光电信息技术实验一一研究创新实验 的需求,如图2-6。 厂C0.5MAX(2X) R7.5 R8.6 .0.52±01 4.203 圆2-6透镜粗胚(blank)圍面 2-3切削与研磨 光学系统是由光学组件组成,目前最普遍的材料是光学玻璃,而使用研磨技术是历 史久远的制程,以下是光学厂制造镜片的方式。 1-3.1切削 切削是镜片制程第一道程序,目的是将粗胚如图26,切削接近图面规格的厚度大 约是在CT上限规格多0.1mm,将粗胚CT=4.2mm切削成2.6mm),以及相同的曲率半 径(将粗胚R1=7.5切削成7.0,R2=8.6切削成10.5),如图2-7切削示意图。 R1=7.0 R2=10.5 入 2.6 圆2-7切削示意圆 1-3.2研磨 将切削后之镜片利用研磨盘上之研磨剂加压,并相对旋转,去除镜片表面之粗糙度, 使其表面光滑,并且接近图面规格之中心厚度(大约是在CT上限规格多0.01mm)、曲 率半径,谓之粗磨(lapping) 杭州电子科技大学理学院物理实验教学示范中心光电信息技术实验室
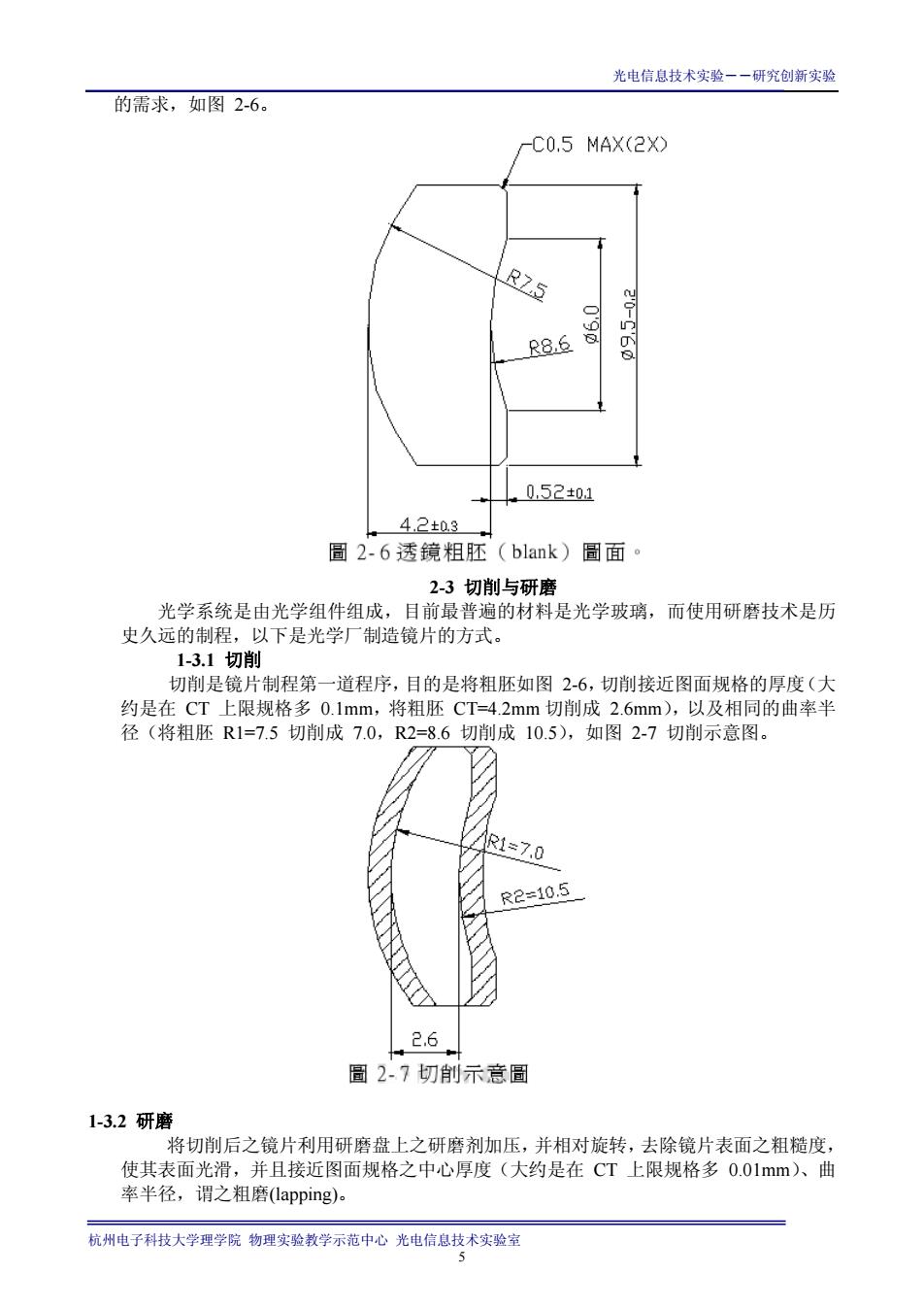
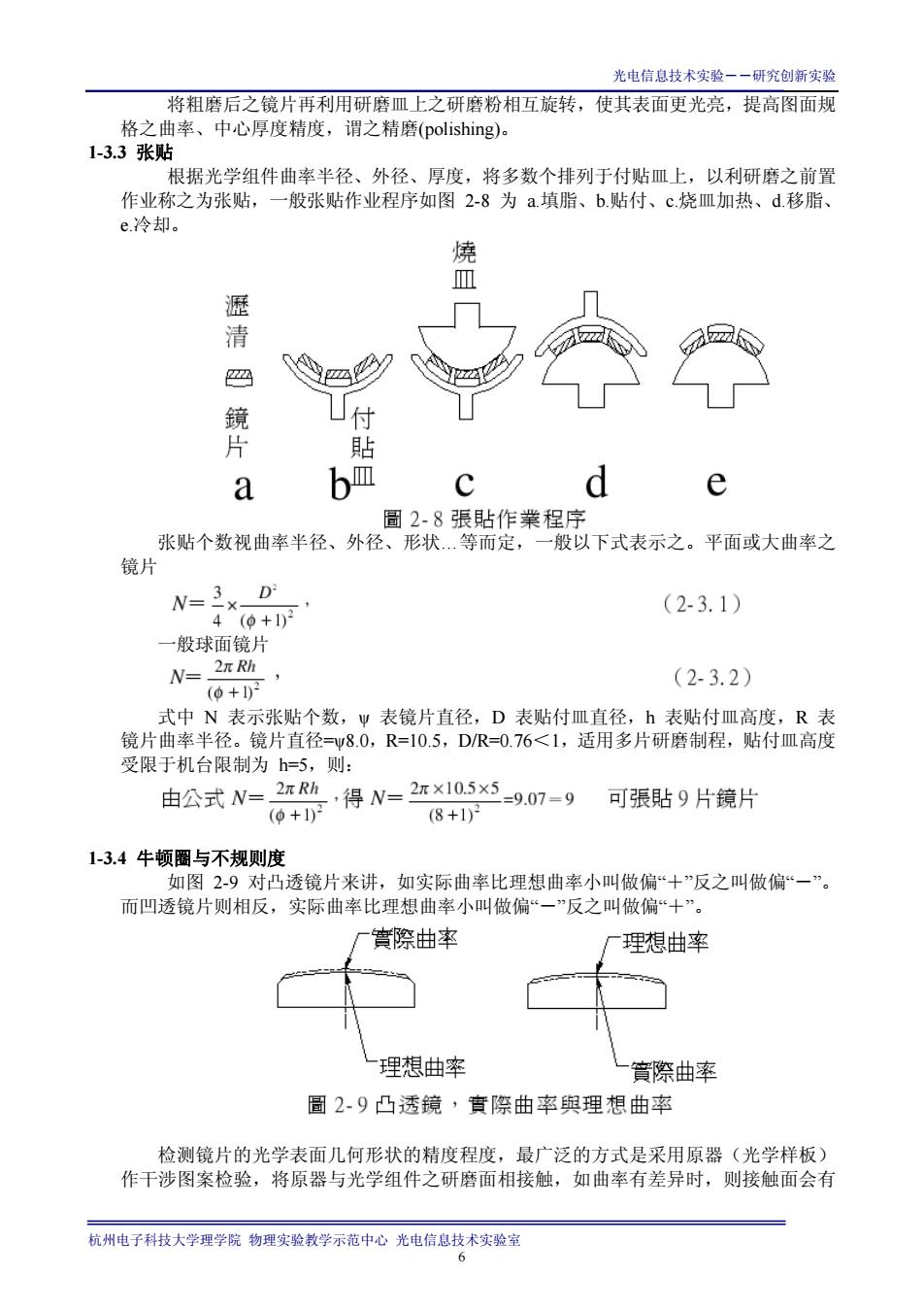
光电信息技术实验――研究创新实验 杭州电子科技大学理学院 物理实验教学示范中心 光电信息技术实验室 5 的需求,如图 2-6。 2-3 切削与研磨 光学系统是由光学组件组成,目前最普遍的材料是光学玻璃,而使用研磨技术是历 史久远的制程,以下是光学厂制造镜片的方式。 1-3.1 切削 切削是镜片制程第一道程序,目的是将粗胚如图 2-6,切削接近图面规格的厚度(大 约是在 CT 上限规格多 0.1mm,将粗胚 CT=4.2mm 切削成 2.6mm),以及相同的曲率半 径(将粗胚 R1=7.5 切削成 7.0,R2=8.6 切削成 10.5),如图 2-7 切削示意图。 1-3.2 研磨 将切削后之镜片利用研磨盘上之研磨剂加压,并相对旋转,去除镜片表面之粗糙度, 使其表面光滑,并且接近图面规格之中心厚度(大约是在 CT 上限规格多 0.01mm)、曲 率半径,谓之粗磨(lapping)
光电信息技术实验一一研究创新实验 将粗磨后之镜片再利用研磨皿上之研磨粉相互旋转,使其表面更光亮,提高图面规 格之曲率、中心厚度精度,谓之精磨(polishing)。 1-3.3张 根据光学组件曲率半径、外径、厚度,将多数个排列于付贴皿上,以利研磨之前置 作业称之为张贴,一般张贴作业程序如图2-8为a填脂、b.贴付、c烧皿加热、d移脂、 e冷却。 燒 瀝 清 四 鏡 付 2 b d e 圖2.8 張贴作業程序 张贴个数视曲率半径、外径、形状等而定,一般以下式表示之。平面或大曲率之 镜片 W=3 D (2-3.1) 4(p+) 一般球面镜片 N=2πM (0+D (2-3.2) 式中N表示张贴个数, V表镜片直径,D表贴付皿直径,h表贴付皿高度,R表 镜片曲率半径。镜片直径v8.0,R=10.5,DR0,76<1,适用多片研磨制程,贴付皿高度 受限于机台限制为h=5,则: 由公式N=2x贴得N=2尔×105x5-9.07-9 可張贴9片镜片 (6+102 (8+1)2 1-3.4牛顿圈与不规则度 如图2-9对凸透镜片来讲,如实际曲率比理想曲率小叫做偏“+”反之叫做偏“一” 而凹透镜片则相反,实际曲率比理想曲率小叫做偏 ”反之叫做偏+” ·實除曲率 一理想曲率 理想曲率 一實際曲率 圆29凸透镜,青際曲率與理想曲率 检测镜片的光学表面几何形状的精度程度,最广泛的方式是采用原器(光学样板) 作干涉图案检验,将原器与光学组件之研磨面相接触,如曲率有差异时,则接触面会有 杭州电子科技大学理学院物理实验教学示范中心光电信息技术实验室
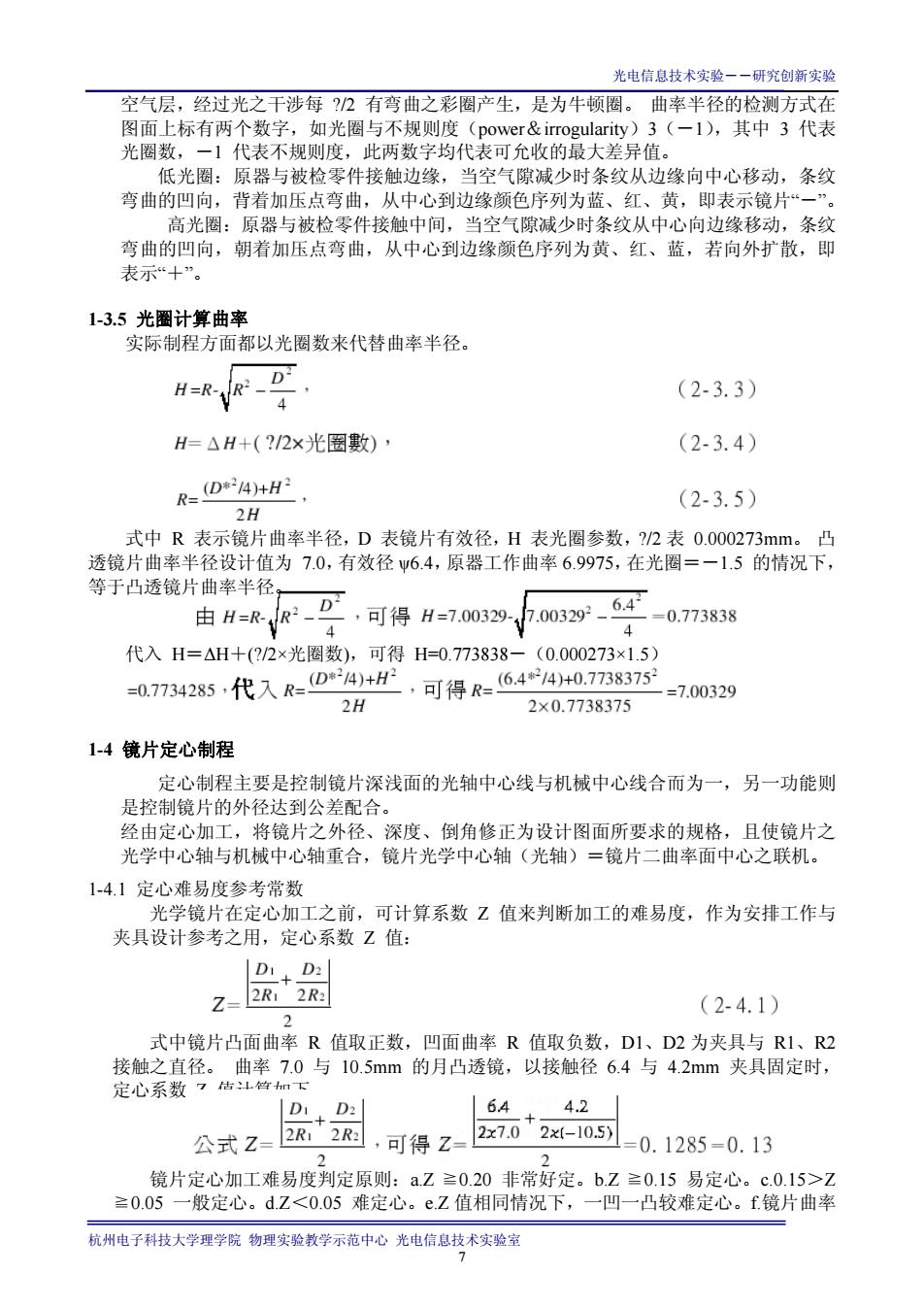
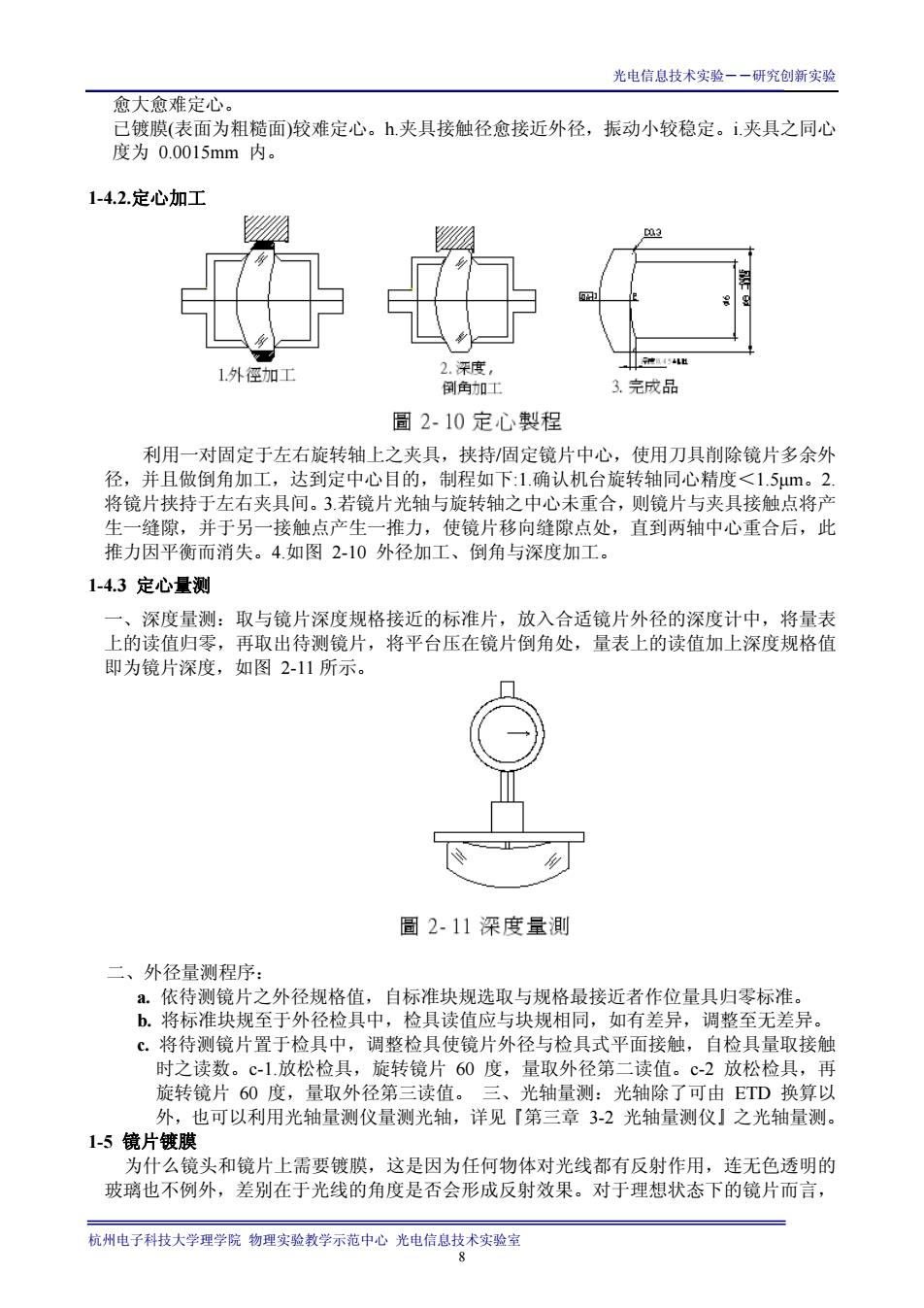
光电信息技术实验――研究创新实验 杭州电子科技大学理学院 物理实验教学示范中心 光电信息技术实验室 6 将粗磨后之镜片再利用研磨皿上之研磨粉相互旋转,使其表面更光亮,提高图面规 格之曲率、中心厚度精度,谓之精磨(polishing)。 1-3.3 张贴 根据光学组件曲率半径、外径、厚度,将多数个排列于付贴皿上,以利研磨之前置 作业称之为张贴,一般张贴作业程序如图 2-8 为 a.填脂、b.贴付、c.烧皿加热、d.移脂、 e.冷却。 张贴个数视曲率半径、外径、形状.等而定,一般以下式表示之。平面或大曲率之 镜片 一般球面镜片 式中 N 表示张贴个数,ψ 表镜片直径,D 表贴付皿直径,h 表贴付皿高度,R 表 镜片曲率半径。镜片直径=ψ8.0,R=10.5,D/R=0.76<1,适用多片研磨制程,贴付皿高度 受限于机台限制为 h=5,则: 1-3.4 牛顿圈与不规则度 如图 2-9 对凸透镜片来讲,如实际曲率比理想曲率小叫做偏“+”反之叫做偏“-”。 而凹透镜片则相反,实际曲率比理想曲率小叫做偏“-”反之叫做偏“+”。 检测镜片的光学表面几何形状的精度程度,最广泛的方式是采用原器(光学样板) 作干涉图案检验,将原器与光学组件之研磨面相接触,如曲率有差异时,则接触面会有
光电信息技术实验一一研究创新实 空气层,经过光之干涉每?2有弯曲之彩圈产生,是为牛顿圈。曲率半径的检测方式在 图面上标有两个 光圈数 1代表不 低光圈:原器与被检零件接触边缘,当空气隙减少时条纹从边缘向中心移动,条纹 弯曲的凹向,背着加压点弯曲,从中心到边缘颜色序列为蓝、红、黄,即表示镜片“一” 高光圈:原器与被检零件接触中间,当空气隙减少时条纹从中心向边缘移动,条纹 弯曲的四向,朝着加压点弯曲,从中心到边缘颜色序列为黄、红、蓝, 若向外扩散,即 表示“十 1-3.5光圈计算曲率 实际制程方面都以光圈数来代替曲率半径。 H-R-R_D (2-3.3) H=△H+(?/2×光圈數), (2-3.4) R=D4)+H2 (2.35) 2H 式中R表示镜片曲率半径,D表镜片有效径,H表光圈参数,?2表0.00273mm。 透镜片曲率半径设计值为7.0,有效径v6.4,原器工作曲率6.9975,在光圈=-15的情况下 等于凸透镜片曲率半径, ,可得H=7.0329-0329-6 -0.773838 4 代入H=△H+(?2×光圈数),可得H=0.773838-(0.000273×1.5 -0734285·代入R=D9+,可得R649-078373 =7.00329 2H 2×0.7738375 14镜片定心制稻 定心制程主要是控制镜片深浅面的光轴中心线与机械中心线合而为一,另一功能则 是控制镜片的外径达到公差配合。 经由定心加工,将镜片之外径、深度、倒角修正为设计图面所要求的规格,且使镜片之 光学中心轴与机械中心轴重合,镜片光学中心轴(光轴)=镜片二曲率面中心之联机。 1-4.1定心难易度参考常数 光学镜片在定心加工之前,可计算系数Z值来判断加工的难易度,作为安排工作与 夹具设计参考之用,定心系数Z值: D (2-4.1) 式中镜片凸面曲率R值取正数,凹面曲率R值取负数,D1、D2为夹具与R1、R2 接触之直径。曲率7.0与10.5mm的月凸透镜,以接触径6.4与4.2mm夹具周定时, 定心系数?估斗竹加 D14D2 64 4.2 公式2-园园.可得2-27020-0.1285-0.13 镜片定心加工难易度判定原则:aZ≥0.20非常好定。b.Z≥0.15易定心。c.0.15>Z 三0.05一般定心。dZ<0.05难定心。e.Z值相同情况下,一凹一凸较难定心。f镜片曲率 杭州电子科技大学理学院物理实验教学示范中心光电信息技术实验室
光电信息技术实验――研究创新实验 杭州电子科技大学理学院 物理实验教学示范中心 光电信息技术实验室 7 空气层,经过光之干涉每 ?/2 有弯曲之彩圈产生,是为牛顿圈。 曲率半径的检测方式在 图面上标有两个数字,如光圈与不规则度(power&irrogularity)3(-1),其中 3 代表 光圈数,-1 代表不规则度,此两数字均代表可允收的最大差异值。 低光圈:原器与被检零件接触边缘,当空气隙减少时条纹从边缘向中心移动,条纹 弯曲的凹向,背着加压点弯曲,从中心到边缘颜色序列为蓝、红、黄,即表示镜片“-”。 高光圈:原器与被检零件接触中间,当空气隙减少时条纹从中心向边缘移动,条纹 弯曲的凹向,朝着加压点弯曲,从中心到边缘颜色序列为黄、红、蓝,若向外扩散,即 表示“+”。 1-3.5 光圈计算曲率 实际制程方面都以光圈数来代替曲率半径。 式中 R 表示镜片曲率半径,D 表镜片有效径,H 表光圈参数,?/2 表 0.000273mm。 凸 透镜片曲率半径设计值为 7.0,有效径 ψ6.4,原器工作曲率 6.9975,在光圈=-1.5 的情况下, 等于凸透镜片曲率半径。 代入 H=ΔH+(?/2×光圈数),可得 H=0.773838-(0.000273×1.5) 1-4 镜片定心制程 定心制程主要是控制镜片深浅面的光轴中心线与机械中心线合而为一,另一功能则 是控制镜片的外径达到公差配合。 经由定心加工,将镜片之外径、深度、倒角修正为设计图面所要求的规格,且使镜片之 光学中心轴与机械中心轴重合,镜片光学中心轴(光轴)=镜片二曲率面中心之联机。 1-4.1 定心难易度参考常数 光学镜片在定心加工之前,可计算系数 Z 值来判断加工的难易度,作为安排工作与 夹具设计参考之用,定心系数 Z 值: 式中镜片凸面曲率 R 值取正数,凹面曲率 R 值取负数,D1、D2 为夹具与 R1、R2 接触之直径。 曲率 7.0 与 10.5mm 的月凸透镜,以接触径 6.4 与 4.2mm 夹具固定时, 定心系数 Z 值计算如下: 镜片定心加工难易度判定原则:a.Z ≧0.20 非常好定。b.Z ≧0.15 易定心。c.0.15>Z ≧0.05 一般定心。d.Z<0.05 难定心。e.Z 值相同情况下,一凹一凸较难定心。f.镜片曲率
光电信息技术实验一一研究创新实验 俞大俞雄定心」 已镀膜(表面为粗糙面)较难定心。h夹具接触径愈接近外径,振动小较稳定。i夹具之同心 度为0.0015mm内。 1-4.2.定心加工 2.平度 间鱼加 完成品 圆2-10定心製程 利用一对固定于左右旋转轴上之夹具,挟持/個定镜片中心,使用刀具削除镜片多余外 径,并且做倒角加工,达到定中心目的,制程如下:1.确认机台旋转轴同心精度<1.5um。2 将镜片挟持于左右夹具间。3.若镜片光轴与旋转轴之中心未重合,则镜片与夹具接触点将产 生一缝隙, 并干一接轴占立生一推力 使镜片移向缝隙点处,直到两轴中心重合后, 此 推力因平衡而消失。4.如图2-10外径加工、倒角与深度加工。 1-4.3定心量测 深度量测:取与镜片深度规格接近的标准片,放入合适镜片外径的深度计中,将量表 上的读值归零,再取出待测镜片,将平台压在镜片倒角处,量表上的读值加上深度规格值 即为镜片深度,如图2-11所示。 圖211深度量測 二、外径量测程序 依待测镜片之外径规格值,自标准块规选取与规格最接近者作位量具归零标准。 山.将标准块规至于外径检具中,检具读值应与块规相同,如有差异,调整至无差异。 c.将待测镜片置于检具中,调整检具使镜片外径与检具式平面接触,自检具量取接触 时之读数。c-1.放松检具,旋转镜片60度,量取外径第二读值。c-2放松检具,再 旋转镜片60度,量取外径第三读值。 光轴品.光轴除了可可由TD换算 也可以利用光轴量测仪量测光轴,详见「第三章3-2光轴量测仪」之光轴量测。 1-5镜片镀膜 为什么镜头和镜片上需要镀膜,这是因为任何物体对光线都有反射作用,连无色透明的 玻璃也不例外,差别在于光线的角度是否会形成反射效果。对于理想状态下的镜片而言, 杭州电子科技大学理学院物理实验教学示范中心光电信息技术实验
光电信息技术实验――研究创新实验 杭州电子科技大学理学院 物理实验教学示范中心 光电信息技术实验室 8 愈大愈难定心。 已镀膜(表面为粗糙面)较难定心。h.夹具接触径愈接近外径,振动小较稳定。i.夹具之同心 1-4.2.定心加工 度为 0.0015mm 内。 利用一对固定于左右旋转轴上之夹具,挟持/固定镜片中心,使用刀具削除镜片多余外 径, 1- 取与镜片深度规格接近的标准片,放入合适镜片外径的深度计中,将量表 并且做倒角加工,达到定中心目的,制程如下:1.确认机台旋转轴同心精度<1.5μm。2. 将镜片挟持于左右夹具间。3.若镜片光轴与旋转轴之中心未重合,则镜片与夹具接触点将产 生一缝隙,并于另一接触点产生一推力,使镜片移向缝隙点处,直到两轴中心重合后,此 推力因平衡而消失。4.如图 2-10 外径加工、倒角与深度加工。 4.3 定心量测 一、深度量测: 上的读值归零,再取出待测镜片,将平台压在镜片倒角处,量表上的读值加上深度规格值 即为镜片深度,如图 2-11 所示。 二、外径量测程序: 径规格值,自标准块规选取与规格最接近者作位量具归零标准。 1-5 镜片 和镜片上需要镀膜,这是因为任何物体对光线都有反射作用,连无色透明的 玻 a. 依待测镜片之外 b. 将标准块规至于外径检具中,检具读值应与块规相同,如有差异,调整至无差异。 c. 将待测镜片置于检具中,调整检具使镜片外径与检具式平面接触,自检具量取接触 时之读数。c-1.放松检具,旋转镜片 60 度,量取外径第二读值。c-2 放松检具,再 旋转镜片 60 度,量取外径第三读值。 三、光轴量测:光轴除了可由 ETD 换算以 外,也可以利用光轴量测仪量测光轴,详见『第三章 3-2 光轴量测仪』之光轴量测。 镀膜 为什么镜头 璃也不例外,差别在于光线的角度是否会形成反射效果。对于理想状态下的镜片而言

光电信息技术实验一一研究创新实验 业线能够完全诱过过 并正确的在底片或CCD上完全聚焦,然而由许多镜片所结合而 成的镜头是不可能让各有 穿过 以氧化镧光学玻 璃为例 率可达 到90%以上,剩下的10%则会反射出去,形成炫光,为了弥补这项缺失】 后来的镜片研 究者开发了在透镜表面镀上一层膜来增加透光效果,镀膜是在镜片表面镀上非常薄的透明 薄膜,目的是希望减少光的反射,增加透光率,并抑低耀光、鬼影。 光学镀膜种类 1 分光镜:使镜片入射光分为两条不同方向和波长之光线输出,光学镜片镀膜在光学 业中是非常重要的加工过程之一,经由镀膜能改善镜片表面的光学性质,使其达到 实用性。 2.滤光片:使镜片反射不需要的波长,穿透需要要的波长,例如镀R&AR cut。 3.反射镜:使镜片完全反射光线。 4.抗反射膜:使镜片光线穿透率达到最大,分为单层膜与多层膜 抗反射膜是目前商业用途使用最广的镀膜方式,在镜片表面镀上一层或多层特定厚度 (指光波长 倍。 之化学物(如MgF2、Si02 等),使入射光之反射达到最小 入射 反射桃 入射光 反光 空na= 镀膜nf=1.38 射此 玻璃(ng51.52) 恍 图 212镀膜的目的,在增加穿透率。相对的减少反射率。 镀膜完成的镜片可用光谱仪量测穿透率,详见「第三章33光谱仪量测」。 1-6洗净、黏合、涂墨 光学镜片除了依据光学特性需符合规格外,外观也是检验质量之一,影响外观的种类除 了制程上引起的伤痕外,还有环境因素、敏感材质引起的霉等等,这些镜片表面将再度作 研磨处理,除了上述外观的问题外,镜片表面也会因为触摸、灰尘而有表面污,这时就需 要洗净制程后,才能延续下一段制程, 如镀膜 ,装配都需要干净的镜片才能完成。 光学镜片洗净在加工过程中是容易忽视的加工过程 ,但是光学镜片质量提升的要 求,与镀膜、装配加工过程不断改善之情况下,洗净后镜片的质量与洗净成本的要求,也 受到重视。 1-6.1洗净方法 1.浸渍洗净:是最简单的洗净方式,将镜片浸于装有溶剂的洗净槽中,经过一段时间后, 镜片表面之附着物因浸渍而脱落达到洗净目的,浸渍洗净适用于产品样多而量少,或 是要求一般洗净效果,或形状特殊之洗净作业 2.机械摆动式洗净:利用上下摆动装置,将镜片上下摆动,产生镜片与溶剂之间的相对 运动,达到洗净镜片表面的效果。 航州电子科技大学理学院物理实验教学示范中心光电信息技术实验室
光电信息技术实验――研究创新实验 杭州电子科技大学理学院 物理实验教学示范中心 光电信息技术实验室 9 光线能够完全透过镜头,并正确的在底片或 CCD 上完全聚焦,然而由许多镜片所结合而 成的镜头是不可能让各种角度的光线完全穿过,以氧化镧光学玻璃为例子,其透光率可达 到 90%以上,剩下的 10% 则会反射出去,形成炫光,为了弥补这项缺失,后来的镜片研 究者开发了在透镜表面镀上一层膜来增加透光效果,镀膜是在镜片表面镀上非常薄的透明 薄膜,目的是希望减少光的反射,增加透光率,并抑低耀光、鬼影。 光学镀膜种类 :使镜片入射光分为两条不同方向和波长之光线输出,光学镜片镀膜在光学 片反射不需要的波长,穿透需要要的波长,例如镀 IR&AR cut。 大,分为单层膜与多层膜。 抗反射膜是目前商业用途使用最广的镀膜方式,在镜片表面镀上一层或多层特定厚度 (指 1. 分光镜 业中是非常重要的加工过程之一,经由镀膜能改善镜片表面的光学性质,使其达到 实用性。 2. 滤光片:使镜 3. 反射镜:使镜片完全反射光线。 4. 抗反射膜:使镜片光线穿透率达到最 光波长一半之整数倍。)之化学物(如 MgF2、SiO2.等),使入射光之反射达到最小 为目的,即透光率达到最大。 图 2-12 镀膜的目的,在增加穿透率。相对的减少反射率。 镀膜完成的镜片可用光谱仪量测穿透率,详见『第三章 3-3 光谱仪量测』。 -6 洗净、黏合、涂墨 学特性需符合规格外,外观也是检验质量之一,影响外观的种类除 的要 求, 1-6.1 洗净方法 是最简单的洗净方式,将镜片浸于装有溶剂的洗净槽中,经过一段时间后, 2. 摆动,产生镜片与溶剂之间的相对 1 光学镜片除了依据光 了制程上引起的伤痕外,还有环境因素、敏感材质引起的霉等等,这些镜片表面将再度作 研磨处理,除了上述外观的问题外,镜片表面也会因为触摸、灰尘而有表面污,这时就需 要洗净制程后,才能延续下一段制程,如镀膜、装配都需要干净的镜片才能完成。 光学镜片洗净在加工过程中是容易忽视的加工过程之一,但是光学镜片质量提升 与镀膜、装配加工过程不断改善之情况下,洗净后镜片的质量与洗净成本的要求,也 受到重视。 1. 浸渍洗净: 镜片表面之附着物因浸渍而脱落达到洗净目的,浸渍洗净适用于产品样多而量少,或 是要求一般洗净效果,或形状特殊之洗净作业。 机械摆动式洗净:利用上下摆动装置,将镜片上下 运动,达到洗净镜片表面的效果