
4.2压力焊方法 4.2.1 压力焊方法及工艺 4.2.2电阻焊 4.2.3 摩擦焊
1 4.2 压力焊方法 4.2.1 压力焊方法及工艺 4.2.2 电阻焊 4.2.3 摩擦焊

4.2.1.压力焊方法及工艺 压力焊是指通过加热等手段使金属达到塑性状态,加压使 其产生塑性变形、再结晶和扩散等作用,使两个分离表面的原子 接近到晶格距离(0.3~0.5nm),形成金属键,从而获得不可拆 卸接头的一类焊接方法。 热源形式为:电阻热、高频热、 阴极 阳极 摩擦热等。 力的形式为:静压力、冲击力 (锻压力)和爆炸力等。 压力焊为:冷压焊、扩散焊 压紧工件 和热压焊 压力焊动画模拟 2
2 4.2.1. 压力焊方法及工艺 压力焊是指通过加热等手段使金属达到塑性状态,加压使 其产生塑性变形、再结晶和扩散等作用,使两个分离表面的原子 接近到晶格距离(0.3~0.5nm),形成金属键,从而获得不可拆 卸接头的一类焊接方法。 热源形式为:电阻热、高频热、 摩擦热等。 力的形式为:静压力、冲击力 (锻压力)和爆炸力等。 压力焊为:冷压焊、扩散焊 和热压焊 压力焊动画模拟

4.2.2电阻焊 1.电阻焊的原理及过程 电阻焊是利用电阻热为热源,并在压力下通 过塑性变形和再结晶而实现焊接的。 (1) 热源 电阻热:Q=IXIRt,其中电流 和时间是外因,而电阻是内因。 焊接区的总电阻为: R=Rc+2Rew+2Rw。其中Rc为焊件 ,的白成购国 接触电阻,Rew为电极与焊件间 a)后棉 )对牌 的接触电阻,Rw为焊件电阻。 电阳焊电阻 影片《电阻对焊》 3
3 4.2.2 电阻焊 1.电阻焊的原理及过程 电阻焊是利用电阻热为热源,并在压力下通 过塑性变形和再结晶而实现焊接的。 (1) 热源 电阻热:Q=I×IRt ,其中电流 和时间是外因,而电阻是内因。 焊接区的总电阻为: R=Rc+2Rew+2Rw。其中Rc为焊件 接触电阻,Rew为电极与焊件间 的接触电阻,Rw为焊件电阻。 影片《电阻对焊》
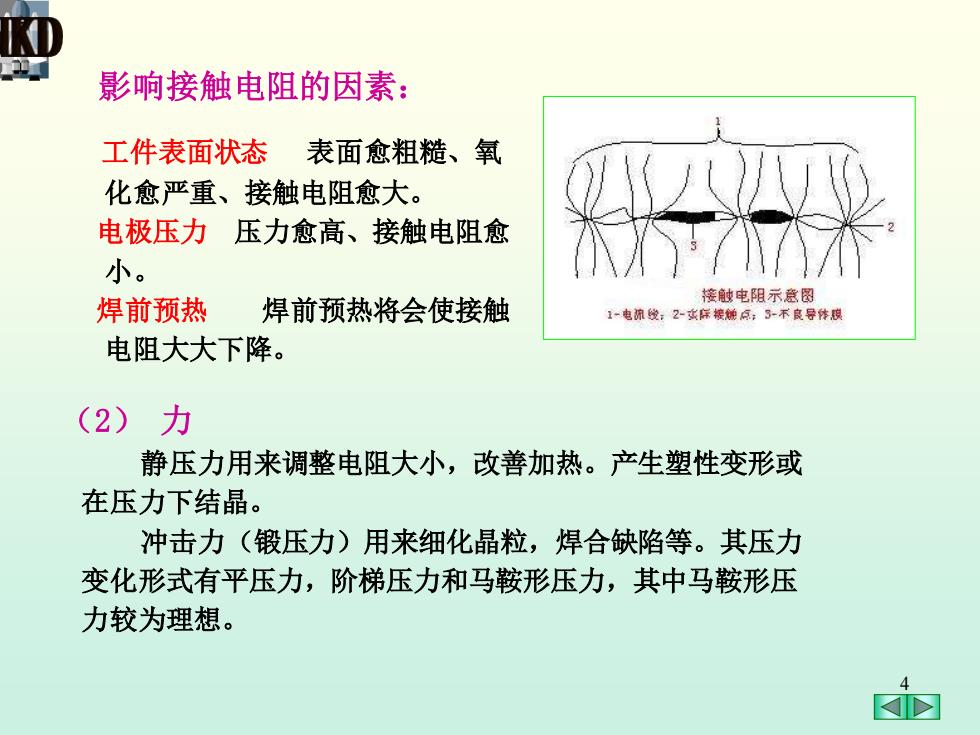
影响接触电阻的因素: 工件表面状态 表面愈粗糙、氧 化愈严重、接触电阻愈大。 电极压力 压力愈高、接触电阻愈 小。 接触电阻示意图 焊前预热 焊前预热将会使接触 1-电凉缆:2-戏际簇铆原;3-不良导传膜 电阻大大下降。 (2)力 静压力用来调整电阻大小,改善加热。产生塑性变形或 在压力下结晶。 冲击力(锻压力)用来细化晶粒,焊合缺陷等。其压力 变化形式有平压力,阶梯压力和马鞍形压力,其中马鞍形压 力较为理想
4 影响接触电阻的因素: 工件表面状态 表面愈粗糙、氧 化愈严重、接触电阻愈大。 电极压力 压力愈高、接触电阻愈 小。 焊前预热 焊前预热将会使接触 电阻大大下降。 (2) 力 静压力用来调整电阻大小,改善加热。产生塑性变形或 在压力下结晶。 冲击力(锻压力)用来细化晶粒,焊合缺陷等。其压力 变化形式有平压力,阶梯压力和马鞍形压力,其中马鞍形压 力较为理想
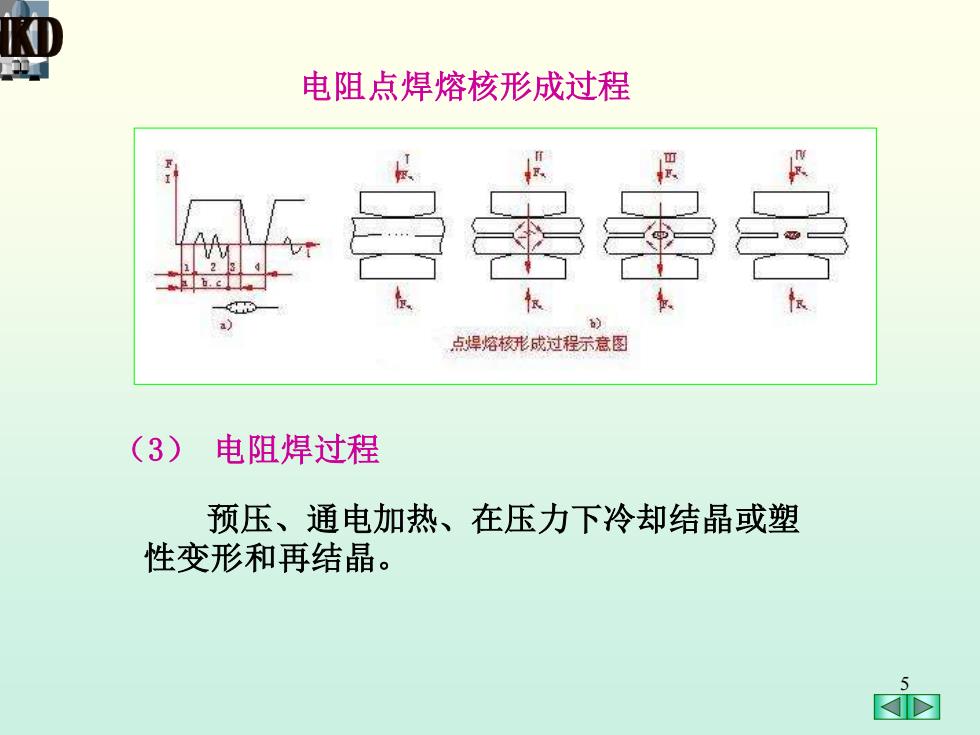
电阻点焊熔核形成过程 ) 点焊熔核形成过程示意图 (3)电阻焊过程 预压、通电加热、在压力下冷却结晶或塑 性变形和再结晶。 5
5 电阻点焊熔核形成过程 (3) 电阻焊过程 预压、通电加热、在压力下冷却结晶或塑 性变形和再结晶