加工开始时以当前主轴位置为参照点设置工件坐标系,所用的G指令是 ( ) A.G92 B.G90 C.G91 D.G93 87 双圆弧逼近法拟合适用于( ) A.保证每段拟合误差相等 B.已知工件廓形方程 C.已知n个型值点时的列表曲线 D.工件曲率变化不大的廓形方程 88 准备功能G02代码的功能是( ) A.快速点定位 B.逆时针方向圆弧插补 C.顺时针方向圆弧插补 D.直线插补 89用于指令动作方式的准备功能的指令代码是( )。 A.F代码 B. G 代码 C. T代码 90数控机床的坐标系采用( )判定X、Y、Z的正方向,根据ISO标准,在编程 时采用( )的规则。 A.右手法则、刀具相对静止而工件运动 B. 右手法则、工件相对静止而刀具运动 C. 左手法则、工作随工作台运动 D. 左手法则、刀具随主轴移动 91将二进制码与其本身右移一位后并舍去末位数作不进位加法所得结果称为该二 进制码的( ) A.ASCII码 B.BCD码 C.格雷码 D.冗余码
92在铣削内槽时,刀具的进给路线应采用( )加工较为合理。 A.行切法 B.环切法C.综合行切、环切法 D.都不正确 93下列指令中,属于非模态代码的指令是( A.G90 B.G91 C.G04 D.G54 94在工序卡图上,用来确定本工序所加工后的尺寸、形状、位置的基准称为( ) 基准。 A.装配 B.测量 C.定位 D.工序 95程序中指定了()时,刀具半径补偿被撤消 A.G40 B.G41 C.G42 96准备功能G代码中,能使机床作某种运动的一组代码是( A.G00、G01、G02、G03、G40、G41、G42 B.G00、G01、G02、G03、G90、G91、G92 C.G00、G04、G18、G19、G40、G41、G42 D.G01、G02、G03、G17、G40、G41、G42 97在数控铣床上铣一个正方形零件(外轮廓),如果使用的铣刀直径比原来小1mm,则 计算加工后的正方形尺寸差(). A.小1mm B.小0.5mm C.大1mm D.大0.5mm 98数控机床主轴以800转/分转速正转时,其指令应是()。 A.M03S800 B.M04S800 C.M05S800 99F152表示( A.主轴转速为152rmin B.主轴转速为l52mm/min C.进给速度为l52rmin D.进给速度为l52mm/min 100确定数控机床坐标轴时,一般应先确定()。 A.X轴 B.Y轴 C.Z轴 101数控系统所规定的最小设定单位就是()。 A.数控机床的运动精度B.机床的加工精度C.脉冲当量D.数控机床的传 动精度 102下列加工内容中,应尽可能在一次装夹中完成加工的是( A有同轴度要求的内外圆柱面B.几何形状精度要求较高的内外圆柱面 C,表面质量要求较高的内外圆柱面D.尺寸精度要求较高的内外圆柱面 103用于机床开关指令的辅助功能的指令代码是()。 A.F代码 B.S代码 C.M代码 104粗加工时,选定了刀具和切削用量后,有时需要校验(),以保证加工顺序 进行。 A.刀具的硬度是否足够 B.机床功率是否足够 C.刀具的刚度是否足够 D.机床床身的刚度 105编排数控加工工序时,采用一次装夹工位上多工序集中加工原则的主要目的是
92在铣削内槽时,刀具的进给路线应采用( )加工较为合理。 A.行切法 B.环切法 C.综合行切、环切法 D.都不正确 93下列指令中,属于非模态代码的指令是( ) A.G90 B.G91 C.G04 D.G54 94在工序卡图上,用来确定本工序所加工后的尺寸、形状、位置的基准称为( ) 基准。 A.装配 B.测量 C.定位 D.工序 95程序中指定了( )时,刀具半径补偿被撤消。 A. G40 B. G41 C. G42 96准备功能G代码中,能使机床作某种运动的一组代码是( ) A.G00、G01、G02、G03、G40、G41、G42 B.G00、G01、G02、G03、G90、G91、G92 C.G00、G04、G18、G19、G40、G41、G42 D.G01、G02、G03、G17、G40、G41、G42 97在数控铣床上铣一个正方形零件(外轮廓),如果使用的铣刀直径比原来小1mm,则 计算加工后的正方形尺寸差( ). A.小1mm B. 小0.5mm C. 大1mm D.大0.5mm 98数控机床主轴以800转/分转速正转时,其指令应是()。 A.M03 S800 B.M04 S800 C.M05 S800 99F152表示( ) A.主轴转速为152r/min B.主轴转速为152mm/min C.进给速度为152r/min D.进给速度为152mm/min 100 确定数控机床坐标轴时,一般应先确定( )。 A. X轴 B. Y轴 C. Z轴 101数控系统所规定的最小设定单位就是()。 A. 数控机床的运动精度 B. 机床的加工精度 C. 脉冲当量 D. 数控机床的传 动精度 102下列加工内容中,应尽可能在一次装夹中完成加工的是( ) A.有同轴度要求的内外圆柱面 B.几何形状精度要求较高的内外圆柱面 C.表面质量要求较高的内外圆柱面 D.尺寸精度要求较高的内外圆柱面 103用于机床开关指令的辅助功能的指令代码是( )。 A.F代码 B. S 代码 C. M代码 104粗加工时,选定了刀具和切削用量后,有时需要校验( ),以保证加工顺序 进行。 A.刀具的硬度是否足够 B.机床功率是否足够 C.刀具的刚度是否足够 D.机床床身的刚度 105编排数控加工工序时,采用一次装夹工位上多工序集中加工原则的主要目的是
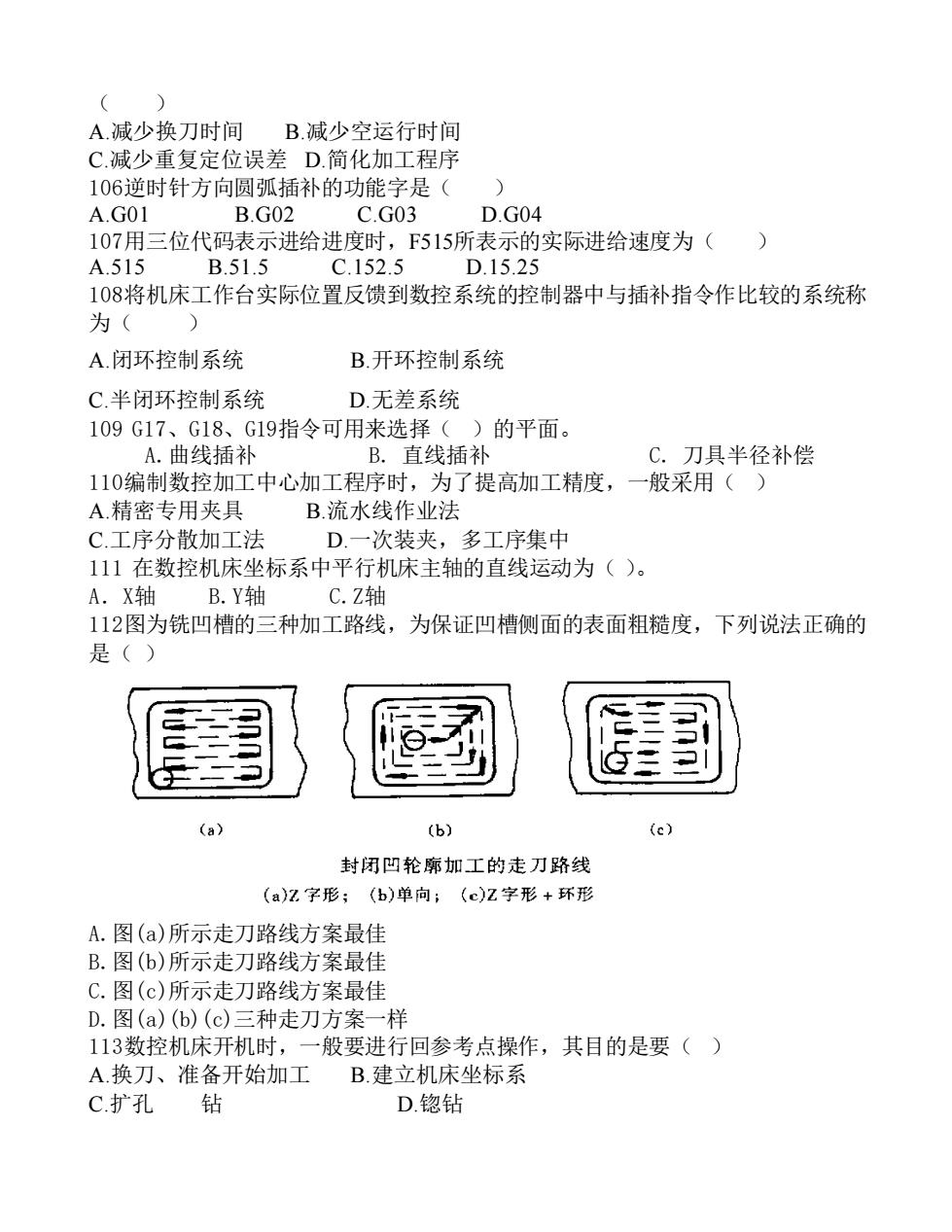
A.减少换刀时间 B.减少空运行时间 C.减少重复定位误差D.简化加工程序 106逆时针方向圆弧插补的功能字是( A.G01 B.G02 C.G03 D.G04 107用三位代码表示进给进度时,F515所表示的实际进给速度为() A.515 B.51.5 C.152.5 D.15.25 108将机床工作台实际位置反馈到数控系统的控制器中与插补指令作比较的系统称 为( A.闭环控制系统 B.开环控制系统 C半闭环控制系统 D.无差系统 109G17、G18、G19指令可用来选择()的平面。 A.曲线插补 B.直线插补 C.刀具半径补偿 110编制数控加工中心加工程序时,为了提高加工精度,一般采用() A.精密专用夹具 B.流水线作业法 C.工序分散加工法 D.一次装夹,多工序集中 111在数控机床坐标系中平行机床主轴的直线运动为()。 A.X轴 B.Y轴 C.Z轴 112图为铣凹槽的三种加工路线,为保证凹槽侧面的表面粗糙度,下列说法正确的 是() (a) (b) (c) 封闭凹轮廓加工的走刀路线 (a)忆字形:(b)单向;(c)Z字形+环形 A.图(a)所示走刀路线方案最佳 B.图(b)所示走刀路线方案最佳 C.图(c)所示走刀路线方案最佳 D.图(a)(b)(c)三种走刀方案一样 113数控机床开机时,一般要进行回参考点操作,其目的是要() A.换刀、准备开始加工B.建立机床坐标系 C扩孔钻 D.锪钻
( ) A.减少换刀时间 B.减少空运行时间 C.减少重复定位误差 D.简化加工程序 106逆时针方向圆弧插补的功能字是( ) A.G01 B.G02 C.G03 D.G04 107用三位代码表示进给进度时,F515所表示的实际进给速度为( ) A.515 B.51.5 C.152.5 D.15.25 108将机床工作台实际位置反馈到数控系统的控制器中与插补指令作比较的系统称 为( ) A.闭环控制系统 B.开环控制系统 C.半闭环控制系统 D.无差系统 109 G17、G18、G19指令可用来选择( )的平面。 A.曲线插补 B. 直线插补 C. 刀具半径补偿 110编制数控加工中心加工程序时,为了提高加工精度,一般采用( ) A.精密专用夹具 B.流水线作业法 C.工序分散加工法 D.一次装夹,多工序集中 111 在数控机床坐标系中平行机床主轴的直线运动为( )。 A.X轴 B.Y轴 C.Z轴 112图为铣凹槽的三种加工路线,为保证凹槽侧面的表面粗糙度,下列说法正确的 是( ) A.图(a)所示走刀路线方案最佳 B.图(b)所示走刀路线方案最佳 C.图(c)所示走刀路线方案最佳 D.图(a)(b)(c)三种走刀方案一样 113数控机床开机时,一般要进行回参考点操作,其目的是要( ) A.换刀、准备开始加工 B.建立机床坐标系 C.扩孔 钻 D.锪钻
114准备功能G90代码的功能是( A.增量尺寸 B.绝对尺寸 C.坐标尺寸预置寄存 D.固定循环 115刀尖半径左补偿方向的规定是()。 A.沿刀具运动方向看,工件位于刀具左侧B.沿工件运动方向看,工件位于 刀具左侧C.沿工件运动方向看,刀具位于工件左侧D.沿刀具运动方向看,刀 具位于工件左侧 116指令G43的含义是( A.刀具半径右补偿 B.刀具半径补偿功能取消 C.刀具长度补偿功能取消D.刀具长度正补偿 117圆弧插补指令G03XYR中,X、Y后的值表示圆弧的()。 A.起点坐标值 B.终点坐标值 C.圆心坐标相对于起点 的值 118各几何元素间的联结点称为()。 A.基点 B.节点 C.交点 119数控机床的邹功能常用()单位。 A.m/min B.mm/min或mm/r C.m/r 120在数控机床上,下列划分工序的方法中错误的是( A按所用刀具划分工序B.以加工部位划分工序 C.按粗、精加工划分工序D.按不同的加工时间划分工序 121数控机床的种类很多,如果按加工轨迹分则可分为()。 A.二轴控制、三轴控制和连续控制 B.点位控制、直线控制和连续控制 C.二轴控制、三轴控制和多轴控制 122下列G指令中()是非模态指令。 A.G00 B. G01 C G04 123为方便编程,数控加工的工件尺寸应尽量采用( A.局部分散标注 B.以同一基准标注C.对称标注D.任意标注 124下列指令中,属于非模态代码的指令是( A.立铣刀 B.键槽铣刀 C.球头铣刀 D.A、B、C都是 125数控铣床在利用刀具半径补偿功能编程时,最好( A.按刀具中心轨迹编程 B.按工件要求编程 C.按铣床运动轨迹编程 D按工件轮廓尺寸编程 126辅助功能中表示程序计划停止的指令是()。 A.M00 B.MOI C.M02D.M30 127切削用量中对切削温度影响最大的是( A.切削深度B.进给量C.切削速度 D.A、B、C一样大
114 准备功能G90代码的功能是( ) A.增量尺寸 B.绝对尺寸 C.坐标尺寸预置寄存 D.固定循环 115刀尖半径左补偿方向的规定是()。 A. 沿刀具运动方向看,工件位于刀具左侧 B. 沿工件运动方向看,工件位于 刀具左侧 C. 沿工件运动方向看,刀具位于工件左侧 D. 沿刀具运动方向看,刀 具位于工件左侧 116指令G43的含义是( ) A.刀具半径右补偿 B.刀具半径补偿功能取消 C.刀具长度补偿功能取消 D.刀具长度正补偿 117 圆弧插补指令G03 X Y R 中,X、Y后的值表示圆弧的()。 A.起点坐标值 B. 终点坐标值 C. 圆心坐标相对于起点 的值 118各几何元素间的联结点称为( )。 A. 基点 B. 节点 C. 交点 119数控机床的F功能常用( )单位。 A. m/min B. mm/min或 mm/r C. m/r 120在数控机床上,下列划分工序的方法中错误的是( ) A.按所用刀具划分工序 B.以加工部位划分工序 C.按粗、精加工划分工序 D.按不同的加工时间划分工序 121数控机床的种类很多,如果按加工轨迹分则可分为()。 A.二轴控制、三轴控制和连续控制 B.点位控制、直线控制和连续控制 C.二轴控制、三轴控制和多轴控制 122下列G指令中( )是非模态指令。 A. G00 B. G01 C. G04 123为方便编程,数控加工的工件尺寸应尽量采用( ) A.局部分散标注 B.以同一基准标注 C.对称标注 D.任意标注 124下列指令中,属于非模态代码的指令是( ) A.立铣刀 B.键槽铣刀 C.球头铣刀 D.A、B、C都是 125数控铣床在利用刀具半径补偿功能编程时,最好( ) A.按刀具中心轨迹编程 B.按工件要求编程 C.按铣床运动轨迹编程 D.按工件轮廓尺寸编程 126辅助功能中表示程序计划停止的指令是( )。 A.M00 B. M01 C.M02 D.M30 127切削用量中对切削温度影响最大的是( ) A.切削深度 B.进给量 C.切削速度 D.A、B、C一样大
128G91G00X50.0Y-20.0表示( A.刀具按进给速度移至机床坐标系X=50mm,Y=20mm点 B.刀具快速移至机床坐标系X=50mm,Y=20mm点 C.刀具快速向X正方向移动50mm,Y负方向移动30mm D.编程错误 129数控车床在加工中为了实现对车刀刀尖磨损量的补偿,可沿假设的刀尖方向, 在刀尖半径值上,附加一个刀具偏移量,这称为()。 A.刀具位置补偿 B.刀具半径补偿 C.刀具长度补偿 130在数控铣床上用中20铣刀执行下列程序后,其加工圆弧的直径尺寸是()。 N1G90G17G41X18.0Y24.0M03H06 N2G02X74.0Y32.0R40.0F180(刀具半径补偿偏置值是中20.2) A.中80.2 B.Φ80.4 C.φ79.8 131绕X轴旋转的回转运动坐标轴是()。 A.A轴 B.B轴 C.Z轴 132定位基准有粗基准和精基准两种,选择定位基准应力求基准重合原则,即( 统 A设计基准,粗基准和精基准B.设计基准,粗基准,工艺基准 C.设计基准,工艺基准和编程原点D.设计基准,精基准和编程原点 133数控升降台铣床的拖板前后运动坐标轴是()。 A.X轴 B.Y轴 C.Z轴 134在软件插补方法中,数据采样的插补方法要求控制系统是() A.开环系统 B.闭环系统 C.开环和闭环系统 D.开环的点位控制系统 135严格地讲,在数控机床中,刀具的运动轨迹是( A.光滑的直线 B.光滑的圆弧 C.光滑的抛物线 D.折线 136用Φ12的刀具进行轮廓的粗、精加工,要求精加工余量为0.4,则粗加工偏移量 为()。 A.12.4 B.11.6 C.6.4 137数控机床开机时,一般要进行回参考点操作,其目的是() A.建立机床坐标系 B.换刀,准备开始加工 C.建立局部坐标系 D.A、B、C都是 138在数字积分圆弧插补中,如果此例系数q已定,当圆弧半径R愈大,则( A.刀具速度愈小 B.刀具速度愈大 C.刀具速度不变 D.刀具速度不稳定 139在数字积分直线插补中,xa、ya是直线的终点坐标。x、y轴的被积函数是( )
128G91 G00 X50.0 Y-20.0表示( ) A.刀具按进给速度移至机床坐标系X=50mm,Y=20mm点 B.刀具快速移至机床坐标系X=50mm,Y=20mm点 C.刀具快速向X正方向移动50mm,Y负方向移动30mm D.编程错误 129数控车床在加工中为了实现对车刀刀尖磨损量的补偿,可沿假设的刀尖方向, 在刀尖半径值上,附加一个刀具偏移量,这称为()。 A.刀具位置补偿 B.刀具半径补偿 C. 刀具长度补偿 130在数控铣床上用φ20铣刀执行下列程序后,其加工圆弧的直径尺寸是()。 N1 G90 G17 G41 X18.0 Y24.0 M03 H06 N2 G02 X74.0 Y32.0 R40.0 F180(刀具半径补偿偏置值是φ20.2) A.φ80.2 B. φ80.4 C. φ79.8 131绕X轴旋转的回转运动坐标轴是( )。 A.A轴 B. B轴 C. Z轴 132定位基准有粗基准和精基准两种,选择定位基准应力求基准重合原则,即( ) 统一 A.设计基准,粗基准和精基准 B.设计基准,粗基准,工艺基准 C.设计基准,工艺基准和编程原点 D.设计基准,精基准和编程原点 133数控升降台铣床的拖板前后运动坐标轴是( )。 A.X轴 B. Y轴 C. Z轴 134在软件插补方法中,数据采样的插补方法要求控制系统是( ) A.开环系统 B.闭环系统 C.开环和闭环系统 D.开环的点位控制系统 135严格地讲,在数控机床中,刀具的运动轨迹是( ) A.光滑的直线 B.光滑的圆弧 C.光滑的抛物线 D.折线 136用Φ12的刀具进行轮廓的粗、精加工,要求精加工余量为0.4,则粗加工偏移量 为( )。 A. 12.4 B. 11.6 C. 6.4 137数控机床开机时,一般要进行回参考点操作,其目的是( ) A.建立机床坐标系 B.换刀,准备开始加工 C.建立局部坐标系 D.A、B、C都是 138在数字积分圆弧插补中,如果此例系数q已定,当圆弧半径R愈大,则( ) A.刀具速度愈小 B.刀具速度愈大 C.刀具速度不变 D.刀具速度不稳定 139在数字积分直线插补中,xa、ya是直线的终点坐标。x、y轴的被积函数是( )