数控技术及应用教案及讲稿 下部分:数控加工工艺 第十三讲 一、备课教案 适用专业机械设计制造及其自动化 讲次 第十三讲 上课 时间 年月日节 第四章数控铣削加工工艺 第二节数控统削加工工艺分析 三、数控铣削加工工序的设计 学握数控铣削加工工序中夹具、刀 教学 四、数控铣削加工中的装刀与对刀 具、切削用量的选择:了解数控铣 削加工中的装刀与对刀 内 提 及要求 教学实施手段 效果记录 课堂讲授 重 数控铣削加工工序中夹具、刀具, 切削用量的选择 课堂讨论 现场示教 小结讲评 其 它 点 教具 CAL,黑板 推 荐 徐宏海主编数控加工工艺北京化 教学 考 学工业出版社.2004 后 记 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 1 第十三讲 一、备课教案 适用专业 机械设计制造及其自动化 讲次 第十三讲 上课 时间 年 月 日 节 教 学 内 容 提 纲 及 要 求 第四章 数控铣削加工工艺 第二节 数控铣削加工工艺分析 三、数控铣削加工工序的设计 掌握数控铣削加工工序中夹具、刀 具、切削用量的选择;了解数控铣 削加工中的装刀与对刀 四、数控铣削加工中的装刀与对刀 重 点 数控铣削加工工序中夹具、刀具、 切削用量的选择 教学实施手段 效果记录 课堂讲授 √ 课堂讨论 √ 现场示教 小结讲评 难 点 其 它 教具 CAI,黑板 推 荐 参 考 书 徐宏海主编.数控加工工艺.北京:化 学工业出版社,2004 教 学 后 记
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第四章 数控铣削加工工艺 第二节数控铣削加工工艺分析 4.2.4数控铣削加工工序的设计 4.2.4.1 夹具的选择 数控铣床可以加工形状复杂的零件,但数控铣床上的工件装夹方法与普通铣床一样,所使用的 夹具往往并不很复杂,只要求有简单的定位夹紧机构就可以了,但要将加工部位数开,不能因装夹 注意减少装夹次 上所有要加的表面 要好。要求刀风性好的日的 要,二是为应数控铣床加工过程中难以调整切削用量的特点, 断刀并造成零件损失的事例是经常有的,所以解决数控铣刀的刚性问题是至观重要的。 ②铣刀是耐用度较高。当一把铣刀加工的内容很多时,如果刀具磨损较快,不仅会影响零件 的表面质量和加工精度,而且会增加换刀与对刀次数,从而导致零件加工表面留下因对刀误差而形 成的接刀台阶,降低零件的表面质量。 除上述两点外之外,铣刀切削刃的几何角度参数的选择与排屑性能等也非常重要。切屑性能等 也非常重要,切后粘刀形成积屑瘤在数控铣削中是十分忌韦的。总之 2)田件刀的轴米 ①面铣刀如图4-21所示,面铣刀圆周方向切削刃为主切削刃,端部切削刃为副切制刃。 面铣刀多制成套式镶齿结构,刀刃为高速钢或硬质合金】 刀体为40Cr。高速钢面铣刀按国家标准规 定,直径d-80~250mm,螺旋角B=10°,刀齿数z=10~26。 0) 提质合金铣刀的铣制速度,加工效幸和件表品质整的高于高速钢统刀,并可加工带有硬皮 和淬硬层的工作,因而在数控加工中得到了广泛应用。图42所示为几种常用的重磨较费时,目前 己可转位式面铣刀所取代。 兰州交通大学机电工程学院
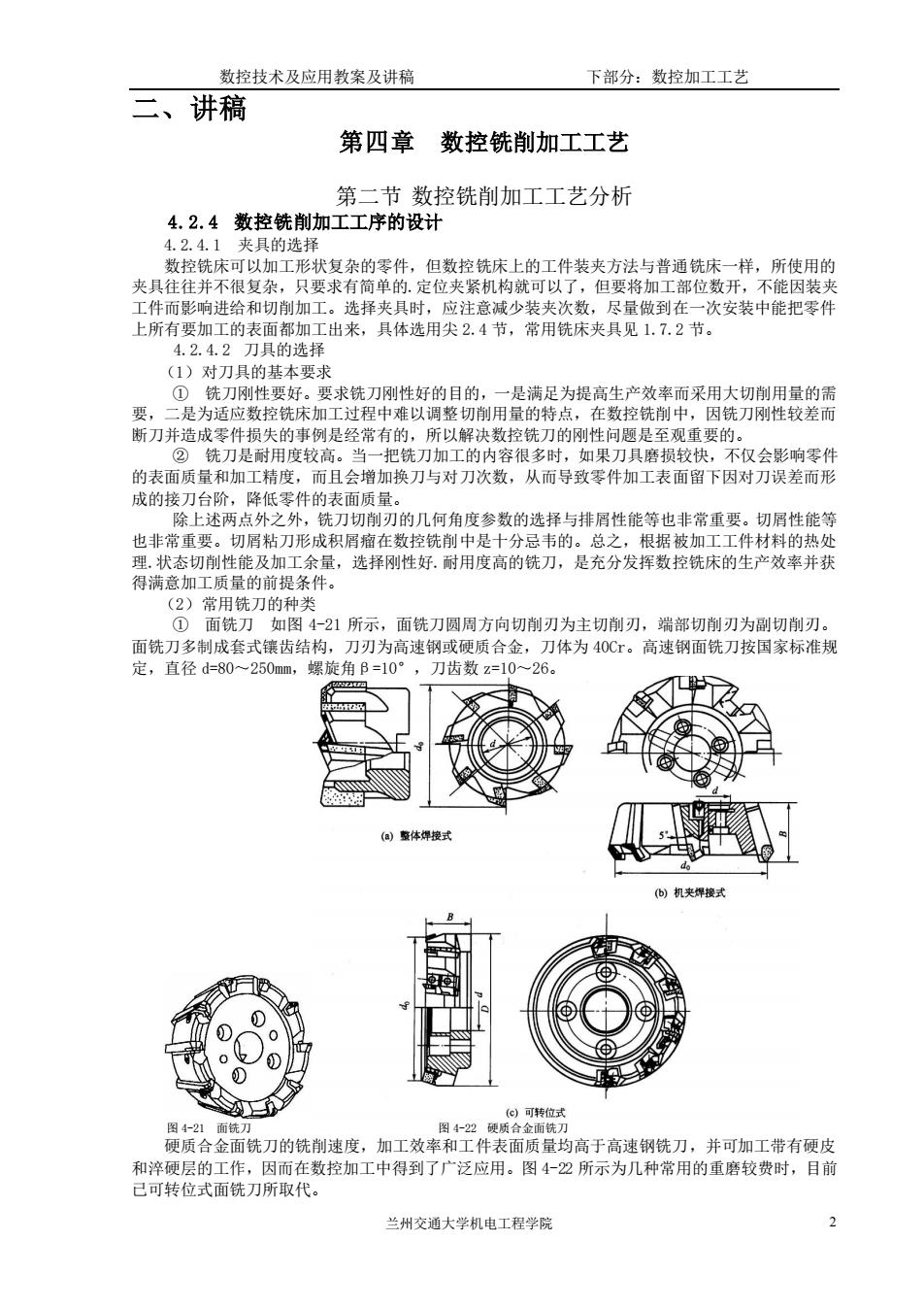
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第四章 数控铣削加工工艺 第二节 数控铣削加工工艺分析 4.2.4 数控铣削加工工序的设计 4.2.4.1 夹具的选择 数控铣床可以加工形状复杂的零件,但数控铣床上的工件装夹方法与普通铣床一样,所使用的 夹具往往并不很复杂,只要求有简单的.定位夹紧机构就可以了,但要将加工部位数开,不能因装夹 工件而影响进给和切削加工。选择夹具时,应注意减少装夹次数,尽量做到在一次安装中能把零件 上所有要加工的表面都加工出来,具体选用尖 2.4 节,常用铣床夹具见 1.7.2 节。 4.2.4.2 刀具的选择 (1)对刀具的基本要求 ① 铣刀刚性要好。要求铣刀刚性好的目的,一是满足为提高生产效率而采用大切削用量的需 要,二是为适应数控铣床加工过程中难以调整切削用量的特点,在数控铣削中,因铣刀刚性较差而 断刀并造成零件损失的事例是经常有的,所以解决数控铣刀的刚性问题是至观重要的。 ② 铣刀是耐用度较高。当一把铣刀加工的内容很多时,如果刀具磨损较快,不仅会影响零件 的表面质量和加工精度,而且会增加换刀与对刀次数,从而导致零件加工表面留下因对刀误差而形 成的接刀台阶,降低零件的表面质量。 除上述两点外之外,铣刀切削刃的几何角度参数的选择与排屑性能等也非常重要。切屑性能等 也非常重要。切屑粘刀形成积屑瘤在数控铣削中是十分忌韦的。总之,根据被加工工件材料的热处 理.状态切削性能及加工余量,选择刚性好.耐用度高的铣刀,是充分发挥数控铣床的生产效率并获 得满意加工质量的前提条件。 (2)常用铣刀的种类 ① 面铣刀 如图 4-21 所示,面铣刀圆周方向切削刃为主切削刃,端部切削刃为副切削刃。 面铣刀多制成套式镶齿结构,刀刃为高速钢或硬质合金,刀体为 40Cr。高速钢面铣刀按国家标准规 定,直径 d=80~250mm,螺旋角β=10°,刀齿数 z=10~26。 图 4-21 面铣刀 图 4-22 硬质合金面铣刀 硬质合金面铣刀的铣削速度,加工效率和工件表面质量均高于高速钢铣刀,并可加工带有硬皮 和淬硬层的工作,因而在数控加工中得到了广泛应用。图 4-22 所示为几种常用的重磨较费时,目前 已可转位式面铣刀所取代
数控技术及应用教案及讲稿 下部分:数控加工工艺 可转位面铣刀的直径己经标准化,采用公比1.25的标准直径(m)系列:16、20、25、32、50、 63、80、100、125、160、200、250、315、400、500、630,参见GB5342-85。 立铣是数控机床上用得最多的一种铣刀,其结构如图4-23所示。立铣刀的圆周表面和 端面上都有切削刃,它们可同时进行切削,也可单独进行切削。 A (倒硬质合金立铣刀 6 高速锅立铁刀 立铣刀圆柱表面的切削人为主切削刃,端面上的切削刃为副切削刃。主切削刃一般为螺旋齿, 这样可以增加切削平稳性,提高加工精度。由于普通立铣刀端面中心处无切削刃,所以立铣刀不能 作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。 为了能加工较深的沟槽,并保证有足够的备磨量,立铣刀的轴向长度一般较长。为改善切削卷 曲情况,增大容屑空间,时 比较少,容屑槽圆弧 、数23一4,细齿远齿数销构玩 一般粗齿立铣刀 标准立铣刀的螺旋角B为050 《相齿)和3035 (细齿)。套式结构立铣刀的B为 15 25 。直径较小的立铣刀, 一般制成大柄形式。2~)的立铣刀制成直柄: 的立铣刀制成莫氏锥柄:·(25~80)m的立铣刀做成7:24锥柄,内有螺孔用来拉紧刀具。但是由 于数控机床要求铣刀能快速自动装卸,故立铣刀柄部形式也有很大不同,一般是有专业厂家按照 定的规范设计制造成统一的形式,统一尺寸的刀柄。直径大于·(40~60)m的立铣刀可做成套式 结构。 兰州交通大学机电工程学院
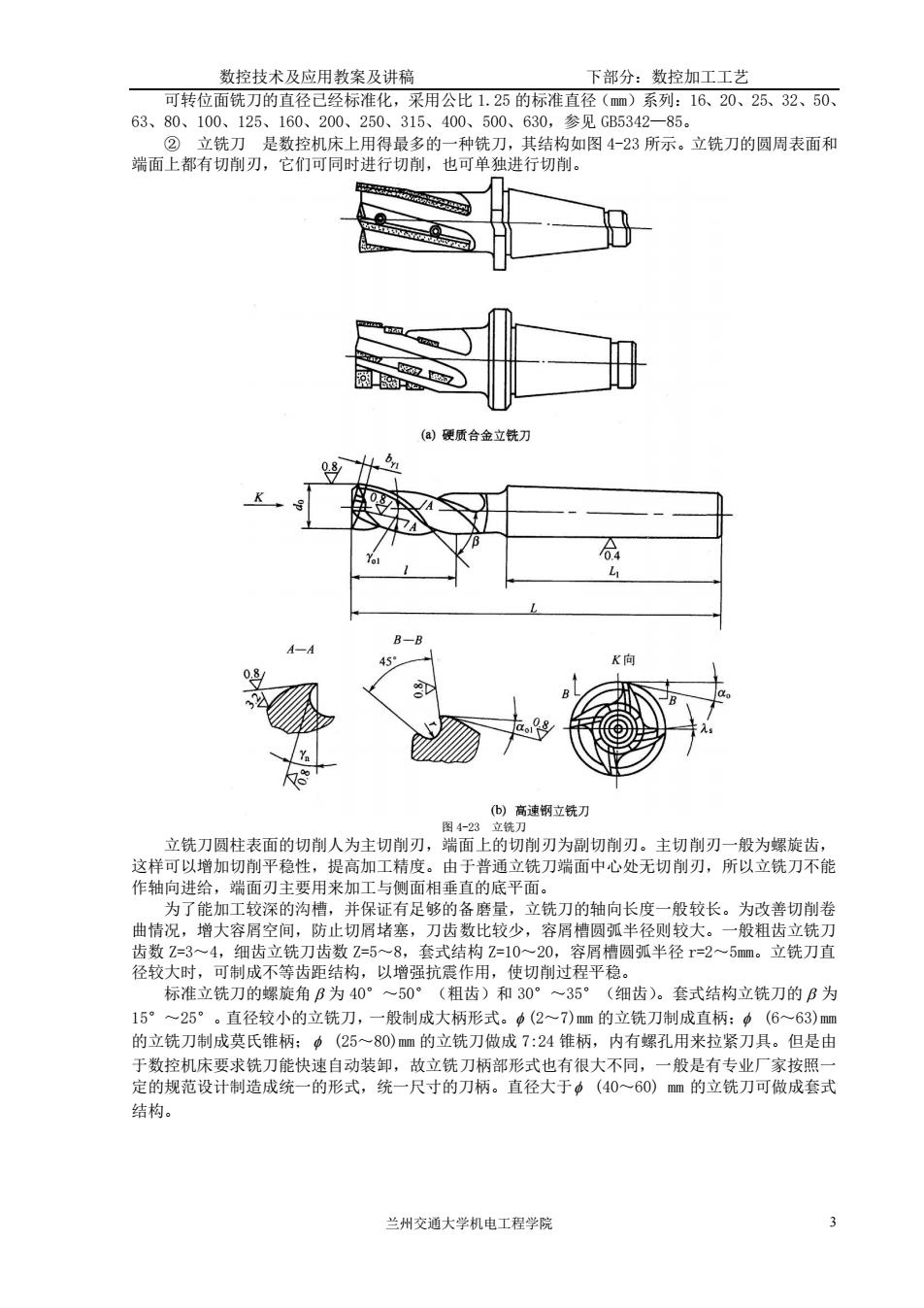
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 可转位面铣刀的直径已经标准化,采用公比 1.25 的标准直径(mm)系列:16、20、25、32、50、 63、80、100、125、160、200、250、315、400、500、630,参见 GB5342—85。 ② 立铣刀 是数控机床上用得最多的一种铣刀,其结构如图 4-23 所示。立铣刀的圆周表面和 端面上都有切削刃,它们可同时进行切削,也可单独进行切削。 图 4-23 立铣刀 立铣刀圆柱表面的切削人为主切削刃,端面上的切削刃为副切削刃。主切削刃一般为螺旋齿, 这样可以增加切削平稳性,提高加工精度。由于普通立铣刀端面中心处无切削刃,所以立铣刀不能 作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。 为了能加工较深的沟槽,并保证有足够的备磨量,立铣刀的轴向长度一般较长。为改善切削卷 曲情况,增大容屑空间,防止切屑堵塞,刀齿数比较少,容屑槽圆弧半径则较大。一般粗齿立铣刀 齿数 Z=3~4,细齿立铣刀齿数 Z=5~8,套式结构 Z=10~20,容屑槽圆弧半径 r=2~5mm。立铣刀直 径较大时,可制成不等齿距结构,以增强抗震作用,使切削过程平稳。 标准立铣刀的螺旋角 为 40°~50°(粗齿)和 30°~35°(细齿)。套式结构立铣刀的 为 15°~25°。直径较小的立铣刀,一般制成大柄形式。 (2~7)mm 的立铣刀制成直柄; (6~63)mm 的立铣刀制成莫氏锥柄; (25~80)mm 的立铣刀做成 7:24 锥柄,内有螺孔用来拉紧刀具。但是由 于数控机床要求铣刀能快速自动装卸,故立铣刀柄部形式也有很大不同,一般是有专业厂家按照一 定的规范设计制造成统一的形式,统一尺寸的刀柄。直径大于 (40~60) mm 的立铣刀可做成套式 结构
数控技术及应用教案及讲稿 下部分:数控加工工艺 (创圆谁形立洗刀 an 圆柱形球头立酰刀 f白 田日 号 ③模具铣刀模具铣刀由立铣刀发展而米,现分为圆耀形立铣刀(圆锥半角。2=3”、5”、7 10°)、圆锥形球头立铣刀和圆锥形球头立铣刀三种,其柄部有直柄、削平型直柄和莫氏锥柄。它的 结构特点是球头或端面上布满了切削刃,园周刃与球头刃圆弧连接,可以作径向和轴向进给。铣刀 工作部分用高速钢或硬质合金制造。国家标准规定直径d-4~6m。图6-24为高速钢制造的模具铣 刀,图4-25为用硬质合金制造的模具铣刀。小规格的硬质合金模只铣刀多制成整体结构,616mm 以上直径的,制成焊接或机夹可转位刀片结构。 B一B 图4-28德铁 ④键槽铣刀键槽铣刀如图4-26所示。它有两个刀齿,圆柱面和端面都有切削刀,端面刃延至 中心,既像立铣刀,又像钻头。加工时先轴向进给达到槽深,然后沿健槽方向铣出键槽全长。 的偏技国家标准规定钻直性糕结刀的圆周切制刃仅在靠近端面的一小段不度内发生膀损,的脑陆径一 有e8和d8两种 键桔铣刀的圆 削刃仅在靠近端面的一小段长度内发生磨损,重磨时, 磨后 出从负到正器 面于拉下男泰的小潮刀分布在半轻为R的 可以在工件上切 不同斜角。R越小 鼓形刀所能加工的斜角范围越广,但所获得的表面质量也越差。这种刀具的特 点是刃磨困难,切削条件差,而且适于加工有底的轮廓表面。 ⑥成型铣刀成型铣刀一般是为特定形状的工件或加工内容专门设计制 造的 如渐开线齿面、燕尾槽和T形槽等。几种常用的成型铣刀如图4-28所示。 除了上述几种类型的铣刀外,数控铣床也可使用多种通用铣刀。但因不少 数控铣 床的主轴内有特殊的拉刀装置,或因主轴内锥孔有别,须配过渡套和拉钉。 (3)铣刀的选择 兰州交通大学机电工程学院
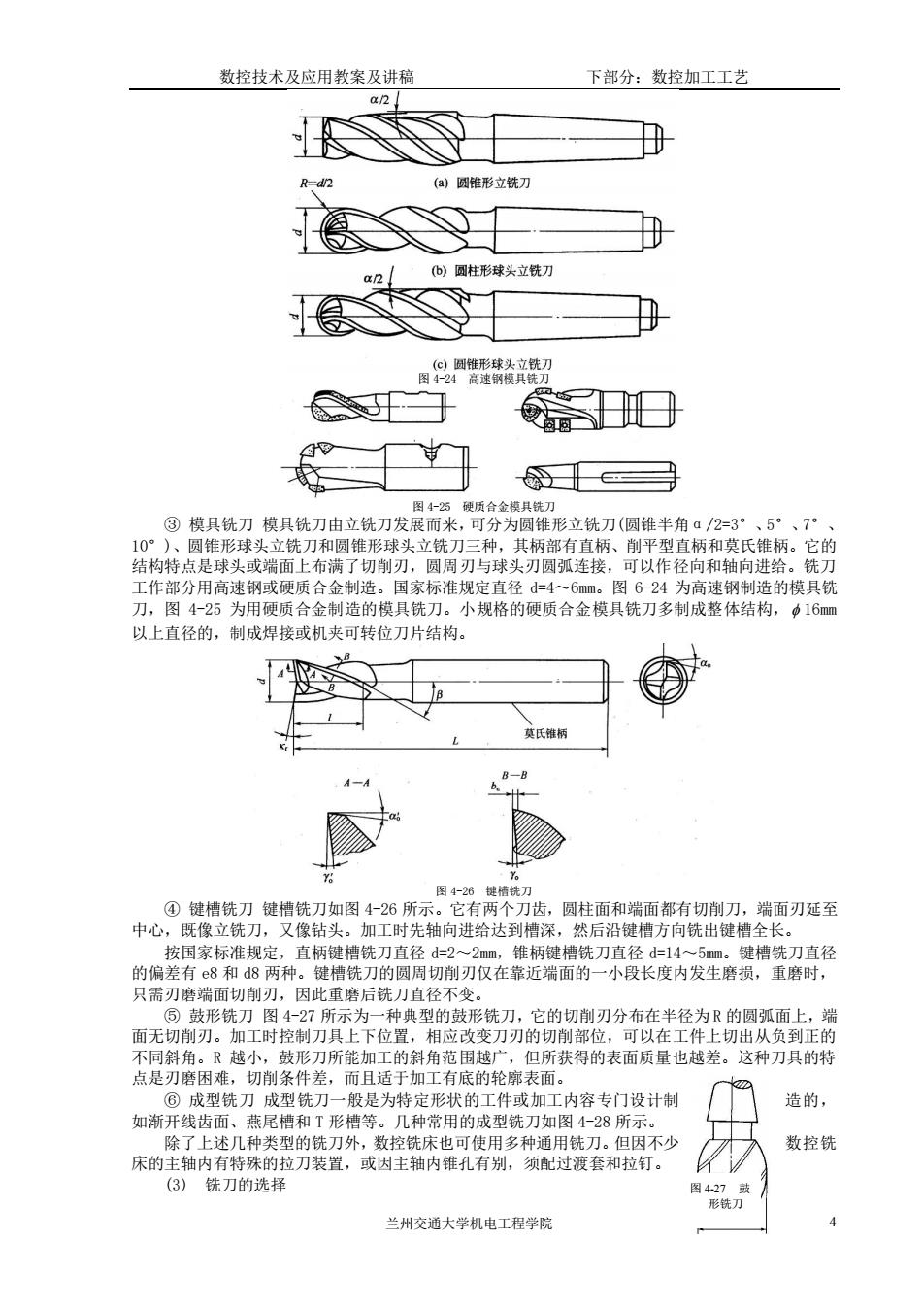
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 图 4-27 鼓 形铣刀 图 4-24 高速钢模具铣刀 图 4-25 硬质合金模具铣刀 ③ 模具铣刀 模具铣刀由立铣刀发展而来,可分为圆锥形立铣刀(圆锥半角α/2=3°、5°、7°、 10°)、圆锥形球头立铣刀和圆锥形球头立铣刀三种,其柄部有直柄、削平型直柄和莫氏锥柄。它的 结构特点是球头或端面上布满了切削刃,圆周刃与球头刃圆弧连接,可以作径向和轴向进给。铣刀 工作部分用高速钢或硬质合金制造。国家标准规定直径 d=4~6mm。图 6-24 为高速钢制造的模具铣 刀,图 4-25 为用硬质合金制造的模具铣刀。小规格的硬质合金模具铣刀多制成整体结构, 16mm 以上直径的,制成焊接或机夹可转位刀片结构。 图 4-26 键槽铣刀 ④ 键槽铣刀 键槽铣刀如图 4-26 所示。它有两个刀齿,圆柱面和端面都有切削刀,端面刃延至 中心,既像立铣刀,又像钻头。加工时先轴向进给达到槽深,然后沿键槽方向铣出键槽全长。 按国家标准规定,直柄键槽铣刀直径 d=2~2mm,锥柄键槽铣刀直径 d=14~5mm。键槽铣刀直径 的偏差有 e8 和 d8 两种。键槽铣刀的圆周切削刃仅在靠近端面的一小段长度内发生磨损,重磨时, 只需刃磨端面切削刃,因此重磨后铣刀直径不变。 ⑤ 鼓形铣刀 图 4-27 所示为一种典型的鼓形铣刀,它的切削刃分布在半径为 R 的圆弧面上,端 面无切削刃。加工时控制刀具上下位置,相应改变刀刃的切削部位,可以在工件上切出从负到正的 不同斜角。R 越小,鼓形刀所能加工的斜角范围越广,但所获得的表面质量也越差。这种刀具的特 点是刃磨困难,切削条件差,而且适于加工有底的轮廓表面。 ⑥ 成型铣刀 成型铣刀一般是为特定形状的工件或加工内容专门设计制 造的, 如渐开线齿面、燕尾槽和 T 形槽等。几种常用的成型铣刀如图 4-28 所示。 除了上述几种类型的铣刀外,数控铣床也可使用多种通用铣刀。但因不少 数控铣 床的主轴内有特殊的拉刀装置,或因主轴内锥孔有别,须配过渡套和拉钉。 (3) 铣刀的选择

数控技术及应用教案及讲稿 下部分:数控加工工艺 铣刀类型应与工件的表面形状和尺寸相适应。加工较大的平面应选择面铣刀:加工凹梧、较小的台 阶面及平面轮廓应选择立铣刀:加工空间曲面、模具型腔或凸模成型表面等多选用模具铣刀:加丁 铣刀参数的选择 4-28几种常见的成型统 ①面铣刀主要参数的选择标准可转位面铣刀直径为·(16~630加m,应根据侧吃刀量α选择适 当的铣刀直径,尽量包容工件整个加工宽度,以提高加工精度和效率,减少相邻两次进给之间的接 刀痕迹和保证铣刀的耐用度。 可转位面铣刀有粗齿细齿和密齿三种。粗齿铣刀容屑空间大,常用于粗铣钢件:粗铣带断续表 面的铸件和在平稳条件下铣削钢件时,可选用细齿铣刀。密齿铣刀的每齿进给量较小,主要用于加 工薄壁铸件。 个不 面铁刀何角度的标注知图4 国择则与车刀基本相同 其。前 是由于时有 音角的数根件材料和列其村料来这华,其具体数值可参见 表4一-3面肤刀的排角最值 工件材料 刀且材料 帽合金 高速粥 10°-20° 5u15" 10° 25"-30° 硬质合命 15*。15 -55.50 A 15 铣刀的磨损主要发生在后刀面上,因此适当加大后角 可减少铣刀磨损。常取%,=5°”~12 株刀取大值 。只有在铣削低 强度材料时,取入,=5° 主偏角k,在45°~90°范围内选取,铣削铸铁常用45°,铣削一般钢材常用75°,铣削带凸 肩的平面或薄壁零件时要用90 ②立铣刀主要参数的选择立铣刀主切削刃的前角在法剖面内测量,后角在端剖面内测量,前 后角的标注如图423(6)所示。前后角都为正值,分别根据工件材料和铣刀直径选取,其具体数值 可分别参见表4-4和表4-5。 表44立能刀前角 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 铣刀类型应与工件的表面形状和尺寸相适应。加工较大的平面应选择面铣刀;加工凹槽、较小的台 阶面及平面轮廓应选择立铣刀;加工空间曲面、模具型腔或凸模成型表面等多选用模具铣刀;加工 封闭的键槽选择键槽铣刀;加工变斜角零件的变斜角面应选用鼓形铣刀;几个工各种直的或圆弧形 的凹槽、斜角面、特殊孔等应选用成形铣刀。数控铣床上使用最多的是可转位面铣刀和立铣刀,因 此,这里重点介绍面铣刀立铣刀参数的选择。 图 4-28 几种常见的成型铣刀 ① 面铣刀主要参数的选择 标准可转位面铣刀直径为 (16~630mm,应根据侧吃刀量α选择适 当的铣刀直径,尽量包容工件整个加工宽度,以提高加工精度和效率,减少相邻两次进给之间的接 刀痕迹和保证铣刀的耐用度。 可转位面铣刀有粗齿细齿和密齿三种。粗齿铣刀容屑空间大,常用于粗铣钢件;粗铣带断续表 面的铸件和在平稳条件下铣削钢件时,可选用细齿铣刀。密齿铣刀的每齿进给量较小,主要用于加 工薄壁铸件。 图 4-29 面铣刀的角度标注 面铣刀几何角度的标注如图 4-29 所示。前角的选择原则与车刀基本相同,只是由于铣削时有冲 击,故前角数值一般比车刀略小,尤其是硬质合金面铣刀,前角数值减小得更多些。铣削强度和硬 度都高的材料可选用负前角。前角的数值主要根据工件材料和刀具材料来选择,其具体数值可参见 表 4-3。 表 4-3 面铣刀的前角数值 铣刀的磨损主要发生在后刀面上,因此适当加大后角,可减少铣刀磨损。常取 0 =5°~12°, 工件材料软时取大值,工件材料硬时取小值;粗齿铣刀取小值,细齿铣刀取大值。 铣削时冲击力大,为了保护刀尖,硬质合金面铣刀的刃倾角常取 s =-5°~15°。只有在铣削低 强度材料时,取 s =5°。 主偏角 r k 在 45°~90°范围内选取,铣削铸铁常用 45°,铣削一般钢材常用 75°,铣削带凸 肩的平面或薄壁零件时要用 90°。 ② 立铣刀主要参数的选择 立铣刀主切削刃的前角在法剖面内测量,后角在端剖面内测量,前 后角的标注如图 4-23(b)所示。前后角都为正值,分别根据工件材料和铣刀直径选取,其具体数值 可分别参见表 4-4 和表 4-5。 表 4-4 立铣刀前角数值