
此种方法又称带式整经法,是将全幅织物所需的总经根数,根据配列循环并考虑筒子架的 容量多少,将其分成几份或十几份条带(少数几份条带的经纱根数可略多些或略少些),并按 工艺的幅度和长度一条挨着一条平行地卷绕于整经滚筒上,最后再将全部经纱条带用再卷机 构倒绕于织轴上。 分条整经具有某些独特的优点,如不需要上浆的产品可直接在整经过程中获得织轴,缩短 了工艺流程,省去了笨重的整经轴:用于多色纱或不同捻向纱的整经时,花纹排列非常方便。 它特别适宜于产品批量小,花色品种多的生产,在丝织、毛织和色织厂中得到广泛应用。 三、实验设备 选择一种型号的分批整经机和分条整经机。 四、实验内容 1.了解整经筒子架的各种形式及其特点。 整经筒子架已由单一放置筒子的功能逐步发展为新型筒子架的纱线张力控制、断纱自停 信号指示、换筒自动打结多项功能。 筒子架有多种形式。按筒子的退绕方式,可以分为固定筒子轴向追绕筒子架和回转筒子经 向退绕筒子 的 方式,可以分为单式筒 子架和复式筒子 按筒子架的外形,可 以分为形筒手 2.了解筒子架张力的分布特点 由筒子架后排筒子导出的纱线引出距离较长,受到空气阻力和导纱部件作用使纱线张力较 大:而前排则反之,纱线张力较小。适当调整筒子架上不同张力装置的工艺参数,可以弥补这 些张力差异,实现片纱张力的均匀。如在矩一V形筒子架上,采取分段分层配置张力盘重量的措 施:前排重于后排,中间层重于上、下层。具体情况根据筒子架长度和产品类别等情况而定。 3.了解整经机上各导纱部件的作用。 五、作业与思考题 1.试比较分批整经与分条整经异同点 2.画出分批整经要和分条整机的工艺流程图,注明各导纱部件的主要作用。 3.整经机筒子架常用型式有几种?均匀整经片纱张力的措施有哪些?
此种方法又称带式整经法,是将全幅织物所需的总经根数,根据配列循环并考虑筒子架的 容量多少,将其分成几份或十几份条带(少数几份条带的经纱根数可略多些或略少些),并按 工艺的幅度和长度一条挨着一条平行地卷绕于整经滚筒上,最后再将全部经纱条带用再卷机 构倒绕于织轴上。 分条整经具有某些独特的优点,如不需要上浆的产品可直接在整经过程中获得织轴,缩短 了工艺流程,省去了笨重的整经轴;用于多色纱或不同捻向纱的整经时,花纹排列非常方便。 它特别适宜于产品批量小,花色品种多的生产,在丝织、毛织和色织厂中得到广泛应用。 三、实验设备 选择一种型号的分批整经机和分条整经机。 四、实验内容 1. 了解整经筒子架的各种形式及其特点。 整经筒子架已由单一放置筒子的功能逐步发展为新型筒子架的纱线张力控制、断纱自停、 信号指示、换筒自动打结多项功能。 筒子架有多种形式。按筒子的退绕方式,可以分为固定筒子轴向追绕筒子架和回转筒子经 向退绕筒子架;按筒子的补充方式,可以分为单式筒子架和复式筒子架:按筒子架的外形,可 以分为V形筒子架和矩形筒子架。 2. 了解筒子架张力的分布特点。 由筒子架后排筒子导出的纱线引出距离较长,受到空气阻力和导纱部件作用使纱线张力较 大;而前排则反之,纱线张力较小。适当调整筒子架上不同张力装置的工艺参数,可以弥补这 些张力差异,实现片纱张力的均匀。如在矩-V形筒子架上,采取分段分层配置张力盘重量的措 施:前排重于后排,中间层重于上、下层。具体情况根据筒子架长度和产品类别等情况而定。 3. 了解整经机上各导纱部件的作用。 五、作业与思考题 1. 试比较分批整经与分条整经异同点。 2. 画出分批整经要和分条整机的工艺流程图,注明各导纱部件的主要作用。 3. 整经机筒子架常用型式有几种?均匀整经片纱张力的措施有哪些?

实验四整经机张力的测定(1学时 一、实验的目的与要求 了解整经过程中经纱张力在前、中、后排,上、中、下层的分布情况,并分析加装张力垫 圈的合理性。 二、基本知识 纱线从筒子上退解下来,直至重新卷绕到整经轴上,经受了由气四运动、张力装置、导纱 部件、空气阻力等产生的机械作用,使纱线张力逐步增加,达到工艺设计规定的整经张力数值。 整经张力应当适度、均匀。整经张力过大,会引起经纱强力及弹性损失,特别是织机上经 纱断头增如 整经 h过小. 纱量 成形不良 整经片 力不匀后 增加浆纱 ”并在织 织疵等弊病。因此,后道工序的生产效 三、实验设备、仪器和用具 整经机,数字式电子张力仪或三罗拉单纱张力仪 四、实验内容和步骤: 1.分别测量同一层的前、中、后排纱线的纱路长度(从张力装置到后筘的距离)。 2.分别测量同一排的上、中、下层纱线的纱路长度。 3.依据上面所得结果,计算停车状态下由于纱路长度产生的张力(即纱线自重引起的力)。 4.将各张力垫圈换成同一规格,直接开车用张力仪分别测量各根纱线的张力。 5.按工艺要求,放置各张力垫圈,再重复1、2、3、4步骤进行测定,比较张力垫圈的两种 配置方式对经纱张力的应预先影响。 五、实验报告 整经机型号:车速:经沙号数: 六、思考题: 1.从实测张力数据分析,为使各经纱张力均匀应如何配合张力盘的重量? 2.影响整经张力、经轴卷绕不均匀的因素有哪些? 七、测试数据记录: 入张力 前排 中排 后排 上层中层下层上层中层下层上层中层下层 1 4 5
实验四 整经机张力的测定(1学时) 一、实验的目的与要求 了解整经过程中经纱张力在前、中、后排,上、中、下层的分布情况,并分析加装张力垫 圈的合理性。 二、基本知识 纱线从筒子上退解下来,直至重新卷绕到整经轴上,经受了由气四运动、张力装置、导纱 部件、空气阻力等产生的机械作用,使纱线张力逐步增加,达到工艺设计规定的整经张力数值。 整经张力应当适度、均匀。整经张力过大,会引起经纱强力及弹性损失,特别是织机上经 纱断头增加。整经张力过小,使整经轴绕纱量少,成形不良。整经片纱张力不匀回增加浆纱生 产和浆轴质量、产品质量,并在织机上产生开口不清、织疵等弊病。因此,后道工序的生产效 率、产品质量在很大程度上取决于纱线的整经张力状况。 三、实验设备、仪器和用具 整经机,数字式电子张力仪或三罗拉单纱张力仪 四、实验内容和步骤: 1. 分别测量同一层的前、中、后排纱线的纱路长度(从张力装置到后筘的距离)。 2. 分别测量同一排的上、中、下层纱线的纱路长度。 3. 依据上面所得结果,计算停车状态下由于纱路长度产生的张力(即纱线自重引起的力)。 4. 将各张力垫圈换成同一规格,直接开车用张力仪分别测量各根纱线的张力。 5. 按工艺要求,放置各张力垫圈,再重复1、2、3、4步骤进行测定,比较张力垫圈的两种 配置方式对经纱张力的应预先影响。 五、实验报告 整经机型号: 车速: 经沙号数: 六、思考题: 1. 从实测张力数据分析,为使各经纱张力均匀应如何配合张力盘的重量? 2. 影响整经张力、经轴卷绕不均匀的因素有哪些? 七、测试数据记录: 张力 序号 前排 中排 后排 上层 中层 下层 上层 中层 下层 上层 中层 下层 1 2 3 4 5 6

10
789 10
实验五浆纱工艺与设备(1学时) 一、实验目的与要求 1.了解浆纱机的工艺流程和工作原理 2.了解荣纱机各组成部件的作用。 二、基本知识 ) s888百 23 4 6 上浆工艺流程 1一经轴架?一张力自动调节装置3一莱情4一湿分校棒子一供燥装置 6一双面上蜡装置7一干分纹区8一车头 经纱在浆纱机上进行上浆,上装流程见上图。纱线从位于经轴架1上的整经轴中退绕出来, 经过张力自动调节装置2,进入浆槽3上浆,湿浆纱经湿分绞棒4分绞和烘燥装置5烘燥后通过双 面上蜡装置6进行后上错,干燥的经纱在于分绞区7被分离成几层,最后在车头8卷绕成织轴。 良好的上浆加工不仅使经纱的强度增加,毛羽贴伏,耐磨性大大改善,弹性和柔性得到维 持,而且织轴中纱线上浆均匀、伸长一致,回潮合格,织轴圆整。 三、实验设备: 选择JSSJ一83型模拟浆纱机。 四、实验内容 1.了解浆纱机的工艺流程和主要机件的作用。 2.了解几种不同的经纱退绕方式。 经轴轴架形式很多,经纱退绕方式有石退绕法和平行退绕法两种。平行退绕法又可分为上 退绕法、 垂直退绕法。互退绕法操作简单,排纱均匀整齐,退绕平稳:但容易产生 后方经轴转动不稳,导致纱片松地。平行退绕法张力均匀,回丝量少。 3.了解上浆常用的浸浆与压浆方式。 纱线在浆槽中经受反复的浸浆和压浆作用,浸压次数根据不同纤维,不同的后加工要求而 有所不同。一般采用单浸单压、单浸双压(一次浸浆和两次压浆)、双浸双压等。 4.了解几种不同的浆纱烘燥方式和烘燥机理。 湿分纹后的纱线在烘燥区内烘干,纱线表面形成浆膜。要求 少线伸长小、浆膜成形良好 速度快、能耗低。烘燥主要有热风式、烘筒式和热风、烘筒相结合三种。 ·热风式烘燥:利用一定速度的热空气对流方式对纱线进行传热烘燥。 ·烘筒式烘燥:纱线在加热的烘筒表面绕行,通过热传导方式对纱线进行烘燥。 ·热风、烘筒相结合:将纱线烘燥过程分为预烘和烘干两个阶段,热风式烘燥作预供,以 利浆膜形成:烘筒式烘燥对纱线作最后烘干。 五、作业与思考题
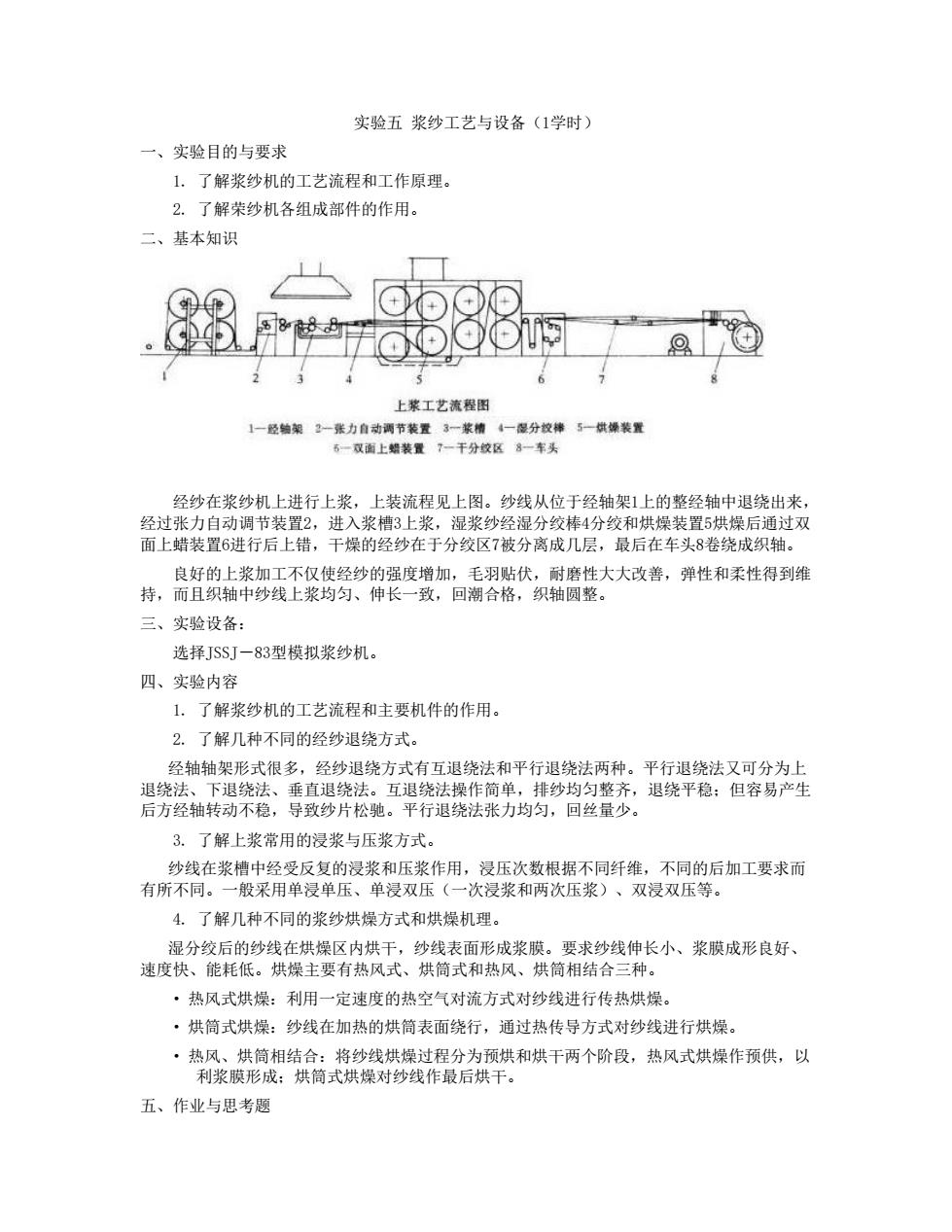
实验五 浆纱工艺与设备(1学时) 一、实验目的与要求 1. 了解浆纱机的工艺流程和工作原理。 2. 了解荣纱机各组成部件的作用。 二、基本知识 经纱在浆纱机上进行上浆,上装流程见上图。纱线从位于经轴架1上的整经轴中退绕出来, 经过张力自动调节装置2,进入浆槽3上浆,湿浆纱经湿分绞棒4分绞和烘燥装置5烘燥后通过双 面上蜡装置6进行后上错,干燥的经纱在于分绞区7被分离成几层,最后在车头8卷绕成织轴。 良好的上浆加工不仅使经纱的强度增加,毛羽贴伏,耐磨性大大改善,弹性和柔性得到维 持,而且织轴中纱线上浆均匀、伸长一致,回潮合格,织轴圆整。 三、实验设备: 选择JSSJ-83型模拟浆纱机。 四、实验内容 1. 了解浆纱机的工艺流程和主要机件的作用。 2. 了解几种不同的经纱退绕方式。 经轴轴架形式很多,经纱退绕方式有互退绕法和平行退绕法两种。平行退绕法又可分为上 退绕法、下退绕法、垂直退绕法。互退绕法操作简单,排纱均匀整齐,退绕平稳;但容易产生 后方经轴转动不稳,导致纱片松驰。平行退绕法张力均匀,回丝量少。 3. 了解上浆常用的浸浆与压浆方式。 纱线在浆槽中经受反复的浸浆和压浆作用,浸压次数根据不同纤维,不同的后加工要求而 有所不同。一般采用单浸单压、单浸双压(一次浸浆和两次压浆)、双浸双压等。 4. 了解几种不同的浆纱烘燥方式和烘燥机理。 湿分绞后的纱线在烘燥区内烘干,纱线表面形成浆膜。要求纱线伸长小、浆膜成形良好、 速度快、能耗低。烘燥主要有热风式、烘筒式和热风、烘筒相结合三种。 • 热风式烘燥:利用一定速度的热空气对流方式对纱线进行传热烘燥。 • 烘筒式烘燥:纱线在加热的烘筒表面绕行,通过热传导方式对纱线进行烘燥。 • 热风、烘筒相结合:将纱线烘燥过程分为预烘和烘干两个阶段,热风式烘燥作预供,以 利浆膜形成;烘筒式烘燥对纱线作最后烘干。 五、作业与思考题

1.画出浆纱机工艺流程图,并说明各部件的作用。 2。试比较三种烘燥方式的优劣。 3.谈谈你所知道的几种退绕方式及其特点
1. 画出浆纱机工艺流程图,并说明各部件的作用。 2. 试比较三种烘燥方式的优劣。 3. 谈谈你所知道的几种退绕方式及其特点