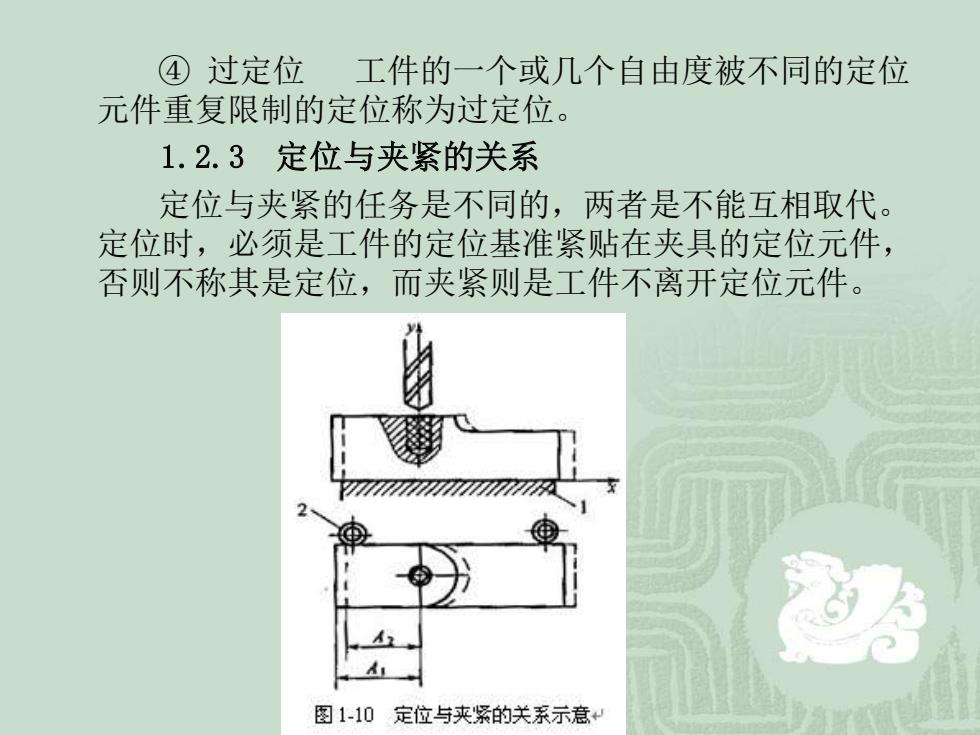
④过定位」 工件的一个或几个自由度被不同的定位 元件重复限制的定位称为过定位。 1.2.3定位与夹紧的关系 定位与夹紧的任务是不同的,两者是不能互相取代。 定位时,必须是工件的定位基准紧贴在夹具的定位元件, 否则不称其是定位,而夹紧则是工件不离开定位元件。 图1-10定位与夹紧的关系示意
④ 过定位 工件的一个或几个自由度被不同的定位 元件重复限制的定位称为过定位。 1.2.3 定位与夹紧的关系 定位与夹紧的任务是不同的,两者是不能互相取代。 定位时,必须是工件的定位基准紧贴在夹具的定位元件, 否则不称其是定位,而夹紧则是工件不离开定位元件
1.3 定位基准的选择原则 设计基准是在零件图上用以确定其他点、线、面位置 的基准。它是标注尺寸的起点。 在零件加工、测量和装配过程中所用的基准,称为工 艺基准。按用途可分为定位基准、工序基准、测量基准和 装配基准。 定位基准是在加工时,用以确定零件在机床夹具中的 正确位置所采用的基准;它是工件与夹具定位元件直接接 触的点、线、面。 工序基准是在工艺文件上用以标注被加工表面位置的 基准。 测量基准是零件检验时,用以测量己加工表面尺寸及 位置的基准;装配基准是装配时用以确定零件在机器中位 置的基准
1.3 定位基准的选择原则 设计基准是在零件图上用以确定其他点、线、面位置 的基准。它是标注尺寸的起点。 在零件加工、测量和装配过程中所用的基准,称为工 艺基准。按用途可分为定位基准、工序基准、测量基准和 装配基准。 定位基准是在加工时,用以确定零件在机床夹具中的 正确位置所采用的基准;它是工件与夹具定位元件直接接 触的点、线、面。 工序基准是在工艺文件上用以标注被加工表面位置的 基准。 测量基准是零件检验时,用以测量已加工表面尺寸及 位置的基准;装配基准是装配时用以确定零件在机器中位 置的基准
1.3.1粗定位基准选择 ■ 选择粗基准时,必须要达到以下两个基本要求: 其一,应保证所有的加工表面都有足够的加工余量;其二, 应保证工件加工表面和不加工表面之间具有一定的位置精 度。粗基准的选择原则如下: (1)互相位置要求原则 (2) 加工余量合理分配 (3) 重要表面原则 (4) 不重复使用原则 (5) 便于工件装夹原则
1.3.1 粗定位基准选择 选择粗基准时,必须要达到以下两个基本要求: 其一,应保证所有的加工表面都有足够的加工余量;其二, 应保证工件加工表面和不加工表面之间具有一定的位置精 度。粗基准的选择原则如下: (1)互相位置要求原则 (2) 加工余量合理分配 (3) 重要表面原则 (4) 不重复使用原则 (5) 便于工件装夹原则
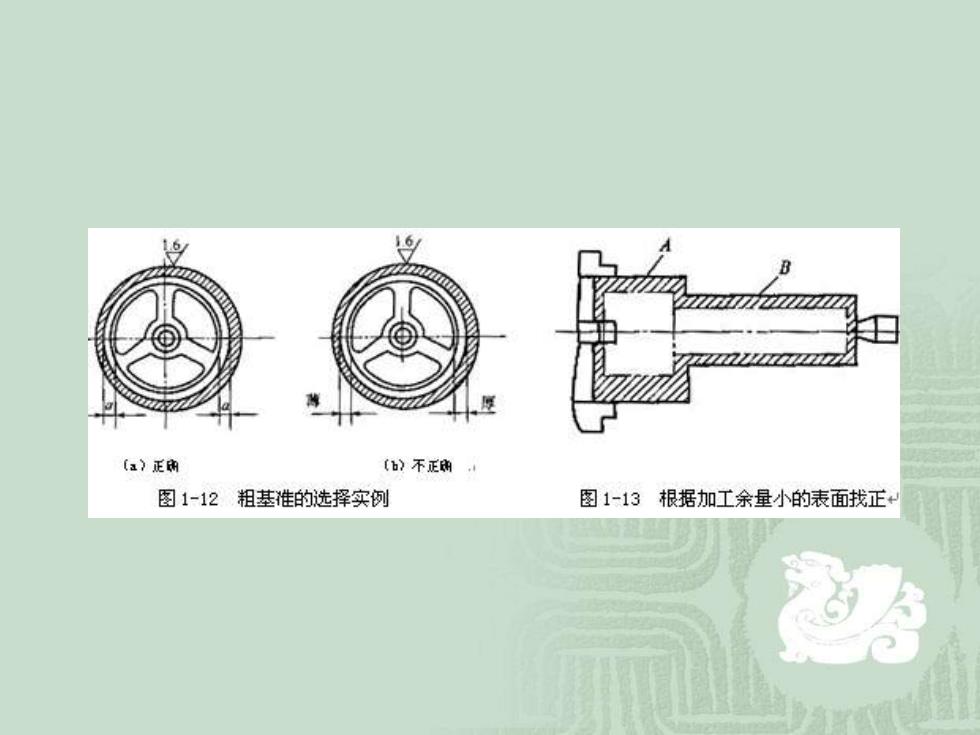
16/ (a)正用 〔b)不正确 图1-12粗基准的选择实例 图1-13根据加工余量小的表面找正+
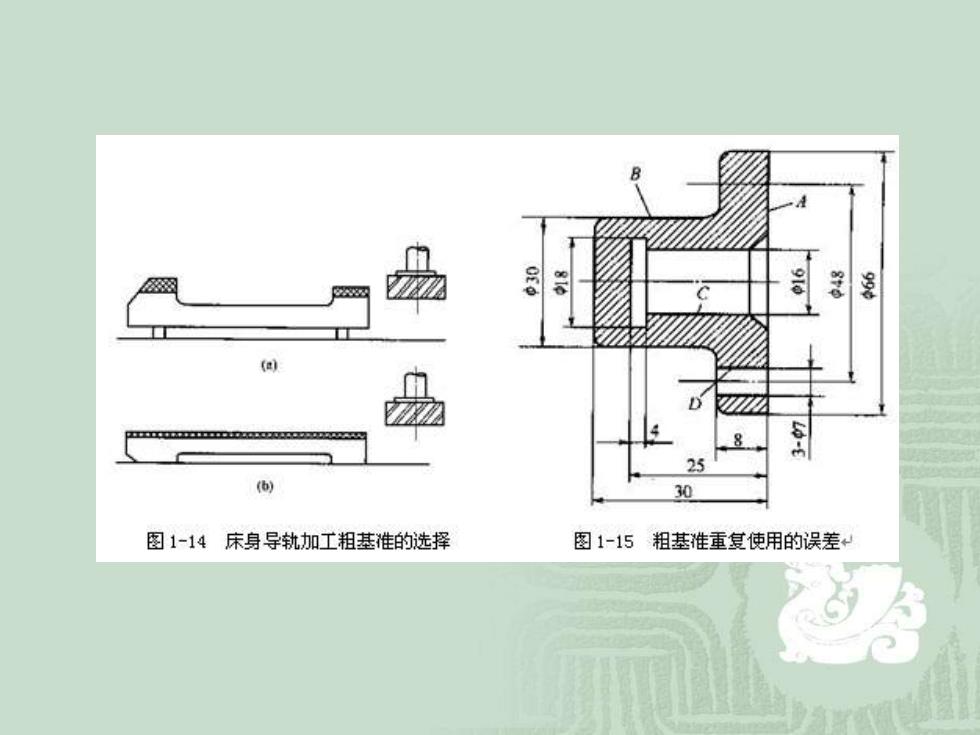
8 25 30 图1-14床身导轨加工粗基准的选择 图1-15粗基准重复使用的误差