项目3.2数控铣床钻孔加工编程与操作 一、基础知识 1、工艺知识: )通孔加工 2)钻头顶角 (a)钻孔 (b)扩孔 (c)饺孔 (d)攻螺纹 (e)能孔 ()锪平面 (孔的端面) 3)预留安全距离 G99 G98 4)暂停的作用 切削部分 颈部 尾部 快速定位 到孔上方B, 初始高度平面 初始高度平 L A 5)走刀路线 ① A ō-9 后刀面副切削切 快速下移② @ 横刃 到R平面 R安全高度平面 20 安全高度平中⑤接牆 螺旋槽 工进钻, 镗把进 !快速 前刀面 主切削刃棱边 ③ ③ 退回 ⑤退回 E 孔底动④ 孔底平面 ④孔底平面 固定循环动作分解 运城学院机电工程系 2022/11/23
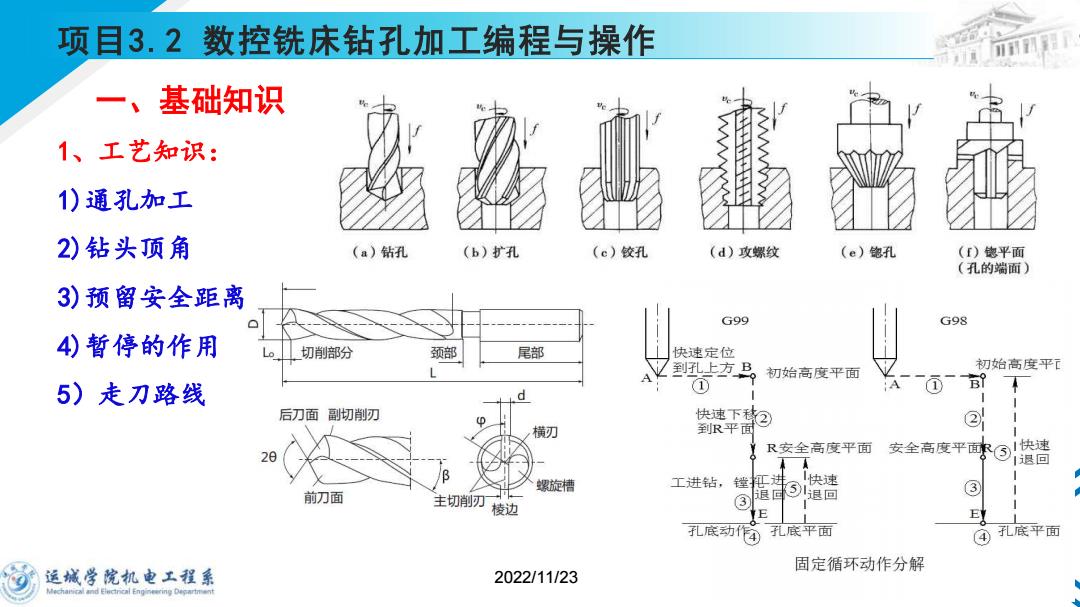
2022/11/23 11 项目3.2 数控铣床钻孔加工编程与操作 一、基础知识 1、工艺知识: 1)通孔加工 2)钻头顶角 3)预留安全距离 4)暂停的作用 5)走刀路线
项目3.2数控铣床钻孔加工编程与操作 17打 一、基础知识 2、编程知识: 暂停指令G04程序在执行到某一段后,需要暂停一段时间, 进行某些人为的调整,这时用G04指令使程序暂停,暂停时 间一到,继续执行下一段程序。G04的程序段里不能有其他 指令。暂停时间的长短可以通过地址X(U)或P来指定。 G04P:P后面的数字为整数,单位是ms G04X(U)一:X(U)后面的数字为带小数点的数,单位为s 12 运城学院机电工程系 2022/11/23
2022/11/23 12 项目3.2 数控铣床钻孔加工编程与操作 一、基础知识 2、编程知识: 暂停指令G04 程序在执行到某一段后,需要暂停一段时间, 进行某些人为的调整,这时用G04指令使程序暂停,暂停时 间一到,继续执行下一段程序。G04的程序段里不能有其他 指令。暂停时间的长短可以通过地址X(U)或P来指定。 G04 P_ : P后面的数字为整数,单位是ms G04 X(U)_: X(U)后面的数字为带小数点的数,单位为s

项目3.2数控铣床钻孔加工编程 二、项目内容 1、项目要求: 完成如图零件孔加工。 2、项目步骤 5X4 (1)零件图分析:从图中可以看出,该零件是 50 在一个100mm×100mm×25mm的立方体上加工 出2个通孔和2个深度分别为15mm和18mm的孔 (2)确定装夹方案:根据毛坯和零件图可知, 该零件毛坯规则,可以采用平口钳装夹。 50 3 3)翰突加顺序与走刀路线 2022/11/2: 100
2022/11/23 13 项目3.2 数控铣床钻孔加工编程与操作 二、项目内容 1、项目要求: 完成如图零件孔加工。 2、项目步骤 (1)零件图分析:从图中可以看出,该零件是 在一个100mm×100mm×25mm的立方体上加工 出2个通孔和2个深度分别为15mm和18mm的孔 。 (2)确定装夹方案:根据毛坯和零件图可知, 该零件毛坯规则,可以采用平口钳装夹。 (3)确定加工顺序与走刀路线
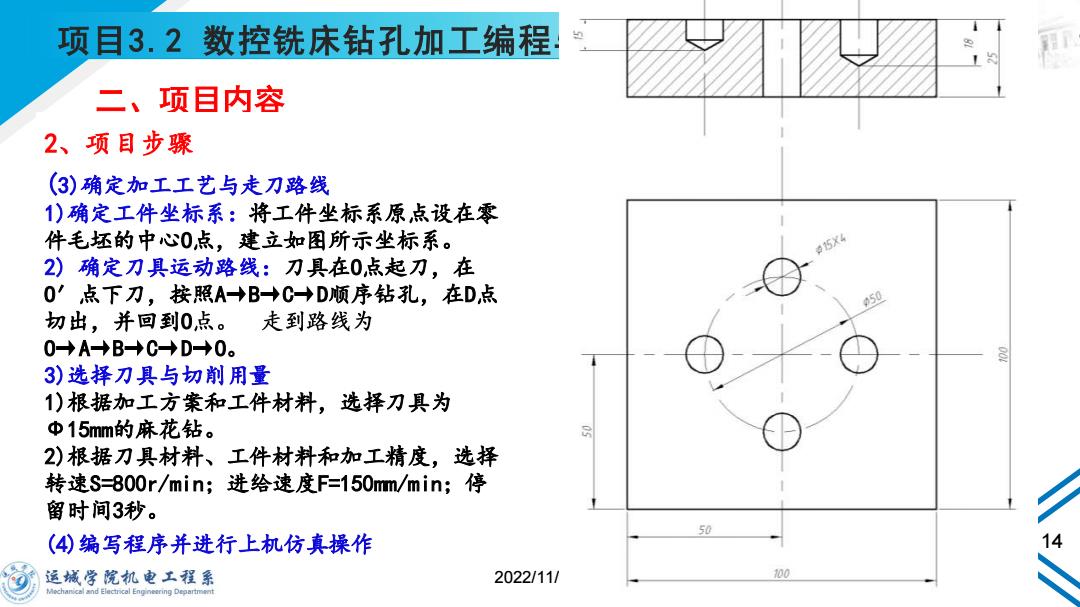
项目3.2数控铣床钻孔加工编程 二、项目内容 2、项目步骤 (3)确定加工工艺与走刀路线 )确定工件坐标系:将工件坐标系原点设在零 件毛坯的中心0点,建立如图所示坐标系。 95X4 2)确定刀具运动路线:刀具在0,点起刀,在 0′点下刀,按照A→B→C→D顺序钻孔,在D,点 切出,并回到0,点。走到路线为 0→A→B→C→D→0。 3)选择刀具与切削用量 )根据加工方策和工件材料,选择刀具为 Φ15mm的麻花钻。 2)根据刀具材料、工件材料和加工精度,选择 转速S-800r/min;进给速度F=150mm/min;停 留时间3秒。 50 (4)编写程序并进行上机仿真操作 运城学院机电工程系 2022/11/ 100
2022/11/23 14 项目3.2 数控铣床钻孔加工编程与操作 二、项目内容 2 、项目步骤 (3)确定加工工艺与走刀路线 1)确定工件坐标系:将工件坐标系原点设在零 件毛坯的中心 O点,建立如图所示坐标系。 2) 确定刀具运动路线:刀具在 O点起刀,在 O′点下刀,按照A→B→C→D顺序钻孔,在 D 点 切出,并回到 O O→A→B→C→D→O 。 3)选择刀具与切削用量 1)根据加工方案和工件材料,选择刀具为 Ф1 5mm的麻花钻。 2)根据刀具材料、工件材料和加工精度,选择 转速S=800r/min;进给速度F=150mm/min;停 留时间 3秒。 (4)编写程序并进行上机仿真操作
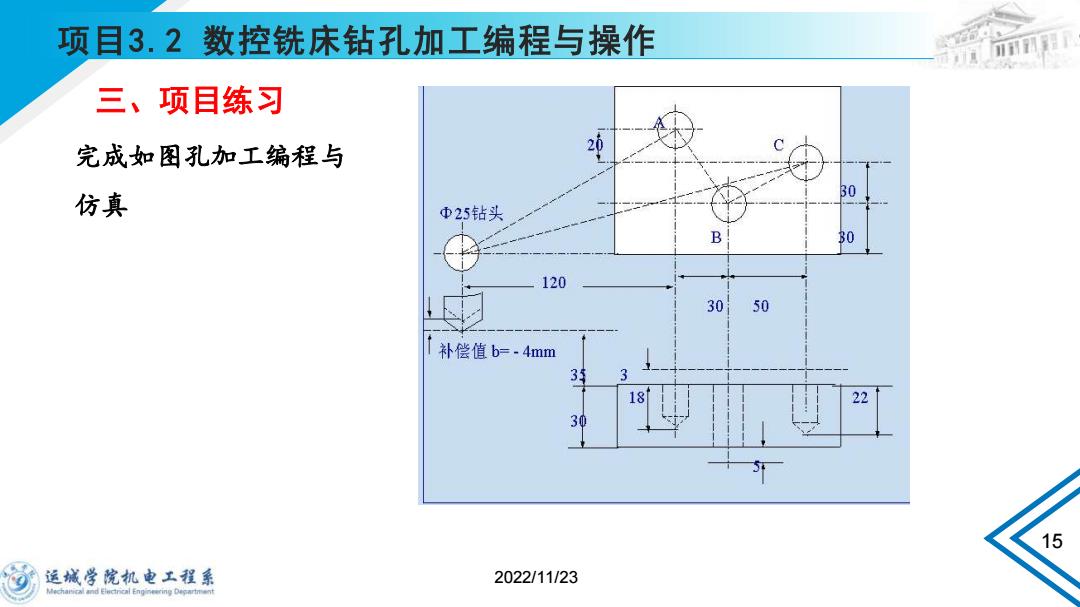
项目3.2数控铣床钻孔加工编程与操作 别丑 三、项目练习 完成如图孔加工编程与 20 30 仿真 Φ25钻头 120 30 50 补偿值b=.4mm 22 30 15 运城学院机电工程系 2022/11/23
2022/11/23 15 项目3.2 数控铣床钻孔加工编程与操作 三、项目练习 完成如图孔加工编程与 仿真